

§ 10. Обработка результатов косвенных измерений. Суммирование погрешностей
При обработке результатов косвенных
измерений сначала можно определить
каждое i-e значение результата
как функцию
![]() i-х значений результатов прямых
измерений
i-х значений результатов прямых
измерений
![]() ,
,
![]() ...,
...,
![]() ,
а затем проводить обработку величин
как результатов прямых измерений. Однако
из-за чрезвычайной трудоемкости такой
способ почти не применяется.
,
а затем проводить обработку величин
как результатов прямых измерений. Однако
из-за чрезвычайной трудоемкости такой
способ почти не применяется.
Обычно требуется определить числовые характеристики результатов косвенных измерений по значениям числовых характеристик результатов прямых измерений. Если величины у, z, … , t имеют распределение, близкое к нормальному, оказывают примерно одинаковое влияние на х и независимы друг от друга, будут справедливы зависимости:
![]() (II-42)
(II-42)
![]() (II-43)
(II-43)
Индекс 0 у частных производных означает,
что при вычислениях подставляют значения
![]() ,
,
![]() ,
,
![]() .
.
В случае, когда х — линейная функция от у, z, ... , t
![]()
числовые характеристики определяют из выражений:
![]() (II-44)
(II-44)
![]() (II-45)
(II-45)
Пример 16. Для партии деталей проведены
измерения координат х, у двух
отверстий 1 и 2, при этом получены
следующие результаты:
![]() =
6,02 мм;
=
6,02 мм;
![]() =
0,008 мм;
=
0,008 мм;
![]() =
15,03 мм;
=
15,03 мм;
![]() =
0,009 мм;
=
0,009 мм;
![]() =
14,98 мм;
=
14,98 мм;
![]() =
0,007 мм;
=
0,007 мм;
![]() =
25,02 мм;
=
25,02 мм;
![]() =
0,008 мм.
=
0,008 мм.
Определить средний размер и среднее квадратическое отклонение размера межцентрового расстояния I.
Решение.
![]()
![]()

![]()
![]()
![]()
![]()
Погрешность результата измерения зависит, как правило, от значительного числа влияющих факторов, т. е. является функцией составляющих погрешностей. Поэтому для определения ее числовых характеристик используют зависимости (II-42) — (II-45), где переменными у, z, ... , t являются составляющие погрешностей.
Получив числовые характеристики погрешностей результата измерения, границы диапазона рассеивания определяют способами, изложенными в § 7.
Глава ш стандартизация и взаимозаменяемость гладких цилиндрических соединений
§ 1. Основные понятия и определения
Обеспечение взаимозаменяемости гладких цилиндрических деталей, а также выбор характера их соединения, т. е. посадки, регламентируется единой для вех стран — членов СЭВ системой допусков и посадок СЭВ (согласованной с рекомендациями ИСО — международной системы допусков). Основные положения этой системы, принятые в ней величины допусков и основных отклонений, правила образования полей допусков и обозначения нормируются стандартом СЭВ — СТ СЭВ 145—75 (Для облегчения перехода с принятой до настоящего времени системы ОСТ на систему СЭВ Бюро Взаимозаменяемости Минстанкопрома разработаны «Методические указания по внедрению СТ СЭВ 144—75 и СТ СЭВ 145—75 на допуски и посадки гладких соединений с размерами до 3150 мм»).
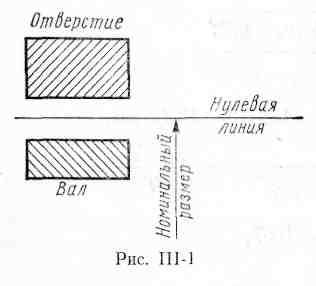
Для того чтобы изделие отвечало своему целевому назначению, необходимо, чтобы его размеры выдерживались между двумя допустимыми предельными размерами, разность которых образует допуск. Допуск является мерой точности изготовления: чем меньше допуск, тем выше точность. Для удобства на чертежах принято указывать номинальный размер детали, а каждый из двух предельных размеров определяют по его отклонениям от этого номинального размера. На схемах номинальному размеру соответствует нулевая линия, от которой отсчитывают в плюс или минус отклонения отверстия и вала, а заштрихованные прямоугольники являются полями допуска деталей (рис. III-1).
