

Отжиг 2-го рода. Фазовые превращения при нагреве сталей.
С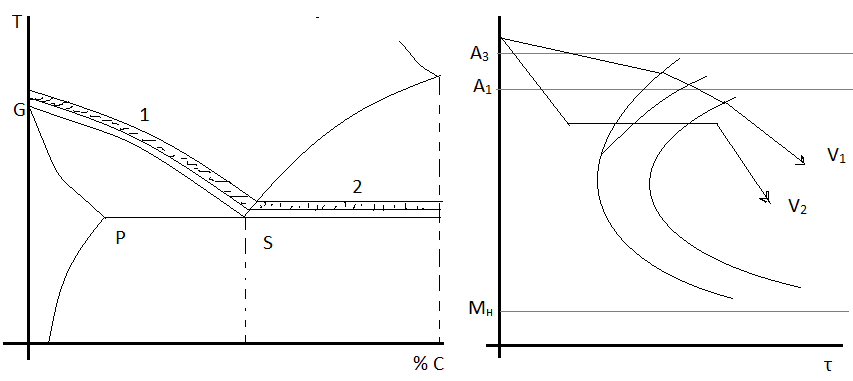 уществует
несколько разновидностей отжига для
стали. Они предназначены для снижения
твёрдости, повышения пластичности, для
получения более однородной структуры,
снятия напряжений, а так же для устранения
дефектов, полученных при предшествующей
обработке.
уществует
несколько разновидностей отжига для
стали. Они предназначены для снижения
твёрдости, повышения пластичности, для
получения более однородной структуры,
снятия напряжений, а так же для устранения
дефектов, полученных при предшествующей
обработке.
Полный отжиг проводится для доэвтектоидных сталей. Подвергаются отжигу полуфабрикаты из конструкционных сталей, которые подвергались горячей деформации. Нагрев при полном отжиге ведётся (для доэвтектоидных сталей) при температуре выше АС3(на рисунке – 1) на 30°..50°С. При таком нагреве происходит полная перекристаллизация исходной структуры, и получается аустенит. Охлаждение медленное. Для углеродистых сталей - 100°..200°С в час. Для легированных - 20°..70°С в час. Вместо полного отжига часто проводят изотермический отжиг: нагрев как и для полного отжига (выше АС3 на 30°..50°), а деле изделие переносят в печь, имеющую температуру ниже А1 (например, 680°С), и даётся выдержка при данной температуре для полного распада аустенита. Далее – охлаждение на воздухе.
Изотермический отжиг имеет ряд преимуществ по сравнению с полным отжигом:
Получается более однородная структура и более однородная твёрдость.
При правильном выборе всех параметров этот режим может быть короче по времени.
Сфероидизирующий (неполный) отжиг
На графике – часть 2 (и скорость 2).
Д ля
заэвтектоидных сталей (инструментальных,
углеродистых), выдержка при этой
температуре и затем медленное охлаждение.
Этот отжиг проводится с целью получения
зернистой формы цементита. Структура
заэвтектоидной стали состоит из перлита
и цементита вторичного (слева).
Сфероидизация цементита вторичного
идёт медленно, так как его пластины
имеют большую толщину, поэтому получение
перлита зернистого не всегда возможно
за один приём. Существует множество
технологических приёмов. Температура
нагрева выбирается конкретно для каждой
стали. Отжиг на зернистый перлит готовит
инструментальные стали к последующей
обработке резанием и термической
обработке.
ля
заэвтектоидных сталей (инструментальных,
углеродистых), выдержка при этой
температуре и затем медленное охлаждение.
Этот отжиг проводится с целью получения
зернистой формы цементита. Структура
заэвтектоидной стали состоит из перлита
и цементита вторичного (слева).
Сфероидизация цементита вторичного
идёт медленно, так как его пластины
имеют большую толщину, поэтому получение
перлита зернистого не всегда возможно
за один приём. Существует множество
технологических приёмов. Температура
нагрева выбирается конкретно для каждой
стали. Отжиг на зернистый перлит готовит
инструментальные стали к последующей
обработке резанием и термической
обработке.
Аустенитное зерно.
П ри
аустенитном превращении при температуре
образования аустенита получается
относительно мелкое зерно (диаметром
20-40 мкм). При увеличении выдержки и
температуры нагрева в обычных условиях
нагрева происходит рост аустенитного
зерна (размера). В доэвтектоидных сталях
рост астенитного зерна может начинаться
при небольшом превышении температуры
относительно Ас3.
В заэвтектоидных сталях при увеличении
температуры в интервале Ас1
– Асм
постепенно (по мере растворения цементита)
происходит рост аустенитного зерна.
При нагреве рост аустенитого зерна
является естественным процессом, т.к.
сопровождается уменьшением поверхности
раздела и уменьшением запаса внутренней
энергии. Размер зерна аустенита
характеризуется условным номером
(баллом стандартной шкалы микроструктур
– по ГОСТ). Каждому номеру зерна
соответствует среднее число зёрен на
площади (площадке) 1 мм2
шлифа и условный размер этих зёрен
(диаметр). Стандартная шкала используется
для быстрой оценки параметров аустенита
путём сравнения исследуемой структуры
с эталонами структуры стандартной шкалы
при одинаковом увеличении (Х100).
