

По виду обработки и методам сварки.
Применяют приспособления для дуговой, электрошлаковой и контактной сварки, для наплавки, напыления, пайки и т.д.
По степени специализации и в зависимости от характера производства приспособления могут быть универсальными или специальными.
Универсальные приспособления общего назначения используются для сборки и сварки изделий широкой номенклатуры в условиях единичного и мелкосерийного производств. Они могут быть переналаживаемыми.
Специальные приспособления предназначены для выполнения какой-либо определенной операции при изготовлении элементов и узлов изделия в условиях серийного и массового производств.
Помимо универсальных и специальных приспособлений в мелкосерийном и единичном производствах используют также универсально-сборные приспособления (УСП). Оснастка такого типа представляет собой набор различных элементов: универсальных плит с профильными и поперечными пазами, типовых сменных упоров, фиксаторов, штырей, прихватов, планок, крепежных деталей и т.п. Для каждой собираемой конструкции разрабатывается своя схема настройки сборного приспособления.
По уровню механизации и автоматизации приспособления могут быть ручными, механизированными, полуавтоматическими и автоматическими.
По виду установки различают стационарные, передвижные и переносные приспособления, которые могут быть поворотными и неповоротными.
При выполнении тех или иных установок положение изделия в процессе сварки приходится изменять. Это осуществляется с помощью приспособлений: позиционеров, вращателей, кантователей, роликовых стендов, манипуляторов. Они могут быть как установочные, переводящие изделие в положение, удобное для сварки, так и сварочные, обеспечивающие кроме установки изделия его перемещение со скоростью сварки, или включают элементы, направляющие движение сварочной головки.
По необходимости и возможности поворота.
По источнику энергии силового привода различают ручные, пневматические, гидравлические, электромеханические, магнитные, вакуумные и центробежно-инерционные приспособления.
В единичном и мелкосерийном производствах и при монтажных работах следует применять ручные, универсальные, переносные приспособления с винтовыми, клиновыми, эксцентриковыми, рычажными, пружинными и магнитными прижимами.
В условиях серийного и массового производств используют специальные приспособления с быстродействующими механизмами загрузки, установки, зажатия, разгрузки, поворота и др. свариваемых элементов.
Общие требования, предъявляемые к сборочно-сварочным приспособлениям
На выбор технологической оснастки и сборочно-сварочных приспособлений оказывают влияние:
- характер производства;
- особенности конструкций сварного узла;
- требования к точности сборки и качеству сварного соединения;
- технология изготовления заготовок;
- способ сварки и другие факторы.
Конструктивное исполнение оснастки влияет на выбор средств межоперационного транспорта и регламентирует степень механизации всего процесса изготовления изделий.
Сборочно-сварочная оснастка должна обеспечивать:
пространственное размещение деталей в свариваемом узле, исключая операцию подгонки, а также быстроту и надежность базирования и закрепления изделия в приспособлении;
точность сборки в пределах допусков, установленных чертежом;
удобство доступа к местам прихватов и сварки;
наиболее выгодный порядок сборки и последовательность наложения сварных швов;
соблюдение заданного размера (зазора) между кромками свариваемых деталей;
надежное закрепление свариваемого изделия силовыми прижимами — винтовыми, пневматическими и гидравлическими;
возможность сварки в нижнем положении;
быстрый отвод теплоты от мест интенсивного нагрева;
снижение сварочных деформаций в свариваемом узле;
надежную защиту базовых и установочных поверхностей, силовых элементов, а также корпуса самой оснастки от прилипания сварочных брызг;
надежный токоподвод для создания условий стабильного режима сварки с целью устранения прихватки поворотных цапф кантователей к корпусу технологической оснастки и для нормальной работы подшипников качения в механизме поворота планшайб;
возможность механизации транспортных операций.
Элементы сборочно-сварочных приспособлений должны быть достаточно прочными и жесткими для точного закрепления изделия в требуемом положении и для исключения его деформаций при сварке.
Зажимные и установочные элементы сварочной оснастки не должны создавать заклинивания под действием сварочных деформаций элементов свариваемого или собираемого на прихватках узла, при необходимости они должны обеспечивать сдвиг детали в сторону от установочных элементов, а уже затем свободный съем узла.
Вся технологическая оснастка должна удовлетворять требованиям техники безопасности и обладать следующими характеристиками:
- хорошей ремонтопригодностью для быстрой замены изнашивающихся деталей;
- быть удобной в эксплуатации;
- обеспечивать свободный доступ при установке и снятию деталей и узлов;
- облегчать труд рабочего;
- обеспечивать безопасность проведения работ за счет применения зажимных механизмов с самотормозящимися звеньями, блокировочных и защитных устройств.
Порядок проектирования сборочно-сварочных приспособлений
Исходными данными для выбора или разработки сборочно-сварочных приспособлений являются:
- чертеж детали и сварной конструкции в целом;
- технологический процесс изготовления конструкций;
- технические условия на изготовление и приемку конструкции;
- производственная программа, назначение и условия эксплуатации приспособления.
Сначала разрабатывают принципиальную схему приспособления на основе общих принципов базирования и зажима деталей в приспособлении с расчетом прочности или жесткости его элементов, а затем разрабатывают общий вид приспособления с учетом силового привода и точности исполнительных размеров.
Для ускорения проектирования приспособления используют альбомы стандартных и нормализованных деталей и узлов приспособлений и альбомы типовых приспособлений и их узлов.
Техническое задание разрабатывают в соответствии с технологическим процессом изготовления конструкции и утверждают главным технологом и главным сварщиком предприятия.
Проектирование приспособлений выполняют в последовательности:
по сборочному чертежу изделия определяют базовую деталь и устанавливают базовые поверхности для фиксирования или крепления в приспособлении;
определяют усилия, действующие на приспособление в процессе его эксплуатации;
разрабатывают принципиальную схему приспособления;
разрабатывают конструктивную схему или эскизную компоновку приспособления с последующим расчетом или конструктивно определяют размеры его основных деталей;
окончательно оформляют конструкцию приспособления в виде сборочных чертежей;
определяют экономическую эффективность применения предлагаемого приспособления;
разрабатывают рабочие чертежи приспособления.
В процессе конструирования оснастки необходимо выполнить расчеты по определению усилий зажима деталей в зависимости от величин сварочных деформаций и точности базирования, которые определяют требуемую точность изготовления сварного изделия, а также основных параметров силового привода.
При разработке приспособлений следует руководствоваться эргономическими принципами художественного конструирования машин и механизмов. В сложных вариантах следует готовить модели или макеты приспособлений с целью проверки вариантов композиционных решений.
В 2. Электронно-лучевая сварка: сущность, основные характеристики, применяемое оборудование, области применения.
Сущность электронно-лучевой сварки.
Сущность процесса сварки электронным лучом в вакууме состоит в использовании кинетической энергии электронов, быстро движущихся в глубоком вакууме.
При бомбардировке электронами поверхности металла подавляющая часть кинетической энергии электронов (99%) превращается в тепло, которое и используется для расплавления металла. Температура в месте соударения может достигать 5000…6000°С.
При использовании этого источника тепла для сварки необходимо получить свободные электроны, сконцентрировать и сообщить им большую скорость с целью увеличения их энергии, которая должна превратиться в тепло при торможении электронов в свариваемом металле.
Получение свободных электронов достигается применением раскаленного металлического катода, эмитирующего электроны. Ускорение электронов обеспечивается электрическим полем с высоким потенциалом между катодом и анодом.
Ф
 окусировка
— концентрация электронов — достигается
использованием магнитных полей.
Резкое торможение электронного потока
происходит автоматически при внедрении
электронов в металл.
окусировка
— концентрация электронов — достигается
использованием магнитных полей.
Резкое торможение электронного потока
происходит автоматически при внедрении
электронов в металл.
Электронная пушка представляет собой устройство, с помощью которого получают узкие электронные пучки с большой плотностью энергии.
Пушка имеет катод, который может нагреваться до высоких температур. Катод размещается внутри прикатодного электрода. На некотором удалении от катода находится ускоряющий электрод (анод) с отверстием. Прикатодный и ускоряющий электроды имеют форму, обеспечивающую такое строение электрического поля между ними, которое фокусирует электроны в пучок с диаметром, равным диаметру отверстия в аноде. Положительный потенциал ускоряющего электрода может достигать нескольких десятков тысяч вольт, поэтому электроны, эмитированные катодом на пути к аноду, приобретают значительную скорость и энергию.
После ускоряющего электрода электроны движутся равномерно. Пушка получает питание электрической энергией от высоковольтного источника постоянного тока. Электроны, имея одинаковый заряд, отталкиваются друг от друга, вследствие чего диаметр пучка увеличивается, а плотность энергии в пучке уменьшается.
Для увеличения плотности энергии в луче после выхода электронов из первого анода электроны фокусируются магнитным полем в специальной магнитной линзе. Сфокусированные в плотный пучок летящие электроны ударяются с большой скоростью о малую, резко ограниченную площадку на изделии, при этом кинетическая энергия электронов, вследствие торможения в веществе, превращается в теплоту, нагревая металл до очень высоких температур.
Для перемещения луча по свариваемому изделию на пути электронов помещают магнитную отклоняющую систему, позволяющую устанавливать электронный луч точно по линии сварки.
