

§ 5. Допуски калибров для гладких цилиндрических деталей
Предельные отклонения и допуски гладких рабочих и контрольных калибров нормированы стандартом СТ СЭВ 157—75. Валы и отверстия с допусками точнее IT6 не рекомендуется проверять калибрами, так как при этом вносится большая погрешность измерения. Такие изделия проверяют универсальными средствами.
Отклонения калибров отсчитывают от соответствующих предельных размеров изделий. Так, отклонения проходных калибров (ПР) для валов и контркалибров к ним отсчитывают от наибольшего предельного размера вала, а отклонения непроходных калибров к ним (НЕ) — от наименьшего предельного размера вала. Соответственно, отклонения проходных калибров для отверстий отсчитывают от наименьшего предельного размера отверстия, а отклонения непроходных калибров — от наибольшего предельного размера отверстия. Контркалибры к калибрам для отверстий не предусмотрены, так как их легко проверить универсальными измерительными средствами.
Величины отклонений берут из соответствующих таблиц СТ СЭВ..
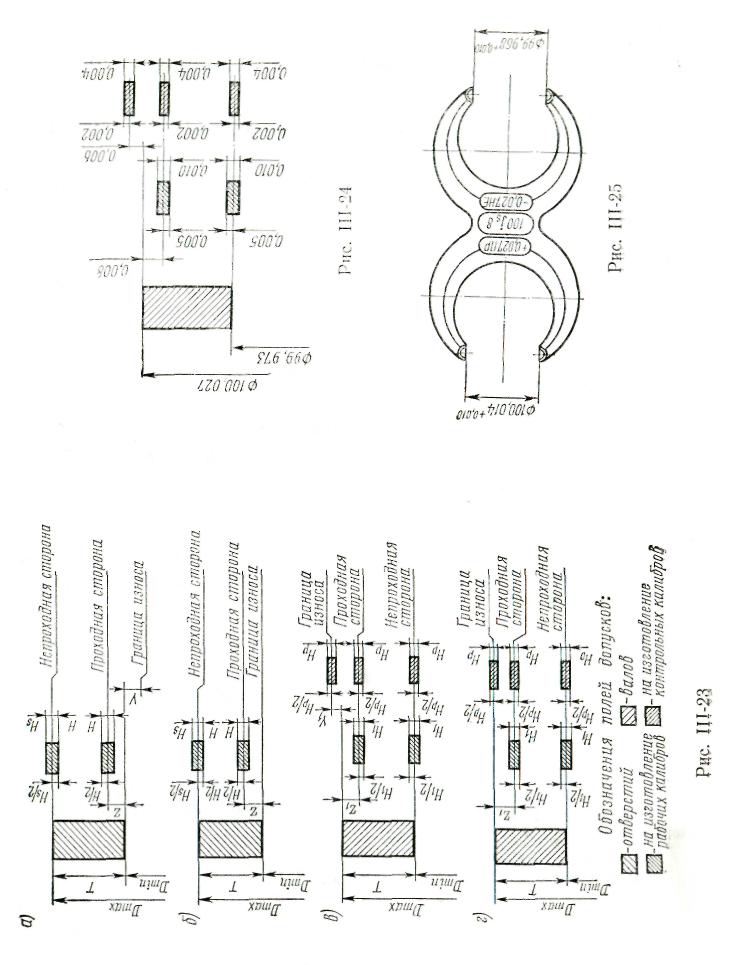
Схемы расположения полей допусков калибров для номинальных размеров до 180 мм приведены: для отверстий квалитетов: IT6, IT7 и IT8 - на рис. Ш-23, а; от IT9 до IT17— на рис. Ш-23,6; для валов квалитетов: IT6, IT7 и IT8 — на рис. Ш-23, в; IT9 до /777 — на рис. Ш-23, г.