Точность размеров в системе СЭВ нормируют условными уровнями точности, называемыми квалитетами.
Величину допуска устанавливают в зависимости от номинального размера и квалитета. Весь диапазон номинальных размеров (мм) разбит на отдельные интервалы (например, до 3; свыше 3 до 6; свыше 6 до 10 и т. д.).
В системе СЭВ для размеров от 1 до 500 мм установлено 19 рядов основных допусков (0,1; 0; 1; 2... 17), обозначаемых буквами IT и цифрой порядкового номера квалитета (IT1, IT2 и т. д.). Квалитеты IT01— IT7 предназначены для допусков калибров и аналогичных средств линейных измерений. Квалитеты IT3—IT12 — допуски посадок для сравнительно точных соединений. Квалитеты IT12—IT17 — допуски свободных размеров и размеров менее точных соединений.
Допуски, установленные для квалитетов, называют основными. С увеличением порядкового номера квалитета допуски увеличиваются.
Допуски в квалитетах IT5 и ниже могут быть выражены формулой
![]()
где а — число единиц допуска, постоянное для каждого квалитета; i — единица допуска, характеризующая закон изменения допуска от величины диаметра.
В системе СЭВ для размеров до 500 мм
![]() ,
,
где
![]() — средний размер основного интервала
диаметров, мм.
— средний размер основного интервала
диаметров, мм.
Числа единиц допуска начиная с IT6 образуют геометрическую прогрессию со знаменателем ≈ 1,6. Через каждые пять квалитетов допуски увеличиваются в десять раз (см. гл. VII, табл. VII-1 и VI1-2).
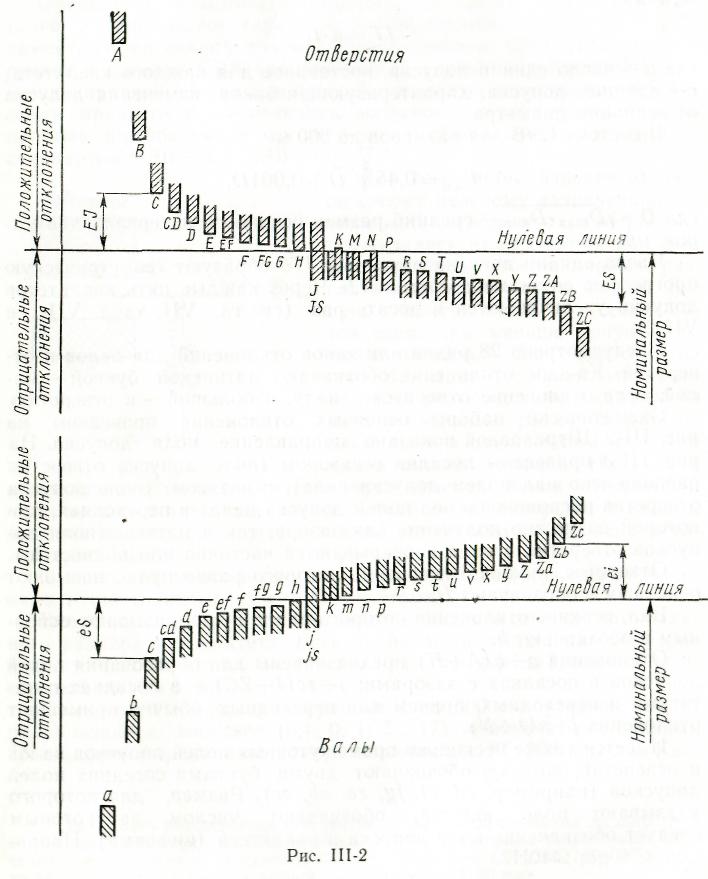
Предусмотрено 28 рядов или типов отклонений для валов и отверстий. Каждое отклонение обозначают латинской буквой — малой, если отклонение относится к валу, и большой — к отверстию.