Для обеспечения свободного движения электронов от катода к аноду и далее к изделию, для тепловой и химической изоляции катода, а также для предотвращения возможности возникновения дугового разряда между электродами в установке создается глубокий вакуум, обеспечиваемый насосной системой установки.
Движение электронов в вакууме не сопровождается световыми эффектами и поэтому луч не виден, но его действие на вещество можно наблюдать по нагреву места бомбардировки, свечению люминофоров и т. п.
Основные физико-механические характеристики сварки.
Плотность энергии в источнике нагрева определяет его эффективный коэффициент использования теплоты, форму провара, размеры зоны термического влияния и другие параметры. Электронный луч — наиболее эффективный источник нагрева металла при сварке, поскольку плотность энергии в луче не более чем на два порядка превосходит плотность энергии электрической сварочной дуги.
Электронный луч также может быть сосредоточен на очень малой площади, что дает возможность использовать его для сварки изделий микроэлектроники.
Мощность электронного луча может достигать очень больших величин, это делает, его перспективным для сварки больших толщин (200—500 мм).
Можно получить электронный луч с интенсивностью 5·108 Вт/см2. Плотность энергии в таком луче достигает 500 000 кВт/см2, т. е. на одном квадратном сантиметре с помощью электронного луча может быть сосредоточена энергия мощной современной турбины.
Применительно к сварочным целям интенсивность энергии в электронном луче должна иметь свой оптимум, так как при очень высокой сосредоточенности источника теплоты процесс сопровождается не только плавлением, но и интенсивным испарением металла, вследствие чего происходит процесс резания металла. На этом принципе построены электронные пушки, предназначенные для сверления и фрезерования.
Высокая интенсивность таких источников теплоты позволяет сваривать любые металлы. Плотность энергии в электронных пучках, используемых для сварки, определяется, рядом факторов: свойствами металла (температура плавления, теплопроводность и др.), его толщиной, формой сварного соединения и т. д. При сварке тугоплавких и теплопроводных металлов и металлов больших толщин целесообразно применять электронный луч с более высокой плотностью энергии. При сварке легкоплавких и легкоиспаряющихся металлов и металлов малых толщин целесообразно использовать лучи с относительно малой плотностью энергии, а в ряде случаев с импульсным нагревом.
При использовании электронного луча, обладающего большой плотностью энергии, обнаруживается ярко выраженное направленное тепловое воздействие. Зона расплавления в металле вытягивается преимущественно в направлении действия электронного луча. При дальнейшем повышении мощности зона проплавления принимает форму конуса с отношением глубины шва h к ширине проплавления Б, достигающим 10—15.
Форма зоны проплавления при сварке электронным лучом металла большой толщины выгодно отличается от формы проплавления при сварке дугой за счет резкого увеличения глубины. Возможность получения швов с большой глубиной проплавления — одно из основных преимуществ электроннолучевой сварки, использующей источник теплоты с высокой плотностью энергии.
Характерной особенностью сварки электронным лучом является возможность получения сварных соединений при минимальных затратах энергии на расплавление металла.
При электронно-лучевой сварке требуется в 10—15 раз меньше энергии, чем при дуговой.
Основные преимущества электронно-лучевой сварки
- Высокая концентрация энергии в луче обеспечивает получение швов не только с минимальной зоной расплавленного металла, но и соединений, металл которых в околошовной зоне не претерпевает значительных изменений вследствие ввода минимального количества тепла и значительных скоростей охлаждения.
- Отсутствие значительной по протяженности зоны термического влияния исключает недостатки, возникающие при эксплуатации конструкций, вызванные изменением физико-механических свойств металла в околошовной зоне.
- Глубокое проплавление металла при малой погонной энергии, имеющее место при сварке электронным лучом, обусловливает значительно большую скорость отвода тепла от зоны сварки, что обеспечивает увеличение скорости кристаллизации малой по объему сварочной ванны с получением мелкокристаллического строения металла шва, по своим свойствам мало отличающегося от основного металла.
- Ввод значительно меньшего количества тепла, имеющего место при электронно-лучевой сварке, дает возможность во много раз уменьшить деформации изделий по сравнению с дуговым способом сварки.
- Электронный луч является легко управляемым источником тепла при сварке, что позволяет в широких пределах и очень точно регулировать температуру нагрева изделия, легко перемещать зону нагрева по изделию и переносить энергию на значительные расстояния. Ранее было показано, что электронный луч является более интенсивным источником тепла по сравнению с известными источниками при сварке. Другой важной особенностью электронного луча является то, что плотность энергии в нем можно плавно изменять путем изменения напряженности магнитного поля фокусирующей линзы. Это дает возможность без особых затруднений нагревать изделия в более широком диапазоне температур, чем дугой или газовым пламенем.
- Электронный луч является легко управляемым источником нагрева не только возможностью изменения его интенсивности, но и возможностью его перемещения по поверхности изделия.
- Кроме передвижения электронного луча при помощи отклоняющих систем, появляется возможность изменять форму пятна нагрева за счет изменения очертания катода. При этом можно получить форму нагрева в виде круга, кольца и т. п., что дает возможность производить одновременный подогрев изделий, имеющих сложную форму сечений.
Области применения электронно-лучевой сварки.
Малое поперечное сечение луча, перенос энергии на значительные расстояния, получение узких швов с малой площадью расплавленного металла обеспечивают возможность выполнения новых, более совершенных видов сварных соединений и повышают качество изделий.
Сварка электронным лучом расширяет область использования сварных соединений с прорезными швами и электрозаклепами. Этот вид швов впервые был применен при электродуговой сварке под флюсом.
Преимуществом прорезных швов и электрозаклепок является:
-Возможность сварки конструкций, когда один из элементов конструкции недоступен для непосредственного воздействия дуги. В этом случае, используя глубокий провар, имеющий место при сварке под флюсом, можно получить сварные соединения путем проплавления одного из элементов конструкции.
-Получение глубокого проплавления при электронно-лучевой сварке дает возможность выполнять принципиально новые, более совершенные виды соединений, сварка которых обычными методами невозможна.
-Возможность осуществления таких соединений электронным лучом позволяет создавать конструкции, обладающие меньшим весом, большей прочностью, при этом значительно упрощается процесс изготовления изделий.
-Большая концентрация энергии в малом поперечном сечении луча и возможность переноса энергии лучом на значительное расстояние от катода (500 мм и больше) дают возможность использовать электронный луч при сварке в узких щелях, когда методы дуговой сварки не могут быть использованы.
-При сварке электронным лучом пятно нагрева можно переносить в вертикальной плоскости на значительные расстояния. Этот эффект можно использовать в случае необходимости производить сварку изделий, имеющих швы, расположенные в разных плоскостях, что может привести к значительному упрощению конструкции сварочных установок.
В Московском энергетическом институте разработана техника и технология электронно-лучевой сварки металла больших толщин с использованием низкого ускоряющего напряжения (до 60 кВ). Сваривались изделия из низколегированной стали марок 16ГНМА, 22К, ЭИ415, 34ХМ1А и др., широко используемой в энергомашиностроении. Детально изучены сварные соединения стали 16ГНМА толщиной 115 мм, из которой изготовляются барабаны котлов высокого давления.
Получены также хорошие результаты электронно-лучевой сварки за один проход стали марок 22К, 34ХМ1А толщиной соответственно 105 и 90 мм.
Электронно-лучевая сварка также позволяет получать высококачественные соединения пароперегревательных труб мощных котлоагрегатов из стали марок 12Х18Н12Т и 12Х1МФ. Швы, выполненные электронно-лучевой сваркой, не имеют грата, а усиление шва менее 1 мм. Машинное время сварки одного стыка 20 с.
Электронно-лучевая сварка находит применение как для соединения малогабаритных изделий электроники и приборостроения, так и для соединения различных крупногабаритных изделий — длиной и диаметром в несколько метров.
Оборудование для электронно-лучевой сварки.
Электронно-лучевая сварка в вакууме может быть осуществлена при наличии специального оборудования: сварочной вакуумной камеры с вакуумной насосной системой, электронной пушки с высоковольтным источником постоянного тока.
Вакуумная камера должна быть газонепроницаемой и достаточно прочной, чтобы выдержать наружное атмосферное давление. Обычно вакуумные камеры имеют вакуумные вводы для передачи вращательных или возвратно-поступательных движений, подачи охлаждающей воды, кроме того, необходимы вакуумные электрические вводы для подачи электрической энергии к катоду, магнитным линзам и т. п.
В вакуумных камерах обычно имеются люки, обеспечивающие загрузку изделий, механизмов и устройств, расположенных внутри камеры. Кроме загрузочных люков, имеются несколько смотровых люков для наблюдения за процессом сварки.
Сварочная электронно-лучевая установка.
Наибольшее распространение в промышленности получили универсальные установки с многопозиционными сменными механизмами и сравнительно небольшими вакуумными камерами (длиной до 2 м и диаметром до 1 м). Установки этого типа имеют достаточно мощные вакуумные системы (обычно производительностью 1,0—2,5 тыс. л/с при вакууме 1 · 10-4—1 · 10-5 мм рт. ст.). Мощность электронно-лучевых пушек до 10—15 кВт.
Универсальный характер установок этого класса позволяет использовать их как в научно-исследовательских лабораториях, так и на промышленных предприятиях.
Электронные сварочные пушки.
Источником тепла при электронно-лучевой сварке является энергия потока ускоренных электронов.
