

V. Метод подгонки.
Сущность метода состоит в том, что требуемая точность на замыкающем звене достигается путем изменения величины звена компенсатора за счет снятия с него материала (слоя). На практике рабочие изменяют фактические отклонения на замыкающем звене и подгоняют компенсатор в размер, при котором излишнее отклонение будет устранено. Для этого компенсатор подшлифовывают, протачивают, притирают.
Расчет выполняют по следующей схеме:
Назначают за звенья расширенные экономически целесообразные допуски и предельные отклонения (T`i, Δ`в i, Δн` i Δ` 0i)
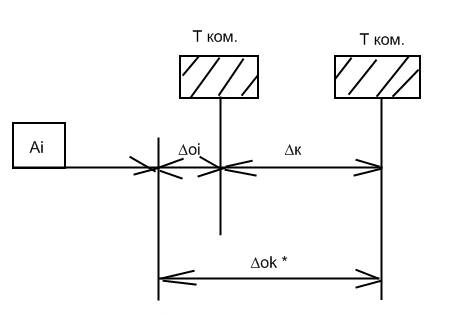
Определяем величину компенсации Tк – наибольший снимаемый слой материала при пригонке:
Для того, чтобы на замыкающем звене гарантировано иметь минимальный, но достаточный слой материала, позволяющий компенсировать наибольшее возможное отклонение в координату середины поля допуска компенсатора необходимо внести поправку.

Где
 координата
середины поля допуска на замыкающем
звене, получаемая при расширенных
допусках рассчитывается по формуле
(3).
координата
середины поля допуска на замыкающем
звене, получаемая при расширенных
допусках рассчитывается по формуле
(3).
 -
требуемая
координата середины поля допуска на
замыкающем звене:
-
требуемая
координата середины поля допуска на
замыкающем звене:
 (3)
(3)
В результате внесения поправки на звено компенсатора добавляется слой материала, необходимый для выполнения пригонки, это можно показать графически:
Метод позволяет обеспечить высокую требуемую точность на замыкающем звене:
Недостатки метода:
Необходимость выполнения трудоемких (в большинстве случаев ручных) пригоночных работ
Сложность нормирования и учета т.к. трудоемкость пригоночных работ трудно определить.
Поэтому этот метод не рекомендуется применять в поточном производстве, когда все операции синхронизированы и требуются соблюдения постоянного такта выпуска.
Три метода получения и измерения точности размеров и относительных поворотов деталей машин.
Цепной метод
При этом методе каждый последующий размер получают (измеряют) в след за ранее полученным размером от их общей базы.
Схема такого метода на примере обработки валика на токарном станке.
А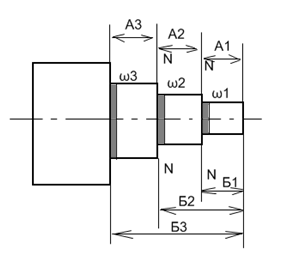 1,А2,А3-
цепные звенья, каждое из которых получено
с определенной погрешностью цепного
звена.
1,А2,А3-
цепные звенья, каждое из которых получено
с определенной погрешностью цепного
звена.
NN- общие базы.
Б1, Б 2, Б 3- координатные звенья при цепной схеме, полученные размеры.
Погрешность координатного звена прицепной схеме получение размеров равна сумме по грешной цепной звеньев образующих данное координатное звено.
Б1 =А1 , ωБ1= ω1
Б2= А1 +А2, ωБ2= ω1 + ω2
Б2= А1 +А2+А3, с= ω1 + ω2+ ω3
Координатный метод
П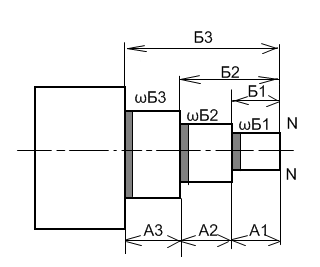 ри
этом методе размеры получают (измеряют)
от одних баз согласно схеме.
ри
этом методе размеры получают (измеряют)
от одних баз согласно схеме.
Б1, Б 2, Б 3- координатные звенья полученные от одной базы N, каждое из которых имеет собственную погрешность ωБ1, ωБ2, ωБ2
А1,А2,А3- цепные звенья при координатной схеме получения размеров.
В этом случае погрешность каждого цепного звена не превышает погрешность двух координатных звеньев, образующих данное цепное звено.
А1= Б1, ω1= ωБ1
А2= Б2 –Б1 ,ω2= ωБ1 + ωБ2
А3= Б3 –Б2 , ω3= ωБ1 + ωБ2 + ωБ3
На основе изложенного можно сделать вывод, что координатный метод получения размеров основанный на соблюдении принципа единства баз обеспечивает в целом высокую точность получения и измерения размеров.