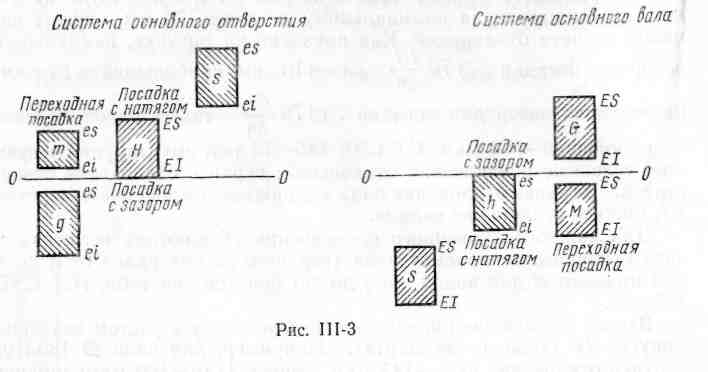
Схематически наборы основных отклонений приведены на рис. III-2. Штриховкой показано направление поля допуска. На рис. III-3 приведены посадки с зазором (поле допуска отверстия расположено над полем допуска вала), с натягом (поле допуска отверстия расположено под полем допуска вала) и переходная, при которой возможно получение как зазора, так и натяга (поля допусков отверстия и вала перекрываются частично или полностью).
Отверстие, нижнее отклонение которого равно нулю, называют основным и обозначают Н.
Вал, верхнее отклонение которого равно нулю, называют основным и обозначают h.
Отклонения
![]() предназначены для образования полей
допусков в посадках с зазорами;
предназначены для образования полей
допусков в посадках с зазорами;
![]() — в посадках с натягами и переходных,
причем для переходных обычно применяют
отклонения
— в посадках с натягами и переходных,
причем для переходных обычно применяют
отклонения
![]() .
.
Имеется также несколько промежуточных полей допусков валов и отверстий, которые обозначают двумя буквами соседних полей допусков (например, cd, ef, fg, za, zb, zc). Размер, для которого указывают поле допуска, обозначают числом, за которым следует обозначение поля допуска и квалитета (цифрами). Например, Ø40g6; Ø40H7.
В обозначение посадки входит номинальный размер, общий для соединяемых отверстия и вала, за которым следуют обозначения полей допусков отверстия и вала в виде дроби.
Пример. Ø4OH7/g6 (или
Ø4OH7-g6 или Ø40![]() ).
).
Графическое изображение полей допусков
в системе основного отверстия для
посадки Ø70
и для посадки Ø70![]() в системе основного вала приведено на
рис. III-4, а и б. Нулевая линия,
соответствующая номинальному диаметру
70 мм, служит началом отсчета отклонений.
Как показано на рисунке, наименьший
зазор для посадки Ø70
равен 10 мкм, наибольший — 59 мкм; наименьший
зазор для посадки Ø70
- также равен 10 мкм, а наибольший — 59
мкм. СТ СЭВ 145—75 регламентирует следующие
условные обозначения отклонений: верхнее
отклонение отверстия ES; верхнее
отклонение вала es; нижнее отклонение
отверстия EI; нижнее
отклонение вала ei.
в системе основного вала приведено на
рис. III-4, а и б. Нулевая линия,
соответствующая номинальному диаметру
70 мм, служит началом отсчета отклонений.
Как показано на рисунке, наименьший
зазор для посадки Ø70
равен 10 мкм, наибольший — 59 мкм; наименьший
зазор для посадки Ø70
- также равен 10 мкм, а наибольший — 59
мкм. СТ СЭВ 145—75 регламентирует следующие
условные обозначения отклонений: верхнее
отклонение отверстия ES; верхнее
отклонение вала es; нижнее отклонение
отверстия EI; нижнее
отклонение вала ei.