В электронно-лучевых установках электронный луч генерируется и управляется с помощью электронно-оптической системы, называемой электронной пушкой.
Существует несколько систем электронных пушек: наиболее простыми являются пушки, в которых электронный пучок формируется только с помощью прикатодного электрода, а анодом является изделие
Недостатками такой пушки являются малое расстояние между пушкой и изделием, недостаточная плотность энергии и отсутствие ее регулирования и т. п.
Несколько более лучшие характеристики имеют пушки, в конструкции которых имеется ускоряющий электрод, находящийся под потенциалом изделия.
Применение ускоряющего электрода с отверстием для прохождения пучка электронов позволяет увеличить расстояние между катодом пушки и свариваемым изделием, что облегчает наблюдение за процессом сварки, уменьшает опасность электрических пробоев и т. п.
Наиболее совершенными являются пушки с комбинированной электростатической и электромагнитной фокусировкой пучка. Пушка состоит из катода прикатодного электрода, ускоряющего электрода-анода и электромагнитной фокусирующей системы.
Катоды электронных пушек должны удовлетворять ряду требований: они должны обладать высокими эмиссионными свойствами, устойчиво работать в условиях вакуума, используемого при сварке, иметь достаточную долговечность и др.
Конструктивно катоды сварочных электронных пушек выполняют прямонакальными и с косвенным подогревом.
Прямонакальные катоды более просты в изготовлении, но имеют ряд недостатков: трудно обеспечить правильную геометрическую форму эмитирующей поверхности, изменяется форма пучка и др. Катоды с косвенным подогревом имеют более равномерную плотность эмиссии и более долговечны. В некоторых конструкциях сварочных пушек используют подогревные катоды из гексаборида лантана.
Эмиссионные свойства катода из гексаборидлантана превосходят все известные высокотемпературные катоды. Такие катоды достаточно долговечны и при нормальной эксплуатации срок службы их составляет 250—300 ч. Для нагрева боридлантановых катодов до рабочей температуры 1400—1650 °С используются вольфрамовые подогреватели. В сварочных пушках используются сменные катоды из боридлантана с различными диаметрами активной поверхности (3,0; 4,2; 4,75 мм). Такой выбор катодов обеспечивает диапазон мощностей от нескольких ватт до 10—12 кВт.
Однако при движении электронного пучка к изделию после выхода из межэлектродного пространства, где отсутствует фокусирующее электростатическое поле, поперечное сечение его увеличивается вследствие расталкивающего действия одноименных зарядов электронов. Для того чтобы создать необходимую плотность энергии в электронном пучке, заряды дополнительно фокусируют вторичной фокусирующей системой.
Вторичной фокусирующей системой сварочных пушек являются электромагнитные линзы, выполненные в виде катушки из достаточно большого числа витков; линза размещается в железном экране особой формы. Наличие электромагнитной фокусирующей линзы дает возможность получить острую фокусировку луча в месте сварки, и, кроме того, плотность энергии в луче или диаметр пучка с помощью магнитных линз можно менять в широких пределах путем изменения напряженности магнитного поля линзы.
Отклоняющие системы, используемые в электронно-лучевых пушках, предназначены для отклонения луча на заданное расстояние и для точной установки его на кромки свариваемого изделия.
Перемещение электронного луча по изделию может быть осуществлено различными способами: путем механического перемещения изделия под электронным лучом, перемещением пушки или изменением угла наклона ее, воздействием магнитных или электрических полей на электронный луч. В последних конструкциях электронных пушек получили большое применение электромагнитные отклоняющие системы.
В 3. Финансовые ресурсы предприятия: понятия, источники формирования и основные направления использования.
Финансовые ресурсы предприятия – это совокупность собственных денежных доходов и поступлений извне (привлеченные и заемные средства), находящихся в распоряжении субъекта хозяйствования и предназначенных для выполнения финансовых обязательств предприятия, финансирования текущих затрат, связанных с расширением производства и экономическим стимулированием.
Основными элементами финансовых ресурсов предприятия являются: уставный фонд, амортизационный фонд, специальные фонды целевого назначения неиспользованная прибыль, кредиторская задолженность всех видов, ресурсы, полученные из централизованных и децентрализованных фондов и другие.
Понятие эффективного использования финансовых ресурсов включает в себя сопоставление количества и качества израсходованных ресурсов с количественным и качественным выражением достигнутых результатов.
Эффективность использования финансовых ресурсов непосредственно связана с эффективным использованием материальных, трудовых и других видов ресурсов. Уменьшение затрат живого труда на единицу продукции означает рост эффективности использования трудовых ресурсов, что также ведет к экономии финансовых ресурсов через рост денежных накоплений и уменьшение потребностей предприятия в дополнительных денежных средствах.
Эффективность использования финансовых ресурсов можно оценивать с помощью сопоставления достигнутых результатов деятельности (например, прибыли) с суммой финансовых ресурсов, которые были в распоряжении предприятия за соответствующий период.
Большое значение имеет структура источников формирования финансовых ресурсов, и, в первую очередь, удельный вес собственных. Большой удельный вес привлеченных средств утяжеляет финансовую деятельность предприятия дополнительными затратами на уплату процентов по кредитам коммерческих банков, дивидендов по акциям и облигациям и осложняет ликвидность баланса предприятия.
Формирование и использование финансовых ресурсов может осуществляться в двух формах: фондовой и нефондовой.
На уровне предприятия финансовые ресурсы формируются и используются как в фондовой форме, так и в нефондовой. Часть финансовых ресурсов предприятие использует на образование денежных фондов целевого назначения: фонд оплаты труда, фонд развития, фонд материального поощрения и др. Использование финансовых ресурсов на выполнение платежных обязательств перед бюджетом и банками осуществляется в нефондовой форме.
ИСТОЧНИКИ ФОРМИРОВАНИЯ ФИНАНСОВЫХ РЕСУРСОВ
Источниками формирования финансовых ресурсов является совокупность источников удовлетворения дополнительной потребности в капитале на предстоящий период, обеспечивающем развитие предприятия.
Принципиально все источники финансовых ресурсов предприятия можно представить в виде следующей последовательности:
· собственные финансовые ресурсы и внутрихозяйственные резервы,
· заемные финансовые средства,
· привлеченные финансовые средства.
Собственные и привлеченные источники финансирования образуют собственный капитал предприятия. Суммы, привлеченные по этим источникам извне, как правило, не подлежат возврату. Инвесторы участвуют в доходах от реализации инвестиций на правах долевой собственности. Заемные источники финансирования образуют заемный капитал предприятия.
3.1 Собственный капитал
Прежде всего предприятие ориентируется на использование внутренних источников финансирования.
Собственные внутренние средства включают:
· уставный капитал,
· добавочный капитал,
· нераспределенную прибыль.
Организация уставного капитала, его эффективное использование, управление им - одна из главных и важнейших задач финансовой службы предприятия. Уставный капитал - основной источник собственных средств предприятия. Сумма уставного капитала акционерного общества отражает сумму выпущенных им акций, а государственного и муниципального предприятия - величину уставного капитала. Уставный капитал изменяется предприятием, как правило, по результатам его работы за год после внесения изменений в учредительные документы.
Увеличить (уменьшить) уставный капитал можно за счет выпуска в обращение дополнительных акций (или изъятия из обращения какого-то их количества), а также путем увеличения (уменьшения) номинала старых акций.
К добавочному капиталу относятся:
· результаты переоценки основных фондов;
· эмиссионный доход акционерного общества;
· безвозмездно полученные денежные и материальные ценности на производственные цели;
· ассигнования из бюджета на финансирование капитальных вложений;
· средства на пополнение оборотных фондов.
Нераспределенная прибыль эта прибыль, полученная в определенном периоде и не направленная в процессе ее распределения на потребление собственниками и персоналом. Эта часть прибыли предназначена для капитализации, т.е. для реинвестирования. По своему экономическому содержанию она является одной из форм резерва собственных финансовых ресурсов предприятия, обеспечивающих его производственное развитие в предстоящем периоде.
Привлеченные средства предприятий – средства, предоставленные на постоянной основе, по которым может осуществляться выплата владельцам этих средств дохода, и которые могут не возвращаться владельцам. К ним относят: средства, получаемые от размещения акций акционерного общества; паевые и иные взносы членов трудовых коллективов, граждан, юридических лиц в уставной фонд предприятия; средства, выделяемые вышестоящими холдинговыми и акционерными компаниями, государственные средства, предоставляемые на целевое инвестирование в виде дотаций, грантов и долевого участия; средства иностранных инвесторов в форме участия в уставном капитале совместных предприятий и прямых вложений международных организаций, государств, физических и юридических лиц.
3.2 Заемный капитал
Для покрытия потребности в основных и оборотных фондах в ряде случаев для предприятия становится необходимым привлечение заемного капитала. Такая потребность может возникнуть по независящим от предприятия причинам. Ими могут быть необязательность партнеров, чрезвычайные обстоятельства, реконструкция и техническое перевооружение производства, отсутствие достаточного стартового капитала, наличие сезонности в производстве, заготовках, переработке, снабжении и сбыте продукции и другие причины.
Таким образом, заемный капитал, заемные финансовые средства - это привлекаемые для финансирования развития предприятия на возвратной основе денежные средства и другое имущество. Основными видами заемного капитала являются: банковский кредит, финансовый лизинг, товарный (коммерческий) кредит, эмиссия облигаций и другие.
