

§ 2. Допуски калибров для метрических резьб
Допуски калибров для проверки метрических резьб изделий регламентированы ГОСТ 18107—72. Калибры для контроля резьбы подразделяются на две группы:
Рабочие калибры (ПР — проходной и НЕ— непроходной), применяемые для проверки размеров резьбы предприятием-изготовителем.
Контрольные калибры (контркалибры), применяемые для контроля или установки размеров рабочих резьбовых скоб или колец.
Для контроля рабочих резьбовых пробок контркалибры не предусмотрены. Нерегулируемые рабочие проходные кольца проверяют контркалибрами КПР-ПР (должен свинчиваться) и КПР-НЕ (не должен свинчиваться) (допускается частичное свинчивание, но не более чем на один оборот с каждой стороны кольца).
Нерегулируемые рабочие непроходные кольца проверяют контркалибрами КНЕ-ПР (должен свинчиваться) и КНЕ-НЕ (не должен свинчиваться) (допускается частичное свинчивание, но не более чем на один оборот с каждой стороны кольца).. Регулируемые рабочие резьбовые кольца ПР и НЕ устанавливают соответственно по контркалибрам У-ПР и У-НЕ. Регулируемые рабочие резьбовые скобы ПР и НЕ должны устанавливаться соответственно по контркалибрам КПР-ПР и КНЕ-ПР. Износ рабочих проходных колец и скоб проверяет контркалибром К-И, износ рабочих проходных колец и скоб проверяют контркалибром КИ-НЕ (не должны свинчиваться)
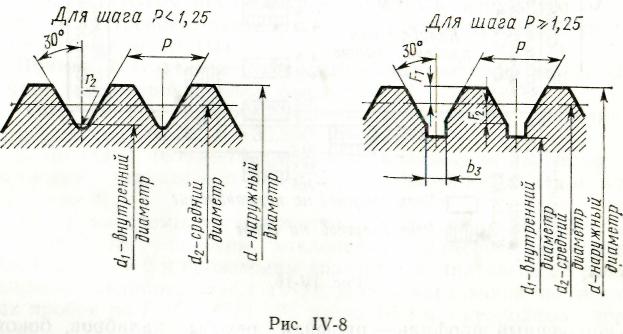
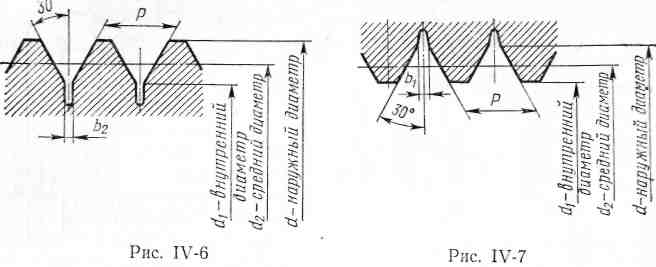
Пробки ПР; У-ПР; У-НЕ; КНЕ-НЕ, КИ-НЕ, кольца и скобы ПР должны иметь полный профиль (рис. IV-6 и IV-7). Полный профиль - профиль резьбы калибра, боковые стороны которого соответствуют боковым сторонам проверяемой резьбы. Пробки НЕ, КПР-НЕ, К-И, кольца и скобы НЕ должны иметь укороченный профиль (рис. IV-8 и IV-9).
Укороченный профиль — профиль резьбы калибров, боковые стороны которого меньше боковых сторон поверяемой резьбы. Укороченный профиль получается у пробок путем уменьшения наружного диаметра и прорезания канавки у впадин по внутреннему диа-
метру резьбы, у колец и скоб — путем увеличения внутреннего диаметра и прорезания канавки у впадин по наружному диаметру резьбы.
Длина резьбовых проходных рабочих калибров должна составлять не менее 0,8 длины свинчивания резьбы; длина резьбы непроходных калибров должна составлять не менее трех полных витков.