Для каждого буквенного обозначения абсолютная величина и знак основного отклонения вала (верхнего es для валов от а до h или нижнего ei для валов от j до zc) берутся по табл. 7СТ СЭВ 145—75.
Второе отклонение определяют по основному
с учетом значения допуска IT (табл. 6
стандарта). Например, для вала Ø80![]() :
верхнее отклонение es =—145 мкм, допуск
IT10=160 мкм; нижнее отклонение
ei= —145—160 = —305 мкм.
:
верхнее отклонение es =—145 мкм, допуск
IT10=160 мкм; нижнее отклонение
ei= —145—160 = —305 мкм.
Для каждого буквенного обозначения абсолютную величину и знак основного отклонения отверстия (нижнего EI для отверстий от A до H и верхнего ES для отверстий от J до ZC) определяют по основному отклонению es или ei вала, обозначенного той же буквой по общему или специальному правилам.
Общее правило: ЕI= — es - для отверстий от А до Н, ES = —ei - для отверстий от J до ZC.
Специальное правило: верхнее
отклонение отверстия ES
= — ei + ∆, где величина ∆ равна
разности
![]() между допуском рассматриваемого
квалитета и допуском ближайшего более
точного квалитета, если при образовании
посадки поля допусков отверстия и вала
взяты из разных квалитетов.
между допуском рассматриваемого
квалитета и допуском ближайшего более
точного квалитета, если при образовании
посадки поля допусков отверстия и вала
взяты из разных квалитетов.
Это правило действительно для интервалов размером свыше 3 мм: для отверстий J, К, М и N до IT8 включительно: для отверстий от Р до ZC — до IT7 включительно.
Нижнее отклонение определяется по основному с учетом значения допуска IT (табл. 8 СТ СЭВ 145—75).
![]() или
или
![]() .
.
Например, для отверстия Ø180![]() :
нижнее отклонение EI=0;
допуск IT9=100 мкм; верхнее
отклонение ES = 0+100 мкм = =
+100 мкм.
:
нижнее отклонение EI=0;
допуск IT9=100 мкм; верхнее
отклонение ES = 0+100 мкм = =
+100 мкм.
Для отверстия Ø60![]() при образовании посадки Ø60
при образовании посадки Ø60![]()
верхнее отклонение ES = —11+∆; ∆ = 11 мкм; ES = —11 + 11=0; допуск IT7=30 мкм; нижнее отклонение EI = 0—30 = —30 мкм.
Для облегчения расчетов в СТ СЭВ 144—75 приведены таблицы предельных отклонений валов и отверстий для всех квалитетов и рекомендуемые посадки, которые являются ограничительным

отбором для общего применения из всей совокупности полей допусков. Применение системы основного отверстия предпочтительно. Посадки при размерах от 1 до 500 мм рекомендуется назначать в соответствии с табл. 17 и 18 стандарта. В первую очередь рекомендуется назначать предпочтительные посадки, обведенные прямоугольными рамками.
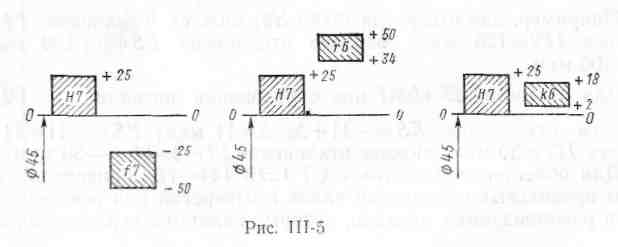
Пример 1. Определить предельные
размеры отверстий и валов, наибольшие
и наименьшие зазоры (натяги), а также
допуски посадок для посадки с зазором
Ø45![]() ;
посадки с натягом Ø45
;
посадки с натягом Ø45![]() и переходной посадки Ø45
и переходной посадки Ø45![]() (рис. III-5).
(рис. III-5).
Решение. Размеры отверстия 45 H7 у всех трех посадок одинаковы.