Заемный капитал по сроку подразделяется на:
· краткосрочный;
· долгосрочный.
Как правило, заемный капитал сроком до одного года относится к краткосрочному, а больше года - к долгосрочному. Вопрос о том, как финансировать те или иные активы предприятия - за счет краткосрочного или долгосрочного капитала необходимо обсуждать в каждом конкретном случае. Эффективность вложения заемного капитала определяется степенью отдачи основных или оборотных средств.
По источникам финансирования заемный капитал подразделяется на:
· банковский кредит;
· размещение облигаций;
· ссуды юридических лиц под долговые обязательства;
· лизинг.
Долгосрочный банковский кредит, размещение облигаций и ссуды юридических лиц являются традиционными инструментами заемного финансирования.
Банковские кредиты предоставляются предприятию на основании кредитного договора, кредит предоставляется на условиях платности, срочности, возвратности под обеспечения: гарантии, залог недвижимости, залог других активов предприятия.
Многие предприятия, независимо от формы собственности, создаются с весьма ограниченным капиталом. Это практически не позволяет им в полном объеме осуществлять уставные виды деятельности за счет собственных средств и приводит к вовлечению ими в оборот значительных кредитных ресурсов.
Кредитуются не только крупные инвестиционные проекты, но и затраты на текущую деятельность: реконструкцию, расширение, переформирование производств, выкуп коллективом арендованной собственности и другие мероприятия.
Сущность лизинга состоит в следующем. Если предприятие не имеет свободных средств на покупку оборудования, оно может обратиться в лизинговую компанию. В соответствии с заключенным договором лизинговая компания полностью оплачивает производителю (или владельцу) оборудования его стоимость и сдает в аренду предприятию-покупателю с правом выкупа (при финансовом лизинге) в конце аренды. Таким образом, предприятие получает долгосрочную ссуду от лизинговой фирмы, которая постепенно погашается в результате отнесения платежей по лизингу на себестоимость продукции. Лизинг позволяет предприятию получить оборудование, начать его эксплуатацию, не отвлекая средства от оборота. В рыночной экономике использование лизинга составляет 25% - 30% от общей суммы заемных средств. Принятие решения в отношении лизинга базируется на соотношении величины лизингового платежа с платой за использование долгосрочного кредита, возможностью получения которого располагает предприятие.
Направления использования финансовых ресурсов предприятием
Формирование финансовых ресурсов осуществляется за счет собственных и приравненных к ним средств, мобилизации ресурсов на финансовом рынке и поступления денежных средств от финансово-банковской системы в порядке перераспределения.
Первоначальное формирование финансовых ресурсов происходит в момент учреждения предприятия, когда образуется уставный фонд. Его источниками в зависимости от организационно-правовых форм хозяйствования выступают: акционерный капитал, паевые взносы членов кооперативов, отраслевые финансовые ресурсы (при сохранении отраслевых структур), долгосрочный кредит, бюджетные средства. Величина уставного фонда показывает размер тех денежных средств – основных и оборотных, – которые инвестированы в предприятие.
Основным источником финансовых ресурсов на действующих предприятиях выступает стоимость проданных товаров, различные части которой в процессе распределения выручки принимают форму денежных доходов и накоплений. Финансовые ресурсы формируются главным образом за счет прибыли (от основной и других видов деятельности) и амортизационных отчислений. Наряду с ними источниками финансовых ресурсов также выступают:
– выручка от реализации выбывшего имущества,
– устойчивые пассивы,
– различные целевые поступления,
– мобилизация внутренних ресурсов в строительстве,
– паевые и иные взносы членов трудового коллектива.
Наиболее полно финансовые ресурсы могут быть изучены с позиции системного подхода. Системой финансовых ресурсов предприятия будем считать совокупность активов предприятия, которые могут быть использованы им в качестве знаков распределяемой стоимости при осуществлении своей деятельности и для дальнейшего развития и функционирования.
Система финансовых ресурсов предприятия может быть охарактеризована как экономическая (т.к. она подчиняется экономическим законам), действующая в сфере финансово-кредитных отношений, динамическая (т.е. изменяется с течением времени), открытая (т.е. взаимосвязанная с окружающей средой), управляемая.
Также формирование фондов предприятия начинается с момента организации хозяйствующего субъекта. Предприятие в соответствии с законодательством формирует уставный капитал - основной первоначальный источник собственных средств предприятия, который в виде основного и оборотного капитала направляется на приобретение фондов предприятия. К числу фондов относится добавочный капитал - создается за счет: прироста стоимости имущества в результате переоценки основных фондов, эмиссионного дохода (за счет превышения продажной цены акций над номинальной), безвозмездно полученных ценностей на производственные цели. Он может быть использован на погашение сумм снижения стоимости имущества, выявившихся по результатам его переоценки, на погашение убытков, возникших в результате безвозмездной передачи имущества другим предприятиям и лицам, на увеличение уставного капитала, на погашение убытка по результатам работы предприятия за отчетный год.
В процессе свое деятельности доходы от реализации товаров в форме выручки от реализации поступают на расчетный счет. Выручка же является источником возмещения затрат на закупку, продвижение на продукции на рынок, на реализацию товаров (работ, услуг). Амортизация, таким образом, поступает в составе выручки от реализации в амортизационный фонд, предназначенный для обеспечения воспроизводства основных фондов.
Результатом деятельности предприятия является прибыль. После налоговых выплат образуется чистая прибыль, которая расходуется в соответствии с уставными документами и по усмотрению хозяйствующего субъекта. Из нее формируются: резервный капитал и другие аналогичные резервы, фонд накопления, фонд потребления.
Резервный капитал - фонд, который образуется в соответствии с законодательством и учредительными документами. Он предназначен для покрытия убытков отчетного периода, выплаты дивидендов при недостаточности или отсутствии прибыли. Наличие фонда является важнейшим условием обеспечения устойчивого финансового состояния предприятия. К числу резервных фондов относятся также резервы под обесценение вложений в ценные бумаги, выкупной фонд, отложенный фонд, создаваемые для погашения облигаций и выкупа акций.
Фонд накопления - средства, предназначенные для развития предприятия. Их использование связано с увеличением имущества предприятия и финансовыми вложениями для извлечения прибыли.
Фонд потребления - средства, направляемые на социальные нужды, финансирование объектов, единовременное поощрение работников, выплаты компенсационного характера и т.д.
Остаток прибыли - нераспределенная прибыль также характеризует финансовую устойчивость и может использоваться для последующего развития предприятия.
Для оперативного управления финансовыми ресурсами могут создаваться и другие оперативные фонды: для выплаты заработной платы, для платежей в бюджет и др.
Назначение финансовых ресурсов на предприятии - средство обеспечения торговой деятельности предприятия, факторы производства или источник воспроизводственного процесса. Данное положение основано на том, что основная цель предприятия – реализация материальных благ для удовлетворения общественных подробностей. Целесообразным является оптимальное обеспечение финансовыми ресурсами всех стадий торгового процесса, и здесь речь идет о всевозможных финансовых ресурсах. Именно за счет финансовых ресурсов на предприятии образуется имущество, обновляются основные фонды, пополняются оборотные средства. Приоритетность данной функции обусловлена тем, что от эффективности и непрерывности производственной деятельности предприятия во многом зависит поступление собственных финансовых ресурсов, являющихся основой его деятельности, а, значит, темпы экономического развития хозяйствующего субъекта и социальное благополучие работающих.
Следует отметить, что не все финансовые ресурсы обслуживают торговую сферу предприятия, так как у предприятия возникают определенные обязательства перед финансово-кредитной системой, работниками. Поэтому часть ресурсов отвлекается в: резервный капитал, фонд накопления, потребления и другие фонды. Возникновение этой функции обусловлено обязательствами предприятия, необходимостью расширения своей деятельности. Роль этой функции не менее важна, так как от того, насколько своевременно и в полном объеме будут выполняться обязательства предприятия, зависит и его деятельность.
Развитие рыночных отношений привело к тому, что сегодня любой хозяйствующий субъект заинтересован в прибыльном использовании имеющихся ресурсов. Поэтому часть финансовых ресурсов направляют на расширение, то есть выполняют инвестиционную функцию, которая реализуется посредством прибыльных краткосрочных и долгосрочных финансовых вложений.
В 4. Безопасность эксплуатации баллонов.
Баллон – сосуд, имеющий одну или две горловины для установки вентилей, фланцев или штуцеров, предназначенный для транспортирования, хранения и использования сжатых, сжиженных или растворенных под давлением газов.
Причины взрыва баллонов:
Чрезмерное переполнение баллонов сжиженными газами.
Значительный перегрев или переохлаждение стенок баллона.
Удары по стенке баллона или падение.
Попадание масел и других жировых веществ во внутреннюю полость кислородных баллонов, а также накопление в них ржавчины (окалины).
Неправильное наполнение баллонов (ошибочное заполнение) другим газом, например, кислородного баллона горючим газом.
Образование коррозии и ржавчины внутри баллонов.
Правила приемки и испытания баллонов
Баллоны должны подвергаться испытанию на заводах-изготовителях пробным давлением
Баллоны на заводе-изготовителе, за исключением баллонов для ацетилена, после гидравлического испытания должны также подвергаться пневматическому испытанию давлением, равным рабочему.
