

Основы технического нормирования.
Под техническим нормированием понимается установление обоснованных норм времени на выполнение операций и переходов.
Имеют место следующие способы технического нормирования:
Аналитически - расчетный метод
Наиболее точный метод нормирования выполнение которого требует сравнительно больших затрат времени на расчеты. Его применяют для определения норм времени в крупносерийных и массовом производствах.
При этом методе основное технологическое время (машина) рассчитывают по формулам (см. пример выше) а другие составляющие времени находят по справочникам имеет место для всех видов механической обработки и сборки. Например, затраты вспомогательного времени на установку и съем заготовки для расточного станка находят с учетом веса заготовки, ее размера.
Определение затрат времени по укрупненным нормативам
Такие нормативы создают у себя сами заводы, в рамках отрасли, они существенно сокращают время нормирования, они представлены в виде графиков или таблиц, по которым определяют затраты штучного времени для изготовления детали.
Укрупненные нормативы создаются по следующей методике:
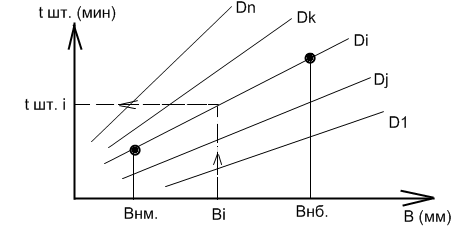
Покажем это на примере изготовления шайбы на токарно-валовом станке.
Для шайбы определенного диаметра Di, наименьшей ширины Внм. рассчитывают по первому способу затраты штучного времени, затем аналогичные расчеты выполняют для шайбы того же диаметра наибольшей ширины, затем проводят линию, полученная зависимость позволяет определить затраты штучного времени для шайб всей других размеров. Аналогичное построение делают для шайб других диаметров.
Статистический метод
Согласно этому методу на предприятии создают базу данных по затратам штучного времени на изготовление определенной детали, при этом вводят информацию по особенностям деталей, которые влияют на трудоемкость ее деталей - габарит, количество высокоточных отверстий, масса деталей и др. поэтому когда приходит новая деталь, то стараются найти ее аналог.
Учитывают различия, вводят соответствующую поправку и устанавливают затраты времени.
Опытный метод
При этом методе затраты штучного времени определяет сам инженер нормировщик руководствуясь своим личным опытом. При этом за ним остается право внесения определенной коррекции в назначенные нормативы по стечению определенного периода работы.
Повышение производительности обработки путем уменьшения затрат времени на выполнение операции.
Эффектное повышение производительности можно обеспечить при уменьшении всех составляющих штучного времени сокращение подготовительного заключительного времени. Достигают путем составления для рабочего доходчивых предельно ясных технологий и чертежей, а также путем организации качественной работы раздаточных подразделений цеха - быстрая поставка инструмента, оборудования на рабочее место своевременный подвоз заготовок и отвоз готовых деталей и другое, что позволяет рабочему сохранить время на выполнение операции.