

Лекция 13-14.
III. Комбинированный метод получения и измерения размеров и относительных поворотов деталей и машин.
П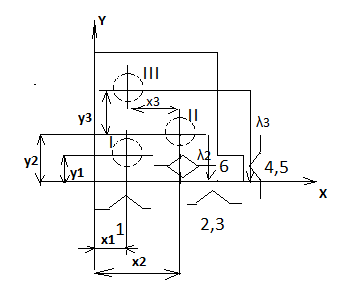 ри
этом методе:
часть размеров получают (измеряют)
координатным методом, а другую часть
цепным. В результате представляется
возможным использовать все преимущества
как цепного ,так и координатного метода.
Покажем
это на примере
обработки корпуса (расточка главных
отверстий) на горизонтальном расточном
станке.
ри
этом методе:
часть размеров получают (измеряют)
координатным методом, а другую часть
цепным. В результате представляется
возможным использовать все преимущества
как цепного ,так и координатного метода.
Покажем
это на примере
обработки корпуса (расточка главных
отверстий) на горизонтальном расточном
станке.
Корпус базируется по трем плоскостям и с одной установки с соблюдением принципа единства баз, выполняют расточку всех трех отверстий.
Размеры (Y1,Y2);(Х1,Х2)(λ1, λ2, λ1) получают координатным способом под одним баз. В результате погрешность установке заготовки на этой операции не влияет на точность этих размеров.
В свою очередь размер Y2 и Х3 размер Y3 и Х3 определяющие положение третьего отверстия получают цепным способом от ранее обработанного отверстия два. Переход на цепную схему получения размера делают в тех случаях когда координатный метод не обеспечивает требуемую точность межосевых расстояниях.
Основы достижения качества деталей машин.
Коэффициенты уточнения и передаточные отношения технологических систем.

При изготовлении детали происходи поэтапно уточнения параметров точности заготовки до параметров точности детали.
Таким образом, деталь получается в результате прохождения заготовки определенного количества операций(n). ОтношениеТ3 ( допуска на заготовку) указанного на чертеже к допуску на деталь Тд.
Представляет
собой требуемый коэффициент уточнения
Ет , который необходимо обеспечить при
механической обработке. Уточнение
получаем на каждой выполняемой операции
на первой Е1= , на второй Е1=
, на второй Е1= на
n-ной
Еn=
на
n-ной
Еn=
Произведение
уточнений получаемых на каждой из
выполняемых операций называется общим
уточнением Ео=Е1*Е2*Е3*…Еn=
Таким
образом, задача разработки технологических
процессов заключается в том, чтобы
выбранные технологические операции
обеспечили общее уточнение, величина
которого должна превышать или быть
равно требуемому уточнению Ео Ет.
Параметры точности (допуски) на
соответствующие операционные размеры
приводятся в справочниках технолога,
что позволяет рассчитать значения
уточнения.
Ет.
Параметры точности (допуски) на
соответствующие операционные размеры
приводятся в справочниках технолога,
что позволяет рассчитать значения
уточнения.
Три этапа настройки технологических систем ( станков) на точность.
Для достижения требуемой точности заготовку включают в кинематические размерные цепи станка. В результате размеры получаемые при обработке представляют собой замыкающие звенья технологических размерных цепей станка A линейные В угловые. Процесс достижения требуемой точности включает три этапа:
Первый
этап - установка . Заготовку
ориентируют и закрепляют на столе станка
или в приспособлениях. В результате
формируется размер установки Ау
 .
.
Второй
этап - статическая настройка станка.
Рабочие
органы станка без приложения нагрузок
выводят в положение, при котором между
режущими кромками инструмента и
технологическими базами заготовки
возникают требуемые размеры статической
настройки Ас,
 .
.
Третий
этап - динамическая настойка станка. На
этом этапе происходит резание. В
результате под действием силы резания
возникают упругие перемещения, тепловые
деформации, вибрации, что приводит в
совокупности к отклонениям первоначально
заданного положения заготовки инструмента.
Эти отклонения образую размер динамической
настройки Ад которые так же имеют
погрешность
 .
.
Все это можно наглядно показать на примере фрезерования плитки:
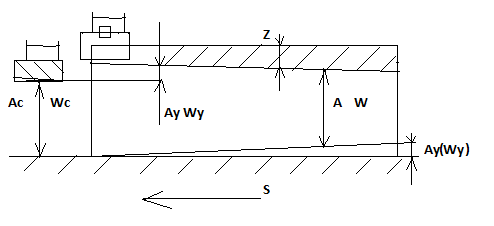
Таким
образом размер получаемый на детали ,
определяется как сумма размеров
получаемых на каждом этапе настройка
А
=Ау+Ас+Ад
и погрешность размера на детали
получается как сумма погрешностей
возникающих на каждом из этапов настройки
 .
.