Результаты освидетельствования изготовленных баллонов заносятся ОТК предприятия-изготовителя в ведомость.
На верхней сферической части каждого баллона выбиваются его данные:
марка завода-изготовителя,
заводской номер баллона,
вес в кг,
объем в л,
рабочее давление в бар,
пробное давление при гидравлическом испытании в бар,
дата заводского испытания,
дата последующего повторного гидравлического испытания,
клеймо ОТК завода-изготовителя.
Техническое освидетельствование баллонов
Освидетельствование баллонов в процессе эксплуатации производится на наполнительных станциях, испытательных пунктах, имеющих разрешение Госпромнадзора.
При выдаче разрешения на освидетельствование баллонов орган Госпромнадзора регистрирует у себя клеймо с соответствующим шифром, присвоенное данному предприятию (наполнительной станции).
Освидетельствование баллонов в процессе эксплуатации, за исключением баллонов для ацетилена, включает:
внутренний осмотр, за исключением баллонов для сжиженного углеводородного газа (пропан-бутана) вместимостью до 55 литров, и осмотр наружной поверхности баллонов;
проверку массы и вместимости;
гидравлическое испытание пробным рабочим давлением
При удовлетворительных результатах предприятие, которое проводило освидетельствование, выбивает на баллоне свое клеймо, дату проведенного им и последующего освидетельствования (в одной строке с клеймом).
Проверка массы и вместимости бесшовных баллонов до 12 литров включительно и свыше 55 литров, а также сварных баллонов, независимо от вместимости, не производится.
Окраска и надписи на баллонах
Наружная поверхность баллонов должна быть окрашена в соответствии с государственными стандартами или ТУ на их изготовление
Надписи на баллонах наносятся по окружности на длину не менее 1/3 окружности, а полосы – по всей окружности, причем высота букв на баллонах вместимостью более 12 л должна быть 60 мм, а ширина полосы 25 мм. Размеры надписей и полос на болонах вместимостью до 12 л должны определяться в зависимости от величины боковой поверхности баллонов.
Эксплуатация, хранение, транспортирование баллонов
Эксплуатация, хранение и транспортирование баллонов должны производиться в соответствии с требованиями инструкции, утвержденной руководителем предприятия.
Рабочие, обслуживающие баллоны, должны быть обучены и проинструктированы в соответствии с «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением».
Требования к помещениям для хранения баллонов
Баллоны с газами могут храниться как в специальных помещениях, так и на открытом воздухе, в последнем случае они должны быть защищены от атмосферных осадков и солнечных лучей.
Склады для хранения баллонов, наполненных газами, должны быть одноэтажными с покрытием легкого типа и не иметь чердачных помещений.
Стены, перегородки, покрытия складов для хранения газов должны быть из несгораемых материалов не ниже II степени огнестойкости; окна и двери должны открываться наружу.
Оконные и дверные стекла должны быть матовые или закрашены белой краской.
Высота складских помещений для баллонов должна быть не менее 3,25 м от пола до нижних выступающих частей кровельного покрытия.
Полы складов должны быть ровными, с нескользкой поверхностью, а складов для баллонов с горючими газами – с поверхностью из материалов, исключающих искрообразование при ударе о них каких-либо предметов.
Склады для баллонов, наполненных газом, должны иметь естественную или искусственную вентиляцию в соответствии с требованиями санитарных норм проектирования.
Склады для баллонов со взрыво- и пожароопасными газами должны иметь молниезащиту II категории
Складское хранение в одном помещении баллонов с кислородом и горючими газами запрещается.
Безопасность хранения баллонов
Баллоны с ядовитыми газами должны храниться в специальных закрытых помещениях, устройство которых регламентируется соответствующими нормами и положениями.
Баллоны с газом, устанавливаемые в помещениях, должны находиться на расстоянии не менее 1 м от радиаторов отопления и других отопительных приборов и печей, и не менее 5 м от источников тепла с открытым огнем.
Баллоны, наполненные газом, должны быть защищены от падения путем установки в специально оборудованных гнездах (клетках) или прочно крепиться к строительным или металлоконструкциям.
Баллоны с насаженными на них башмаками могут храниться как в вертикальном положении, так и в горизонтальном на деревянных рамах или стеллажах.
При хранении на открытых площадках разрешается укладывать баллоны в штабеля с прокладками из веревки, деревянных брусьев или резины между горизонтальными рядами, при этом высота штабеля не должна превышать 1,5 м.
Вентили баллонов должны быть обращены в одну сторону.
Транспортировка баллонов
Перевозка баллонов автомобильным, железнодорожным транспортом должна проводиться согласно «Правилам перевозки опасных грузов».
Перевозка баллонов, наполненных газом, на предприятии должна производиться на рессорном транспорте или на автокарах в горизонтальном положении, обязательно с прокладками между баллонами.
Разрешается перевозка баллонов в специальных контейнерах в вертикальном положении, обязательно с прокладками между ними и ограждением от возможного падения.
Транспортирование и хранение баллонов должно производиться с навернутыми колпаками.
Доставка баллонов к месту проведения работ должна производиться на специальных тележках, носилках, санках и т.п.
Переноска баллонов на плечах и руках не допускается.
Требования безопасности при эксплуатации баллонов
При эксплуатации находящийся в баллоне газ запрещается расходовать полностью.
Остаточное давление газа в баллоне должно быть не менее 0,05 Мпа (0,5 бар).
На рабочем месте должно находиться не более двух баллонов (один рабочий, другой – запасной).
Во время работы баллоны со сжиженными газами должны находиться в вертикальном положении.
Максимальная температура баллона со сжиженным газом должна быть не более 45 ºС.
При проведении огневых работ баллоны должны устанавливаться на расстоянии не менее 10 м от сварочной горелки. При невозможности из-за неисправности вентиля выпустить на месте потребления газ из баллона последний должен быть возвращен на наполнительную станцию.
Перенасадка башмаков, замена вентилей, очистка и окраска должны производиться на пунктах по освидетельствованию баллонов. Насадка башмаков на баллоны разрешается только после выпуска газа, вывертывания вентилей и соответствующей дегазации баллонов.
№17 билет
В 1. Виды и особенности термической обработки сварных соединений.
Термическая обработка – совокупность операций нагрева металлов и сплавов до определенной температуры, выдержки при этой температуре и последующего охлаждения с целью изменения их структуры и свойств. Для сварных соединений термическую обработку выполняют до сварки или после нее. Термическая обработка является окончательной операцией для придания металлу комплекса физико-механических свойств, обеспечивающих требуемые эксплуатационные характеристики.
Различают следующие виды термической обработки: отжиг, нормализацию, закалку и отпуск.
Отжиг – термическая обработка, заключающаяся в нагреве металла (структура которого находится в неравновесном состоянии) до определенной температуры, в выдержке и последующем медленном охлаждении, с целью получения более устойчивой структуры. Отжиг изделий применяют для устранения внутренних напряжений, возникающих при сварке, снижения твердости, повышения пластичности и вязкости и т.д. Температура нагрева изделий при отжиге различна.
Различают четыре вида отжига: диффузионный, полный, неполный и рекристаллизационный.
Диффузионный отжиг проводят с целью устранения химической неоднородности зерен металла. При диффузионном отжиге изделие нагревают до температуры на 200…300 0С выше значений температуры фазового превращения, выдерживают в печи в течении 10…12ч и медленно охлаждают до температуры 200 0С. При этом общее время отжига составляет 80…100ч. Такой отжиг проводится для сварных заготовок из легированных сталей.
Полный отжиг основан на фазовой перекристаллизации зерен металлов, приводящей к их измельчению. При полном отжиге устраняется волокнистая структура основного металла, полученная в процессе ковки или прокатки, происходит снятие внутренних напряжений и повышение пластичности изделий, что облегчает их дальнейшую обработку.
При полном отжиге температура нагрева на 30…50 0 выше АсЗ. Полный отжиг применяют для сварных изделий из ферритоперлитных сталей.
Неполный отжиг осуществляют при температуре нагрева на 20…300С выше значений АсЗ для сварных изделий из перлитных сталей. После охлаждения структура стали из пластинчатого перлита с сеткой цементита превращается в структуру зернистого перлита, обладающую большой пластичностью.
Рекристаллизационный отжиг применяют для снятия внутренних напряжений, снижения твердости и получения равновесной структуры металла. Отжиг проводят для сварных заготовок, полученных холодной обработкой (волочением, прокаткой). Процесс ведут в печи при температуре нагрева, близкой к Ас1 (650…7000С), с последующим медленным охлаждением вместе с печью.
Нормализация – вид термической обработки, заключающийся в нагреве изделия из стали до температуры выше Ас3 на 50…60 0С, непродолжительной выдержки (несколько минут), получения мелкозернистой структуры при этой температуре с последующим охлаждением на воздухе. Наряду с получением мелкозернистой структуры металла процесс позволяет равномерно распределять структурные составляющие, улучшает механические свойства металла и снижает остаточные напряжения конструкции. Нормализацию изделий из низкоуглеродистых сталей применяют чаще, чем отжиг.
Закалка – вид термической обработки, заключающийся в нагреве изделий из стали до температуры выше критической точки превращения, выдержке их при этой температуре с последующим быстрым охлаждением (в воде, масле, расплавах солей, растворах кислот и щелочей). В результате закалки повышается твердость, прочность, пластичность, и вязкость материала изделий.