![]() мм;
мм;
![]() мм.
мм.
Допуск
![]() мм;
мм;
Для посадки с зазором Ø45 :
Вал Ø45 |
Соедниние |
dmin = 45,000—0,050 = 44,950 мм; dmax = 45,000—0,025 = 44,975 мм; Т = 44,975—44,950 = 0,025 мм; |
наименьший зазор Smin = 45,00—44,975 = 0,025 мм; наибольший зазор Smax = 45,025—44,950 мм=0,075мм; допуск посадки TS = 0,075—0,025=0,050 мм.
|
Для посадки с натягом Ø45 :
Вал Ø45 |
Соедниние |
dmin = 45,000 + 0,034 = 45,034 мм; dmax = 45,000 + 0,050 = 45,050 мм; Т = 45,050—45,034 = 0,016 мм |
наименьший натяг Nmin = 45,034—45,025 = 0,009 мм; наибольший натяг Nmax =45,050—45,000=0,050 мм; допуск посадки TN=0,050—0,009 = 0,041 мм.
|
Для переходной посадки Ø45 :
Вал Ø45 |
Соедниние |
dmin = 45,000 +0,002 = 45,002 мм: dmax = 45,000 + 0,018 = 45,018 мм; Т = 45,018—45,002 = 0,016 мм |
наибольший зазор Smax = 45,025—45,002 = 0,023 мм; наибольший натяг Nmax = 45,018—45,000 = 0,018 мм; допуск посадки T (S, N) =0,018 + 0,023 = 0,041 мм.
|
Простановку предельных размеров на чертежах производят в соответствии с ГОСТ 2307—68. Принципиальные положения этого ГОСТа в настоящее время (до пересмотра) сохраняются с учетом условных обозначений полей допусков и посадок, принятых в СТ СЭВ 145—75.
Предельные отклонения линейных размеров
указывают на чертежах условными
обозначениями полей допусков и посадок,
например 18H7; 12е8, или
числовыми величинами, например
18+0,018;
![]() ,
а также условными обозначениями
предельных отклонений с указанием
справа в скобках числовых величин,
предельных отклонений, например
Ø18H7(+0,018); Ø12e8
,
а также условными обозначениями
предельных отклонений с указанием
справа в скобках числовых величин,
предельных отклонений, например
Ø18H7(+0,018); Ø12e8![]() ,
как это показано на рис. III-6.
,
как это показано на рис. III-6.
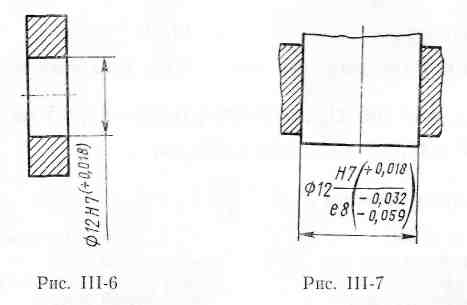
Предельные отклонения размеров деталей,
изображенных в собранном состоянии,
указывают в виде дроби или условным
обозначением посадки, или числовыми
величинами предельных отклонении
отверстия и вала, например Ø12 - (рис. III-7)
- (рис. III-7)
Задачи 1—8. Для перечисленных ниже посадок построить схемы расположения полей допусков отверстия и вала, указав на схемах предельные отклонения, взятые из таблиц СТ СЭВ 144—75. Подсчитать наибольшие и наименьшие размеры отверстий и валов, наибольшие и наименьшие зазоры или натяги, а также допуск посадки.
Сделать рабочие чертежи отдельных деталей и сборочный чертеж, указав размеры условными обозначениями полей допусков и числовыми величинами предельных отклонений. Указать, является ли заданная посадка посадкой предпочтительного применения.
1 |
Ø30 |
5 |
Ø100 |
2 |
Ø50 |
6 |
Ø180 |
3 |
Ø18 |
7 |
Ø65 |
4 |
Ø63 |
8 |
Ø22 |