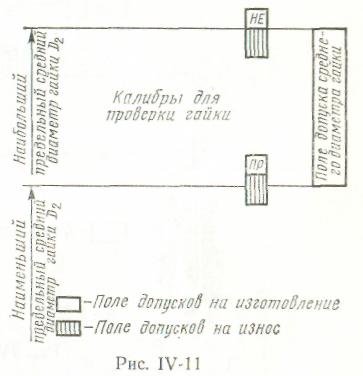
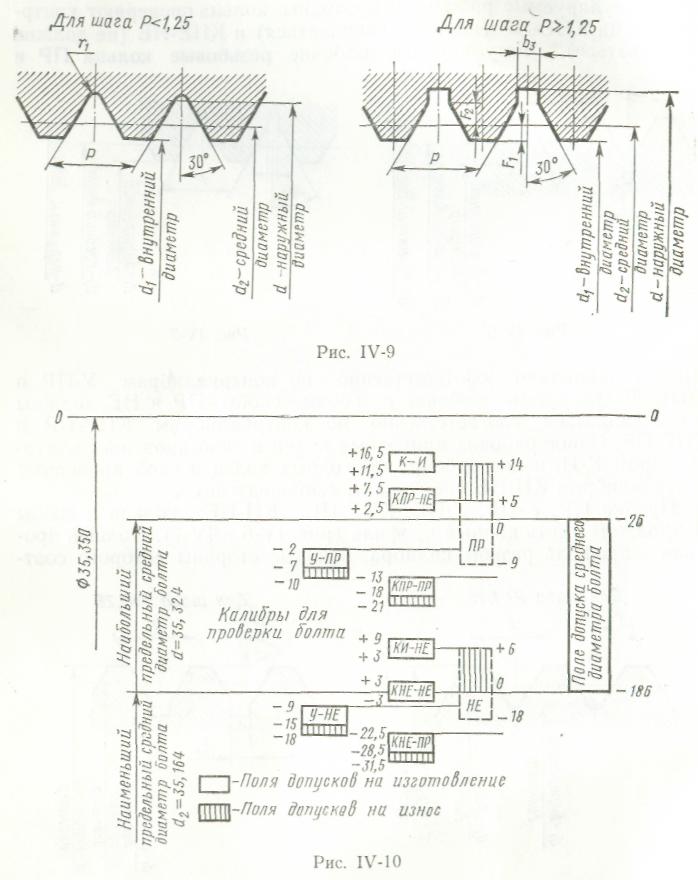
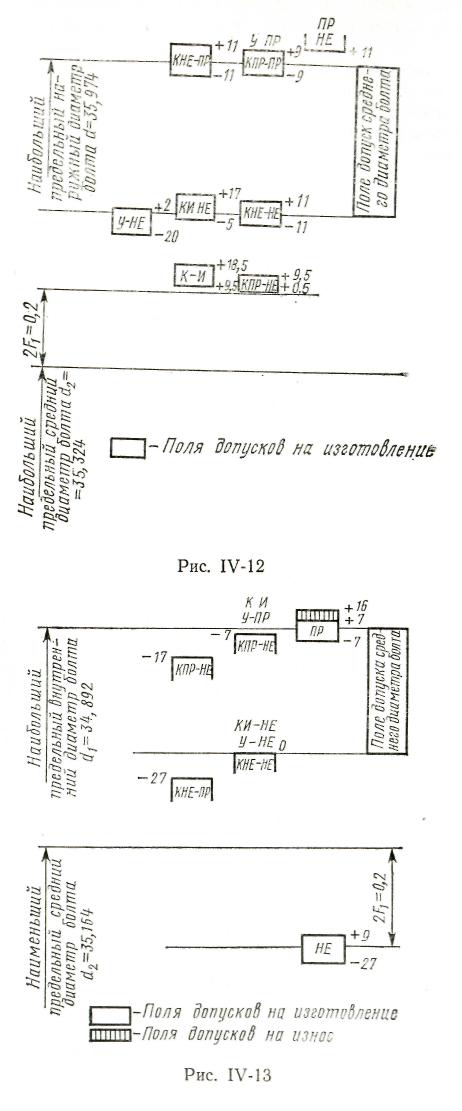
В отличие от резьбовых изделий допуски для резьбовых калибров устанавливают раздельно на каждый параметр резьбы. Схема расположения полей допусков среднего диаметра калибров для проверки болтов приведена на рис. IV-10 (числовые данные для резьбы М36×1—7g6g—14) и для проверки гаек — на рис. IV-11. На рис. IV-12 и IV-13 приведены схемы расположения полей допусков наружного и внутреннего диаметров резьбовых калибров для проверки болтов. Методика подсчета исполнительных размеров калибров аналогична методике, описанной для гладких калибров.
ГОСТ 18107—72 нормирует также допускаемые отклонения по шагу резьбы в зависимости от длины резьбы калибра и допускаемые отклонения половины угла профиля. Кроме контроля резьбовых изделий резьбовыми калибрами на свинчиваемость (комплексный контроль) ГОСТом предусмотрен контроль наружного диаметра болтов и внутреннего диаметра гаек гладкими предельными калибрами (расчет см. гл. III).
Пример 3. Определить исполнительные размеры резьбовых калибров для контроля резьбы болта М36×1 — 7g6g—14.
Решение. 1. По ГОСТ 9150—59 номинальные значения диаметров (в мм): d = 36; d2 = 35,350; d1 = 34,918.
По ГОСТ 16093—70 предельные отклонения диаметров резьбы (в мкм): верхнее —26 для d, d1 d2; нижнее —206 для d; нижнее —186 для d2.
Строим схемы расположения полей допусков (рис. IV-10, IV-12 и IV-13), наносим отклонения размеров по таблицам ГОСТ 18107—72 и производим подсчет исполнительных (Определение исполнительного размера см. гл. III, § 5) размеров резьбовых калибров (табл. IV-2). Длина нарезанной части проходных пробок по ГОСТ 1774—71 равна 16 мм, проходных колец — 14 мм.
Название калибров и контркалибров |
Наружный диаметр |
Средний диаметр |
Средний диаметр изношенный |
Внутренний диаметр |
Внутренний диаметр изношенный |
Кольцо ПР
Пробка КПР-ПР
Пробка КПР-НЕ*
Пробка К-И*
Пробка У-ПР
Кольцо НЕ*
Пробка КНЕ-ПР
Пробка КНЕ-НЕ
Пробка КИ-НЕ
Пробка У-НЕ |
|
|
35,338
35,303
-
-
35,314
35,170
35,132
-
-
35,146 |
|
34,908
-
-
-
-
-
-
-
-
- |
Калибры и контркалибры с укороченным профилем