Стали с содержанием углерода менее 0,25% не закаливаются.
Для повышения твердости и износостойкости поверхности изделий и сохранения менее твердой сердцевины применяют поверхностную закалку. Нагрев в этом случае осуществляют токами высокой частоты или пламенем газовой горелки.
Отпуск – заключается в медленном нагреве деталей до температуры фазового превращения, выдержке и последующем охлаждении с целью превращения неравновесной структуры в более устойчивую. При отпуске обеспечивается снятие внутренних напряжений, возникающих при закалке, и улучшение металлургических свойств, а также повышение коррозионной стойкости при сварке коррозионно-стойких материалов.
Различают низкий, средний и высокий отпуск.
Низкий отпуск проводят при температуре до 2500С с целью получения мартенсита отпуска и снятия части внутренних напряжений при сохранении твердости.
Средний отпуск проводят при температуре 350…5000С с целью получения троостита отпуска. При этом обеспечивается высокое значение предела упругости и повышение ударной вязкости стали.
Высокий отпуск проводят при температуре ниже Ас1 (650…7000С) с целью получения сорбита отпуска; в результате обеспечивается наилучшее соотношение между прочностными и пластическими свойствами материала: снижается твердость металла и повышается его пластичность и ударная вязкость. Продолжительность высокого отпуска составляется от одного до нескольких часов. Уровень остаточных напряжений может быть снижена на 70…90 %.
Применяемые средства нагрева при термической обработки
При термообработке сварных соединений нагрев изделий производят индукционным и радиационным (электропечным и газопламенным) способами.
Индукционный способ заключается в нагреве изделия электрическим током, индуктируемым в нагреваемом изделии переменным электрическим полем. Используют в основном токи промышленной частоты (50 Гц), но могут применяться и токи повышенные (8000 Гц). Способ обычно применяют при закалке. При термообработке сварных соединений труб широко применяют одно- или двухсекционные гибкие индукторы, питающиеся от сварочных трансформаторов.
Газопламенный способ не обеспечивает равномерного нагрева сварных соединений при толщине стенки выше 25…30 мм и не дает возможность точно регистрировать величину температуры. Нагрев сварных стыков труб обычно ведут двумя горелками. Для обеспечения замедленного охлаждения стык могут закрывать асбестовой манжетой. Нагрев также может осуществляться в газовых печах.
Радиационный нагрев электронагревателями сопротивления получил наибольшее распространение. Способ обеспечивает вести термообработку по заданному режиму при равномерном прогреве изделия.
В зависимости от температуры в рабочей камере различают низкотемпературные, среднетемпературные и электропечи сопротивления.
По конструктивному исполнению различают электропечи сопротивления периодического и непрерывного действия.
В электропечах периодического действия нагреваемые изделия загружают в рабочую камеру и постепенно нагревают их до заданной температуры, а затем вынимают. В электропечах непрерывного действия изделия движутся по длине печи и выходят из печи с заданным нагревом.
Электропечи периодического действия бывают камерные и шахтные, их применяют при закалке и отпуске сварных изделий. Для обогрева применяют проволку или ленту и электроды.
Электропечи непрерывного действия по конструктивному исполнению подразделяют на конвейерные, рольганговые, толкательные, карусельные, барабанные и протяжные.
Выбор видов и параметров режима термической обработки конструкций
Низкоуглеродистые стали хорошо свариваются всеми способами сварки плавлением. В тех случаях, когда сварная конструкция имеет большую жесткость, или она изготовлена из толстолистового металла, назначают термическую обработку для снятия сварочных напряжений. Как правило, это нормализация при температуре 900...940°С или высокий отпуск при температуре 650...700 °С.
Среднеуглеродистые стали при сварке имеют низкую стойкость металла шва против трещин и склонны к образованию закалочных структур в шве и околошовной зоне. Для сварки такого рода сталей применяют предварительный общий подогрев изделия до температуры 250... 300 °С. После сварки обычно производят закалку и высокий отпуск стали для выравнивания свойств и снятия сварочных напряжений. В зависимости от размеров сварной конструкции и наличия оборудования для термической обработки сварные соединения из среднелегированных сталей могут как подвергаться, так и не подвергаться термической обработке.
После термической обработки (закалка + высокий отпуск) сварные соединения становятся равноценными основному металлу по всем физико-химическим свойствам, при условии одинаковости химического состава металла шва и основного металла. В ряде случаев механические свойства шва выше, чем у основного металла из-за благоприятной первичной кристаллизации и большей химической однородности металла шва.
Грубозернистая структура участка перегрева околошовной зоны полностью ликвидируется после термической обработки.
Иногда для повышения механических свойств и снятия сварочных напряжений применяют высокий отпуск (нагрев до 600...650°С) или низкий отпуск (200...300°С). Высокий отпуск для таких сталей более эффективен, так как обеспечивает полное снятие сварочных напряжений и частично устраняет закалку металла шва и околошовной зоны. При этом прочность немного понижается, пластичность и ударная вязкость существенно возрастают. Однако высокий отпуск не обеспечивает перекристаллизации металла и не может полностью устранить структуру закалки.
Низкоуглеродистые хромистые ферритные и мартенситные стали толщиной до 10 мм можно сваривать без предварительного подогрева, не опасаясь появления холодных трещин. Если сварку проводят электродами из хромистой мартенситной или ферритно-мартенситной стали, то сразу же после сварки, во избежание появления холодных трещин и для повышения пластичности сварного соединения, необходимо провести отпуск при температуре 700...750 °С. При сварке аустенитными электродами отпуск может проводиться не сразу после сварки.
Низкоуглеродистые хромистые стали толщиной свыше 10 мм желательно сваривать с предварительным подогревом до 150...180 °С.
Высокоуглеродистые хромистые стали необходимо сваривать с подогревом независимо от толщины изделия.
В зависимости от размеров сварной конструкции и наличия оборудования для термической обработки сварные соединения из среднелегированных сталей могут как подвергаться, так и не подвергаться термической обработке.
Иногда для повышения механических свойств и снятия сварочных напряжений в сварных соединениях из среднелегированных сталей применяют высокий (600...650°С) или низкий (200... 300°С) отпуск.
Высокий отпуск более эффективен, так как обеспечивает полное снятие сварочных напряжений и частично устраняет закалку металла шва и околошовной зоны. При этом прочность немного снижается, пластичность и ударная вязкость существенно возрастают. Однако высокий отпуск не обеспечивает перекристаллизации металла и не может полностью устранить структуру закалки. Поэтому при сварке нужно применять меры по измельчению структуры металла шва.
При сварке хромистых жаропрочных сталей, склонных к резкой закалке, возможно образование холодных трещин в шве и в околошовной зоне. Поэтому при сварке сталей такой группы обязательным условием является предварительный и сопутствующий подогрев металла до температуры не менее 250... 300 °С с последующим отпуском после сварки.
Если сварное соединение из жаропрочной стали выполняют с помощью электрошлаковой сварки, то предварительный подогрев металла не обязателен, но необходима незамедлительная термообработка сварного соединения.
В 2.Сварка световым лучем: сущность лазерной сварки, устройство квантового генератора и принцип работы, области применения.
Сущность лазерной сварки.
Применяемый для расплавления металла при сварке лазерный луч представляет собой вынужденное монохроматическое излучение, длина волны которого зависит от природы рабочего тела лазера-излучателя и может быть в диапазоне 0,1 ... 1000 мкм. Оно возникает в результате вынужденных скачкообразных переходов возбужденных атомов рабочих тел лазеров на более низкие энергетические уровни. При этом возбужденный атом отдает энергию в виде фотонов с частотой, свойственной материалу применяемого рабочего тела. Испускание света можно инициировать воздействием внешнего фотона, обладающего энергией, соответствующей разнице энергий атомов в возбужденном и нормальном состояниях. В результате такого воздействия генерируются два фотона с одинаковой частотой, которые распространяются в направлении вектора внешнего фотона.
Одновременно может протекать и обратный переход. Поэтому для получения заметной генерации вынужденного излучения необходимо добиваться такого состояния рабочих тел, при котором превалировали бы переходы с возникновением новых фотонов. Этого состояния искусственно достигают воздействием различных источников энергии: электрической, световой, тепловой или химической, с помощью которых проводят так называемую "накачку" рабочих тел.
Излучателем — активным элементом могут быть твердые тела: стекло с неодимом, рубин, гранат с эрбием и др.
В качестве излучателя используются также различные жидкости: растворы окиси неодима, красители и др.
Излучателями могут быть также газы и газовые смеси: водород, азот, аргон, углекислый газ и др.
В последнее время в качестве излучателей используют также полупроводниковые монокристаллы: арсениды галлия и индия, сплавы кадмия с селеном и серой и др. Генераторы с полупроводниковым излучателем обладают малым весом, экономичны и имеют самый высокий КПД (до 0,70).
Излучатель возбуждается и генерирует свет под действием энергии системы накачки: твердотельные и жидкие активные элементы возбуждаются светом импульсных ламп; газовые смеси в основном накачиваются энергией газового разряда; полупроводниковые излучатели используют энергию электрического тока, протекающего через область р—n-перехода. Разработаны системы, которые позволяют использовать для накачки газовых лазеров тепло и энергию химических реакций.