На схемах приняты следующие обозначения: D — номинальный размер изделия; Dmax — наибольший размер; Dmin — наименьший размер; Т — допуск изделия; H — допуск на изготовление калибров, для отверстия; Hs — допуск на изготовление калибров со сферическими измерительными поверхностями для отверстия; Н1 — допуск на изготовление калибров для вала; Нp — допуск на изготовление контрольного калибра для скобы; z — отклонение середины поля допуска на изготовление проходного калибра для отверстия относительно наименьшего предельного размера изделия; z1 — отклонение середины поля допуска на изготовление проходного калибра для вала относительно наибольшего предельного размера изделия;
у — допустимый выход размера изношенного проходного калибра для отверстия за границу поля допуска изделия; у1 — допустимый выход размера изношенного проходного калибра для вала за границу поля допуска изделия.
Схемы расположения полей допусков для номинальных размеров свыше 180 мм приведены в СТ СЭВ 157—75. Для контроля допусков, отличающихся от приведенных в СТ СЭВ 144—75, рекомендуется применять калибры по настоящему стандарту, соответствующие ближайшему допуску — по СТ СЭВ 144—75.
На рабочих чертежах калибров проставляют исполнительные размеры (предельные размеры, по которым изготовляют новые калибры, а также осуществляют контроль износа калибров в эксплуатации). Исполнительный размер калибра должен иметь допуск в виде одного отклонения, направленного в металл (в тело калибра).
Маркировка калибра (т. е. обозначение номинального диаметра посадки и квалитета) соответствует обозначению той детали, для проверки которой этот калибр предназначен (см. пример 10).
Пример 10. Определить предельные и
исполнительные размеры калибров для
контроля вала Ø![]() и контркалибров к ним. Построить
схему расположения полей допусков, на
которой нанести величины предельных
отклонений. Дать эскиз рабочих калибров
для вала и проставить исполнительные
размеры.
и контркалибров к ним. Построить
схему расположения полей допусков, на
которой нанести величины предельных
отклонений. Дать эскиз рабочих калибров
для вала и проставить исполнительные
размеры.
По табл. 7 СТ СЭВ 144—75 отклонения вала Ø равны ±0,027 мм. Следовательно,
![]() мм;
мм;
![]() мм.
мм.
Выписываем из табл. 2 СТ СЭВ 157—75 допуски и предельные отклонения калибров и контркалибров.
Для диаметра 100 мм: z = 8 мкм; H1 = 10 мкм; y1 = 6 мкм; Hp = 4 мкм.
Строим схему расположения полей допусков (рис. III-24). В соответствии с формулами табл. 1 этого стандарта и рис. III-24 определяем размеры калибров и контркалибров.
Калибры (скобы):
![]()
![]()
![]()
![]()
![]()
Исполнительные размеры калибров (скоб)
![]() ,
,
![]() ,
,
![]()
Контркалибры к скобам:
![]()
![]()
![]()
![]()
![]()
![]()
Исполнительные размеры контркалибров: К - ПР= 100,021-0,004; К - И= 100,035-0,004; К -HE=99,975-0,004
Контркалибр К-И проверяет допустимую величину износа рабочей проходной скобы.
Эскиз рабочего калибра (скобы) приведен на рис. III-25.
Задачи. Определить предельные размеры рабочих калибров, построить схему расположения полей допусков и дать эскизы калибров, предназначенных для контроля отверстий:
58. Ø30H8 |
60. Ø82K6 |
62. Ø18F7 |
59. Ø94H11 |
61. Ø44U8 |
63. Ø120B11 |
Задачи. Определить предельные размеры рабочих калибров, построить схему расположения полей допусков и дать эскизы калибров, предназначенных для контроля вала:
64. Ø125h8 |
66. Ø28f6 |
68. Ø144h11 |
65. Ø63s7 |
67. Ø75c8 |
|
Задачи. Построить схему расположения полей допусков и определить предельные размеры контркалибров к скобам, предназначенных для контроля следующих валов:
69. Ø22p6 |
71. Ø62k7 |
73. Ø90f8 |
70. Ø110d11 |
72. Ø16u8 |
74. Ø88h12 |