

Лекция 5-6 Базирование и база машиностроения.
Для того чтобы детали правильно работали в машинах что бы достигать требуемую точность при обработки заготовок на станках детали и заготовки необходимо правильно базировать.
Под базированием понимается - предание детали требуемого положения с лишением её 6 степеней подвижности, которая образует вектор подвижности.
 =ay,
вy,
cy,
λy,
βy,
γy
=ay,
вy,
cy,
λy,
βy,
γy
ay, вy, cy- параметры смещения в направлении координатных осей.
λy, βy, γy- параметры относительных поворотов вокруг координатных осей.
Имеет место 3 типовые схемы базирования, под одной из которой надо уметь подвести базирование любой детали.
Базирование по 3-м плоскостям.(базирование в координатный угол)
При этой схеме происходит совмещение 3-х базовых поверхностей присоединяемой детали в соответствии базовыми поверхностями базовыми деталями.
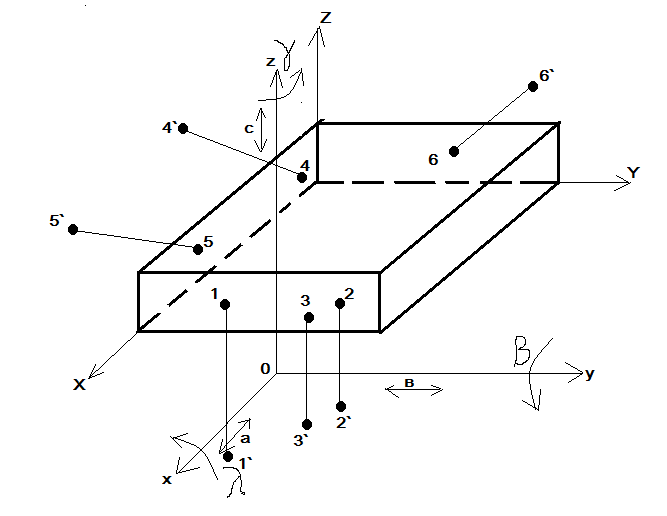
X,Y,Z-Координатные системы основных баз присоединяемых деталей.
x,y,z-координатная система вспомогательных баз базовых деталей.
a-перемещение относительно оси x.
B- перемещение относительно оси y.
С-перемещение относительно оси z.
Лишение детали подвижности достигают путем наложения на неё двухсторонних связей- силового замыкания направленного на базу(аналог металлический трос, который работает только в направлении своей оси).
Плоскость X0Y-установочная база
Матрица столбец 3 элемента.
Т.1 |
→ |
С |
Т.2 |
→ |
|
Т.3 |
→ |
|


Базирующая поверхность на которой располагается 3 опорные точки: отнимающие у детали одно смещение и 2 поворота- называется установочной базой.
Плоскость X0Z-направляющая база.
Матрица столбец на 2 элемента.
Т.4 |
→ |
С |
Т.5 |
→ |
|

Базирующая поверхность на которой располагается 2 опорные точки отнимающие у детали 1 смещение и один поворот называется направляющей базой.
Плоскость Y0 Z-опорная база.
Матрица столбец на один элемент
Т.6 |
→ |
а |
Базирующая поверхность на которой располагается одна опорная точка отнимающая у детали одно смещение или один поворот называется опорной базой.
Условное обозначение опорных точек и базовых поверхностей на технологических схемах.

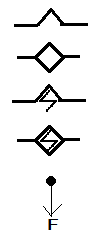
Опорная точка вид сбоку
Опорная точка вид сверху
Подводимая опорная точка вид сбоку
Подводимая опорная точка вид сверху
Направление силового замыкания
Базирование с использованием двойной опорной базы.
При этой схеме происходит центрирование- совмещение центра определенной поверхности присоединяемой детали с центром соответствующей поверхности базовой детали.
Пример. Установка подшипника в отверстии корпуса. Цент наружного кольца подшипника совмещается с центром отверстия корпуса.
Рассмотрим схему на примере закрепления диска в самоцентрирующимся трёх кулачковом патроне. Базируется на кулачках которые располагаются под углом 120 градусов.
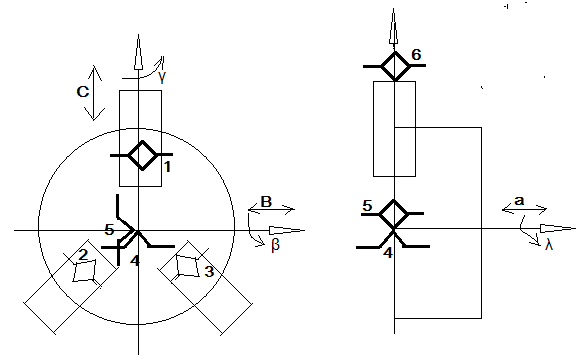
Покажем степени подвижности которых нам нужно лишить.(а,в)
Плоскость Y0Z-установочная база.
Матрица столбец на 3 элемента
Т.1 |
→ |
а |
Т.2 |
→ |
|
Т.3 |
→ |
|
Центр диска 0- двойная опорная база
Матрица столбец на 2 элемента
Т.4 |
→ |
с |
Т.5 |
→ |
|

Базирующая поверхность на которой располагаются 2 опорные точки отнимающие 2 смещения – называется двойной опорной базой.
Плоскость X0Z- опорная база
Матрица столбец на 1 элемент
Т.6 |
→ |
|