В зависимости от энергетических параметров системы накачки лазер работает в импульсном или непрерывном режиме.
В квантовых технологических генераторах (твердотельный лазер) обычно в качестве основного энергетического элемента используют рубин. Рубин — это окись алюминия, в которой небольшое число атомов алюминия замещено атомами хрома. Обычно в квантовых генераторах используют бледно-розовый рубин, содержащий 0,05% Сг.
Используемый в лазере розовый кристалл рубина обрабатывается в виде стерженька, длина и диаметр которого определяют мощность излучения. Его торцы полируют до получения оптически плоской поверхности, затем их подвергают серебрению для получения отражающих поверхностей. Выходной конец кристалла является полупрозрачным. Рубиновый стерженек помещают вблизи электронной лампы вспышки, служащей источником широкополосного света для оптической накачки.
Лазер на кристалле рубина питается от импульсной лампы. При освещении лампой вспышкой рубинового стерженька большинство атомов хрома переводится в возбужденное состояние. При спонтанном испускании возбужденным атомом фотона параллельно оси кристалла фотон побуждает другой возбужденный атом испустить второй фотон (индуцированный). Этот процесс продолжается лавинообразно, поскольку фотоны, отражаясь от торцов кристалла, движутся по кристаллу в осевом направлении. Интенсивность пучка растет в результате многократного отражения от обоих торцов стержня. В этом случае, если интенсивность света от импульсной лампы превысит некоторый критический уровень, начинает появляться эффект квантового усиления и тогда с полупрозрачного торца в течение тысячных долей секунды выбрасывается интенсивный поток фотонов с длиной волны 6943 А. Выходной пучок является узконаправленным, мощным, монохроматическим и когерентным.
Устройство и принцип работы оптического квантового генератора.
Несмотря на низкий КПД оптических квантовых генераторов на рубине (~0,1%), генераторы этого типа находят практическое применение при сварке.
Сварочная установка представляет собой комплекс оптико-механических и электрических элементов, основным из которых является оптический квантовый генератор на рубиновом кристалле.
Установка состоит из генератора, блока питания, стола с конденсаторами и стереоскопического микроскопа.
Генератор предназначен для преобразования энергии, запасенной в блоке конденсаторов, в узконаправленный, монохроматический, когерентный световой пучок.
Основным узлом генератора является осветительная камера, внутри которой вставлен кристалл рубина. В камере параллельно кристаллу установлена импульсная лампа, на концы которой подводится высокое напряжение. Внутренняя поверхность камеры отполирована и является отражателем света. В камеру подается сжатый воздух для охлаждения кристалла рубина. Использованный воздух уходит в атмосферу. Для формирования испускаемого кристаллом рубина излучения и направления его на место сварки служит формирующая оптическая система, состоящая из призмы, линзы и сменного объектива. Формирующая система снабжена сменными объективами, которые фокусируют параллельный пучок света, испускаемый генератором, в пятно диаметром 0,05—0,25 мм. Для настройки генератора используют оптическое устройство, состоящее из осветителя, призмы и конденсорной линзы. Луч света от осветителя проходит через рубин и оптическую систему генератора, имитируя прохождение излучения от кристалла. Для визуального наблюдения за местом сварки при наведении луча подсветки на место сварки и для осмотра сваренных элементов служит стереоскопический микроскоп. Для защиты глаз оператора, работающего на установке, от излучения генератора в момент вспышки сварки предусмотрен затвор, приводимый в движение электромагнитом.
Электрическая схема установки состоит из блока питания импульсной лампы, стола с входящим в него затвором и трансформатором подсветки, генератора. На лампу вспышки подается напряжение, равное 18 кВ.
Для изменения времени разряда и, следовательно, времени горения лампы в цепи лампы установлены индуктивности, меняя величину которых, можно менять и время длительности импульса.
Для осуществления сварки необходимо, чтобы импульсы имели максимальную длительность при минимальных интервалах между ними. Однако вследствие низкого КПД квантовых генераторов на рубине большая часть энергии лампы накачки превращается в тепло, вследствие чего эти лампы не могут работать при высокой частоте повторения импульсов, а рубиновый стержень перегревается.
Для уменьшения перерывов между импульсами необходимо интенсивно отводить значительное количество тепла, выделяемого при оптической накачке лазера. Частота повторения импульсов и мощность квантового генератора таким образом ограничиваются охлаждающими системами, отводящими тепло, возникающее в квантовых генераторах. Существующие сварочные оптические квантовые генераторы дают возможность получить частоту повторения импульсов от 1 до 100 в минуту. Диаметр площади проплавления, получающейся в результате действия одного импульса луча лазера, составляет десятые доли миллиметра. Поэтому существующие оптические квантовые генераторы пока не могут быть использованы для сварки швов и используются лишь при сварке соединений типа точечной сварки
Области применения сварочной лазерной технологии.
Резка лазером является наиболее распространенной технологической операцией. Лазером можно резать стекла, керамики, алмазы, металлы и др.
- При резке используют лазеры непрерывного действия, обладающие большими энергиями излучения в инфракрасном диапазоне (длина волны равна 10,6 мкм). Резка кремниевых и германиевых пластин на отдельные элементы, необходимые в полупроводниковой промышленности, осуществляется воздействием сфокусированного луча лазера непрерывного действия. При этом происходит испарение части материала на поверхности пластины и образуется канавка. В дальнейшем необходимо приложить механическое усилие, и пластины расколются по линиям канавок.
-Аналогичными резке являются процессы подгонки резисторов и обработки интегральных схем. Лазерный луч испаряет части металлической пленки резистора, при этом электрическая цепь может находиться под напряжением, что обеспечивает непрерывный контроль сопротивления прибора. Обработку можно производить в атмосфере, в вакууме и различных газах, при этом луч лазера может свободно проникать через стекло, кварц, воздух. Так как квантовый генератор на рубине имеет КПД порядка 0,1%, то только 0,001 доля номинальной энергии поджига газоразрядной лампы превращается в энергию луча, генерируемого лазером, которая и подается на свариваемое изделие в виде короткого импульса.
-Перспективной областью применения лазерной сварки является сварка микросоединений. Широкое применение лазерная сварка находит в радиоэлектронике и электронной технике при сварке контактов проводников с пленками на микроплатах, твердых схемах и микроэлементах.
-Лазерным лучом можно сваривать самые различные композиции металлов, используемых в микроэлектронике: золото—кремний, германий—золото, никель— тантал, медь—алюминий и др.
-Возможность получения мощных лазерных лучей открывает перспективу их использования для технологических целей.
Луч газового лазера непрерывного действия характеризуется малым поглощением в газах, простотой фокусировки и транспортировки энергии при помощи зеркал в труднодоступные места, однако защита сварочной ванны производится инертным газом. Исходный луч имеет форму кольца, который фокусируется с помощью оптической системы
Использование лазеров непрерывного действия на СО2 дает возможность получать сварные соединения стали толщиной до 15 мм. В перспективе имеется возможность увеличения толщины свариваемых изделий и использования их для термообработки и резки металлов.
В 3. Налогообложение предприятий: функции, принципы. Виды налогов и отчислений, методика их расчета.
Налоги представляют собой обязательные платежи, взимаемые государством с плательщиков в государственный или местный бюджеты.
Они нужны государству для формирования государственного бюджета, из которого затем финансируются расходы на развитие хозяйства, социально-культурные мероприятия, на содержание органов управления, оборону страны и другие затраты.
Налоговая система – совокупность налогов, установленных законодательной властью и взимаемых ее исполнительными органами, а также методы и принципы построения налогов.
Каждый налог содержит следующие элементы: субъект, объект, источник, налоговую ставку, налоговые льготы.
Субъект налога, или налогоплательщик, гражданин или предприятие, на которые законом возложена обязанность уплачивать налог.
Объект налога – доход, имущество, товары, подлежащие налогообложению. Часто название налога вытекает из объекта.
Источник налога – доход налогоплательщика, из которого оплачивается налог.
Налоговая ставка – величина налога на единицу обложения.
Налоговые льготы – полное или частичное освобождение налогоплательщика от налогов в соответствии с действующим законодательством.
Принципы налогообложения:
1. горизонтальной справедливости;
2.вертикальной справедливости;
3.установления налогов законом;
4.отрицания обратной силы;
5.однократности;
6.стабильности.
Функции налогов:
- фискальная;
- регулирующая;
- стимулирующая;
- перераспределительная;
- контрольная;
- социальная.
Налоги бывают прямые и косвенные. Прямые налоги устанавливаются непосредственно на доход, имущество, уменьшают сумму доходов плательщиков. К косвенным налогам относятся платежи, включаемые в цену товара, увеличивающие ее размеры и в конечном итоге, также уменьшающие доходы плательщиков. Владелец товара при его реализации получает налоговые суммы, которые перечисляет государству. В данном случае связь между плательщиком (потребителем) и государством опосредствована через объект обложения.
В налоговой практике существуют два способа взимания налогов: изъятие налога до получения налогоплательщиком дохода и изъятие налога после получения дохода. При первом способе налог исчисляется и удерживается бухгалтерией предприятия, которое выплачивает доход субъекту налога. Таким способом взимается подоходный налог с заработной платы. Второй способ предусматривает подачу налогоплательщиком в налоговые органы декларации о полученных доходах.