ри
аустенитном превращении при температуре
образования аустенита получается
относительно мелкое зерно (диаметром
20-40 мкм). При увеличении выдержки и
температуры нагрева в обычных условиях
нагрева происходит рост аустенитного
зерна (размера). В доэвтектоидных сталях
рост астенитного зерна может начинаться
при небольшом превышении температуры
относительно Ас3.
В заэвтектоидных сталях при увеличении
температуры в интервале Ас1
– Асм
постепенно (по мере растворения цементита)
происходит рост аустенитного зерна.
При нагреве рост аустенитого зерна
является естественным процессом, т.к.
сопровождается уменьшением поверхности
раздела и уменьшением запаса внутренней
энергии. Размер зерна аустенита
характеризуется условным номером
(баллом стандартной шкалы микроструктур
– по ГОСТ). Каждому номеру зерна
соответствует среднее число зёрен на
площади (площадке) 1 мм2
шлифа и условный размер этих зёрен
(диаметр). Стандартная шкала используется
для быстрой оценки параметров аустенита
путём сравнения исследуемой структуры
с эталонами структуры стандартной шкалы
при одинаковом увеличении (Х100).
Способность зерна аустенита к росту неодинакова. Стали одной и той же марки, но разной плавки, с разной технологией раскисления, могут отличаться по склонности к росту аустенитного зерна, так как имеют различное количество дисперсных труднорастворимых карбидов и нитридов. В зависимости от того, как происходит рост аустенитного зерна относительно температуры Ас3, стали разделяют на 2 группы:
Наследственно крупнозернистые стали (НКЗ)
Наследственно мелкозернистые стали (НМЗ)
В наследственно крупнозернистых сталях зерно растёт интенсивно при относительно небольших превышениях температуры Ас3.
В НМЗ сталях мелкое зерно сохраняется в более широком диапазоне температур от АС3 до 1000..1100 градусов С. Переход через температуру 1000..1100 градусов приводит к перегреву НМЗ стали (аустенитное зерно растёт быстро). Под перегревом подразумевается интенсивное укрупнение аустенитного зерна связанного с этим падения ударной вязкости. Наследственное аустенитное зерно получают в стандартных условиях технологической пробы и оно характеризует склонность стали к росту зерна.
Д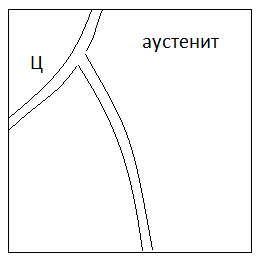 ля
характеристики аустенитного зерна
вводится понятие действительно
аустенитного зерна.
Это зерно получено в определённых
конкретных условиях (температура
нагрева, время выдержки; охлаждение не
оказывает влияния на рост). Наследственное
зерно указывает на то, что при нагреве
до определённых температур крупнозернистая
сталь часто приобретает крупное зерно
при более низкой температуре, чем сталь
мелкозернистая. Наследственно
мелкозернистая сталь
при достаточно высокой температуре
может иметь более крупное зерно аустенита,
чем наследственно крупнозернистая
сталь, поэтому и введено понятие о
действительном зерне. При термической
обработке, при охлаждении аустенит
превращается в другие фазы и структуры,
но он является очень важной характеристикой,
так как все структурные составляющие
при медленном или быстром охлаждении
стали формируются в пределах каждого
аустенитного зерна. Чем меньше аустенитное
зерно, тем меньше сетка избыточного
феррита по границам, меньше размер
перлитных колоний, и меньше размер
мартенситных кристаллов. К размеру
аустенитного зерна особенно чувствительна
ударная вязкость. С увеличением размера
аустенитного зерна ударная вязкость
резко снижается. Размер аустенитного
зерна оказывает влияние и на технологические
свойства, например, обрабатываемость
резанием улучшается, но чем крупнее
зерно, тем больше сталь склонна к
закалочным трещинам и деформациям.
ля
характеристики аустенитного зерна
вводится понятие действительно
аустенитного зерна.
Это зерно получено в определённых
конкретных условиях (температура
нагрева, время выдержки; охлаждение не
оказывает влияния на рост). Наследственное
зерно указывает на то, что при нагреве
до определённых температур крупнозернистая
сталь часто приобретает крупное зерно
при более низкой температуре, чем сталь
мелкозернистая. Наследственно
мелкозернистая сталь
при достаточно высокой температуре
может иметь более крупное зерно аустенита,
чем наследственно крупнозернистая
сталь, поэтому и введено понятие о
действительном зерне. При термической
обработке, при охлаждении аустенит
превращается в другие фазы и структуры,
но он является очень важной характеристикой,
так как все структурные составляющие
при медленном или быстром охлаждении
стали формируются в пределах каждого
аустенитного зерна. Чем меньше аустенитное
зерно, тем меньше сетка избыточного
феррита по границам, меньше размер
перлитных колоний, и меньше размер
мартенситных кристаллов. К размеру
аустенитного зерна особенно чувствительна
ударная вязкость. С увеличением размера
аустенитного зерна ударная вязкость
резко снижается. Размер аустенитного
зерна оказывает влияние и на технологические
свойства, например, обрабатываемость
резанием улучшается, но чем крупнее
зерно, тем больше сталь склонна к
закалочным трещинам и деформациям.