

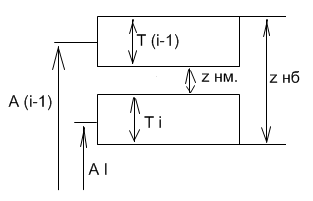
Расчет наибольшего припуска на рассматриваемой поверхности
Наибольший припуск необходимо рассчитывать для правильного назначения режима обработки. Покажем схему расчета графически.


 -
переход
-
переход
 -
предшествующий
переход
-
предшествующий
переход
Таким образом наибольший припуск рассчитывают по формуле:

 -
допуск
на данную операцию.
-
допуск
на данную операцию.
 -
допуск
на предшествующей операции.
-
допуск
на предшествующей операции.
Расчет номинального припуска на рассматриваемой поверхности
В общем случае определяется как разность номинальных размеров получаемых на предшествующем и данном переходах.
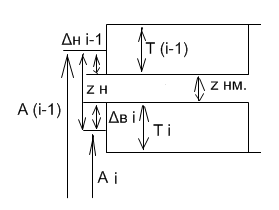

Однако
на данном этапе расчета операционные
размеры нам не известны, мы их рассчитывает
на последнем этапе, поэтому номинальный
припуск определяем как замыкающее звено
технологической цепи, звеньями которой
является
нижнее
отклонение операционного размера на
предшествующем переходе
 и
верхнее отклонение операционного
размера на данном переходе.
и
верхнее отклонение операционного
размера на данном переходе.
Таким образом:

Расчет операционных размеров на каждой технологической операции и размеры заготовки
Расчет выполняют от последней операции, когда получают деталь путем прибавления к номинальному размеру детали номинальных припусков на каждой операции (переходе)
k) 
k-1) 
k-2) 

Где к - количество выполняемых операций (переходов.)
Временные связи в производственном процессе.
Время, затрачиваемое на выполнение технологической операции, складывается их двух составляющих:
Части подготовительного заключительного времени
 ,
которая
приходится на одну деталь.
,
которая
приходится на одну деталь.Штучное время
 время,
которое непосредственно затрачивается
на изготовление детали.
время,
которое непосредственно затрачивается
на изготовление детали.
Таким
образом, штучно-калькуляционное время
 определяется
выражением (1)
определяется
выражением (1)
n- Количество изготавливаемых деталей в партии.
Подготовительно заключительное время затрагивается на выполнение работ, которые предшествуют изготовлению всей партии деталей и определяется выражением:

 время,
затрачиваемое на чтение
чертежей и технологии изготовления
деталей.
время,
затрачиваемое на чтение
чертежей и технологии изготовления
деталей.
 время,
затрачиваемое на
получение
установки,
требуемых
приспособлений и инструмента
для обработки данной партии заготовок.
время,
затрачиваемое на
получение
установки,
требуемых
приспособлений и инструмента
для обработки данной партии заготовок.
 время,
затрачиваемое на
статистическую настройку станка
для изготовления новой партии деталей.
время,
затрачиваемое на
статистическую настройку станка
для изготовления новой партии деталей.
 время
на
обслуживание рабочего места
и поддержании его в требуемом состоянии.
время
на
обслуживание рабочего места
и поддержании его в требуемом состоянии.
Затраты штучного времени определяется выражением:

 основное
технологическое время- время,
непосредственно затрачиваемое на
обработку детали или на сборку, если
этот период работает только станок, то
его называют машинным
(станок автомат), если работают рабочие
совместно со станком (универсальный
станок), то оно называется машино
- ручным,
если работает только рабочий, например
при сборке изделия, то оно называется
ручным.
основное
технологическое время- время,
непосредственно затрачиваемое на
обработку детали или на сборку, если
этот период работает только станок, то
его называют машинным
(станок автомат), если работают рабочие
совместно со станком (универсальный
станок), то оно называется машино
- ручным,
если работает только рабочий, например
при сборке изделия, то оно называется
ручным.
 вспомогательное
время
– время,
затрагиваемое на выполнение переходов,
которые сопутствуют основному
технологическому времени, например,
измерение достигнутой точности детали,
подвод и отвод инструмента на быстрых
ходах.
вспомогательное
время
– время,
затрагиваемое на выполнение переходов,
которые сопутствуют основному
технологическому времени, например,
измерение достигнутой точности детали,
подвод и отвод инструмента на быстрых
ходах.
Сумма затрат основного технологического времени и вспомогательного называется оперативным временем:

 время
на организационно-техническое обслуживание
станка в процессе работы- удаление
стружки, смазка направляющих и др.
время
на организационно-техническое обслуживание
станка в процессе работы- удаление
стружки, смазка направляющих и др.
 время
на коротко
временный отдых и дополнительные
надобности
, дополнительное время, его берут как
2-4 % от оперативного времени.
время
на коротко
временный отдых и дополнительные
надобности
, дополнительное время, его берут как
2-4 % от оперативного времени.
Рассмотрим
методику расчета основного технологического
времени (в данном случае машинного
времени)
 для
выполнения механической обработки на
примере токарной обработке валика.
для
выполнения механической обработки на
примере токарной обработке валика.
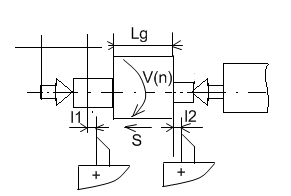
Машинное время определяется выражением:

Где L- длина проходимая инструментом на рабочей подаче, определяется выражением:
L= Lд+l1+l2
Lд- длина обрабатываемой поверхности
l1+l2 –расстояние на врезание и выход инструмента.
S-рабочая подача
i – количество последовательно выполняемых переходов.
При
использовании подачи на оборот S
[ ]
выражение (5) принимает вид:
]
выражение (5) принимает вид:
n- Частота вращения заготовки [ ]
Приведенные зависимости могут быть использованы и для других методов механической обработки сверление, фрезерование.
Особенность использования каждого из методов определяются соответствующими составляющими.