

Под настройка технологической системы.
Она осуществляется на основе контроля параметров точности деталей. Контроль может быть ручной и автоматический. В последнем случае систему называют систему активного контроля. Их применяют в крупно и массовом производстве и на станках автоматах и автоматических линиях.
Команда на под настройку системы обычно подается по результатам измерений не одной а нескольких деталей после расчета группового среднего размера
Агр.ср=
Лекция 17-18. Расчет припусков и операционных размеров.
Припуском называется слой материала, снимаемый с заготовки в результате выполнения определенного перехода.
В зависимости от расположения различают:
Припуск односторонний
Припуск двусторонний несимметричный
Припуск двусторонний симметричный

Припуски и получаемые операционные размеры на соответствующих операциях образуют технологические размеры цепи:
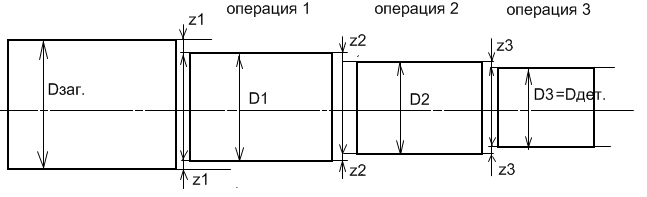
D1, D2, D3- операционные размеры получаемые на соответствующих операциях.
Z1, Z2, Z3- операционные припуски.
D1= Dзаг.-2Z1
D2= D1 -2Z2
D3= D2-2Z3
Dдет.= Dзаг. -2Z1-2Z2-2Z3
Расчет припусков и операционных размеров выполняют по этапам в определенной последовательности:
Определение состава выполняемых технологических переходов по обработке рассматриваемой поверхности.
Расчет наименьшего припуска на рассматриваемой поверхности

Расчет наибольшего припуска на рассматриваемой поверхности

Расчет номинального припуска на рассматриваемой поверхности

Расчет операционных размеров на каждой технологической операции и размеры заготовки

Определение состава выполняемых технологических переходов по обработке рассматриваемой поверхности.
Осуществляется путем расчета уточнений. Вначале определяют требуемое уточнение:




Технологические переходы подбирают для готовой детали, например, в данном случае точность диаметральных размеров в пределах 0,02 может обеспечить чистовое шлифование.

Чистовому
шлифованию предшествует круговое
шлифование, которое обеспечивает
точность диаметрального размера ( )
согласно справочнику в пределах 0,05.
)
согласно справочнику в пределах 0,05.
Следовательно, уточнение, получаемое на чистовом шлифовании, составляет
Предварительному
шлифованию должно предшествовать
черновое шлифование , на котом достигается
точность ( )
в пределах 0,1 мм. Это означает, что на
предварительном шлифовании обеспечивается
уточнение:
)
в пределах 0,1 мм. Это означает, что на
предварительном шлифовании обеспечивается
уточнение:

А
чистовому точению предшествует черновое
точение, которое может выполняться по
заготовке. В результате чернового
точения обеспечивается допуск
 .
Следовательно, уточнение ,получаемое
на черновом точении, составляет:
.
Следовательно, уточнение ,получаемое
на черновом точении, составляет:
В свою очередь:

Таким образом в результате выполнения четырех операций найденное общее уточнение:

Которое должно быть больше или равно требуемому уточнению.

Расчет наименьшего припуска на рассматриваемой поверхности
Наименьший припуск должен включать слой материала, который позволяет устранить имеющиеся на детали погрешности. К таким погрешностям относятся:
Высота микронеровностей
 -
полученная
на предшествующем переходе
-
полученная
на предшествующем переходе
Глубина дефектного слоя
 -
(прижег, неметаллические включения,
рыхлости) оставшиеся после предшествующего
перехода
-
(прижег, неметаллические включения,
рыхлости) оставшиеся после предшествующего
перехода
Погрешность относительных поворотов поверхности
 полученный
после
предшествующего перехода.
полученный
после
предшествующего перехода.
Погрешность геометрической формы
 ,
полученная
на предшествующем переходе.
,
полученная
на предшествующем переходе.
Погрешность установки
 ,
возникающая
на данном переходе
,
возникающая
на данном переходе

Зная значение составляющих то припуск можно рассчитать для соответствующего перехода.
В справочниках погрешность относительного поворота и формы определяются одной составляющей

Таким образом ,с учетом этого для обработки плоских поверхностей рассчитывают по формуле:

При обработке цилиндрических поверхностей наружных и внутренних рассчитывается удвоенный припуск.
 то
есть, припуск на диаметр так как
отклоненное расположение Δ и погрешность
установки Е, в общем случае являются
векторными величинами, направление
которых неизвестно, то при расчете
припуска на диаметр их учитывают путем
квадратичного суммирования. В результате
расчетная формула припуска на диаметр
принимает вид:
то
есть, припуск на диаметр так как
отклоненное расположение Δ и погрешность
установки Е, в общем случае являются
векторными величинами, направление
которых неизвестно, то при расчете
припуска на диаметр их учитывают путем
квадратичного суммирования. В результате
расчетная формула припуска на диаметр
принимает вид:

Составляющие приведенной формулы можно найти в справочниках технолога для соответствующих операций.
Отклонение расположения Δ удобно рассчитывать, используя понятие удельное коробление поверхности.

Данные этой величины приводится в таблицах

L- Длина обрабатываемой поверхности.