В зависимости от органов власти, в распоряжение которых поступают те или иные налоги, различают общегосударственные и местные налоги и сборы. К общегосударственным налогам относятся налоги и сборы, поступающие в бюджет правительства. Они устанавливаются специальными законами законодательной власти. К местным относятся налоги и сборы, устанавливаемые решениями местных органов власти и зачисляемые в местные бюджеты.
Местные советы депутатов в пределах прав, предоставляемых им законодательством, могут устанавливать взимаемые на их территории местные налоги, сборы, пошлины. В Республике Беларусь установлена налоговая система, включающая следующие виды налогов и сборов:
- налог на добавленную стоимость; - акцизы; - налог на прибыль;
- налог за пользование природными ресурсами;
- налог на недвижимость;
- налог на экспорт и импорт; - лесной доход;
- налог на добычу природных ресурсов;
- подоходный налог с граждан;
- местный транспортный сбор;
- местный сбор за инфраструктуру;
- налог на выбросы загрязняющих веществ в окружающую среду;
- сбор в республиканский фонд поддержки производителей сельскохозяйственной продукции, продовольствия и аграрной науки и налог с пользователей автомобильных дорог;
- платежи за землю;
- плата за размещение отходов;
- сбор в местные целевые бюджетные жилищно-инвестиционные фонды и сбор на финансирование расходов, связанных с содержанием и ремонтом жилищного фонда;
- налог на переработку нефти и нефтепродуктов;
- единый платеж с фонда заработной платы;
- налог на доходы;
- налог с продаж товаров в розничной торговле; - другие.
Налог на добавленную стоимость (НДС) является одним из главных источников бюджета. Это косвенный налог, который включается в цену товара. Особенностью его является то, что объектом обложения служит не вся выручка от реализации, а только добавленная стоимость. Она определяется как разница между стоимостью реализованных товаров, работ, услуг и стоимостью материальных затрат, отнесенных на издержки производства и обращения. В добавленную стоимость включаются заработная плата со всеми начислениями на нее, прибыль и амортизация основных фондов.
При реализации товаров, приобретенных с целью дальнейшей продажи, облагаемый оборот исчисляется как разница между ценой реализации и ценой приобретения товаров за вычетом материальных затрат, связанных с их реализацией.
В себестоимость продукции не включается НДС, уплаченный по сырью и комплектующим (так называемый входной НДС). После формирования отпускной цены НДС исчисляется по формуле:

где С – полная себестоимость продукции, руб.;
П – балансовая прибыль, руб.;
А- акциз (если продукция является подакцизной), руб.;
МЦФ - целевые платежи исчисляются и уплачиваются единым платежом, руб.
НДС - ставка НДС в %
Акциз. Акциз (А) является косвенным налогом и включается в цену товара. В Республике Беларусь некоторые производимые товары являются подакцизными. Акцизами облагается следующая продукция: спирт гидролизный технический, спиртосодержащие растворы, алкогольная продукция, табачная продукция, нефть сырая, автомобильные бензины, дизельное топливо, ювелирные изделия, автомобили легковые с объемом двигателя более 2500 см3, микроавтобусы.
Ставки акцизов могут быть адвалорными (в процентах от оборота по реализации) или специфическими (в евро или белорусских рублях на единицу реализованной продукции).
Если ставка акциза установлена в процентах, то акциз включается в цену товара и рассчитывается по формуле:

Для расчета цены с акцизом в одно действие (ОЦА) используется формула:

Для ввозимых товаров налоговой базой для исчисления акцизов является объем ввозимых подакцизных товаров в натуральном выражении, в отношении которых установлены твердые (специфические) ставки акцизов.
Налоговой базой для исчисления акцизов является стоимость возимых подакцизных товаров, в отношении которых установлены адвалорные ставки акцизов. Стоимость ввозимых товаров определяется на основании стоимости, указанной в транспортных документах, подтверждающих перемещение товаров.
Налог на прибыль. Плательщиком налога на прибыль являются предприятия независимо от подчиненности и форм собственности. Налогом на прибыль облагается балансовая прибыль предприятия, состоящая из прибыли от реализации продукции (работ, услуг), иных материальных ценностей и доходов от внереализационных мероприятий. Ставка налога на прибыль установлена в размере 24 % от балансовой прибыли.
Налог на недвижимость, исчисляемый и уплачиваемый организациями.
Плательщиками налога на недвижимость являются предприятия, а так же граждане. В качестве объекта налога на недвижимость выступают остаточная стоимость производственных и непроизводственных основных фондов, стоимость объектов незавершенного строительства на начало отчетного квартала. Объекты недвижимого имущества юридических лиц подлежат налогообложению. При наличии объектов недвижимого имущества на территории нескольких районов, расположенных в пределах города, налоговые декларации представляются только по месту постановки плательщиков на учет. Налог исчисляется по действующей ставке с применением коэффициента, установленного на территории соответствующей административно-территориальной единицы по месту расположения объекта налогообложения, и уплачивается в местные бюджеты по месту расположения объектов недвижимого имущества.
Налог на недвижимость (ННЕДВ) рассчитывается исходя из налоговой ставки и стоимости производственных фондов (ОПФ):

СтННЕДВ – ставка налога на недвижимость, %.
Налог за использование природных ресурсов (экологический налог).
Чрезвычайный налог и отчисления в фонд занятости (единый платеж).
Целевые платежи (МЦФ). Объектами обложения целевыми платежами являются: реализация товаров собственного и несобственного производства (работ, услуг) сдача имущества в аренду, лизинг.
Налоговая база для исчисления целевых платежей у производителя товаров (работ, услуг) определяется как выручка от реализации товаров (работ, услуг) собственного производства. Из налоговой базы исключаются суммы налогов и сборов, уплачиваемых из выручки от реализации товаров в соответствии с законодательством, а также сумма НДС по товаром, отгруженным со ставкой НДС, подлежащая уплате в бюджет РБ и отнесенная на внереализационные расходы в случае неподтверждения такой ставки налога в установленном законодательством порядке и определенные сроки.
Сумма исчисления целевых платежей учитывается при формировании отпускной цены (тарифа) на товары (работы, услуги) и исключается из выручки от реализации товаров (работ, услуг), дохода, валового дохода при исчислении акцизов (для подакцизных товаров).
Отчисления в МЦФ включаются в цену и рассчитываются по следующей формуле:

В 4. Организация безопасного проведения огневых работ.
К огневым относятся работы, связанные с применением открытого огня, искрообразованием и нагреванием до температур, способных вызвать воспламенение материалов и конструкций (электросварка, газосварка, бензорезка, паяльные работы, механическая обработка металла, варка битума и другие работы с выделением искр).
Причины несчастных случаев при производстве огневых работ
поражение электрическим током;
воздействие лучей электрической дуги на глаза;
ожоги от непосредственного действия дуги и брызг расплавленного металла и шлака;
отравления вредными газами, выделяющимися при сварке цветных металлов и в результате применения флюсов;
взрывы баллонов со сжатыми (кислород, аргон), сжиженными (пропан) и растворенными (ацетилен) газами;
взрывы ацетиленовых генераторов при обратных ударах пламени и попадании в них кислорода;
взрывы барабанов с карбидом кальция при нарушении требований безопасности при их вскрытии.
В зависимости от места проведения работ огневые работы подразделяются на:
постоянные
временные.
К постоянным местам относятся специально оборудованные цеха, открытые площадки, на которых предусмотрены конкретные меры пожарной безопасности на весь период проведения огневых работ.
К временным относятся места, где огневые работы проводятся кратковременно: связанные с аварийно-восстановительным ремонтом оборудования, строительно-монтажными работами на строительных площадках.
Организация безопасного проведения огневых работ определяется «Правилами пожарной безопасности и технической безопасности при проведении огневых работ на предприятиях Республики Беларусь».
Организация работы по обеспечению безопасности при проведении огневых работ на предприятии возлагается на руководителя.
К выполнению огневых работ могут быть допущены лица, прошедшие соответствующую подготовку, проверку знаний, правил, получившие удостоверение, талон пожарно-технического минимума и ежегодно подтверждающие свои знания.
Контроль за безопасным проведением огневых работ осуществляется пожарной охраной и службой охраны труда, в этих службах должны вестись журналы регистрации огневых работ.
Огневые работы относятся к работам повышенной опасности, и их проведение разрешается при наличии оформленного наряда-допуска (в 2-х экземплярах).
Без оформления наряда-допуска разрешается проведение огневых работ в производственных помещениях, на территории предприятий, стройках, где горючие материалы отсутствуют.
Работы по ликвидации аварий могут проводиться без оформления наряда-допуска только до устранения прямой угрозы травмирования людей.
Требования безопасности при проведении огневых работ
Площадки металлоконструкций, конструктивные элементы, находящиеся в зоне проведения огневых работ, должны быть очищены от взрывоопасных продуктов на определенное расстояние, в зависимости от высоты проведения работ над уровнем пола и их вида.
Крышки колодцев канализации, расположенные на расстоянии 20 м от места проведения огневых работ, должны быть плотно закрыты и сверху засыпаны песком (землей) слоем не менее 10 см.
Резиновые шланги, пропитанные нефтепродуктами, должны быть убраны с места проведения огневых работ на расстояние не менее 20 м.
Территория площадки, находящейся в опасной зоне, должна быть очищена от мусора, горючих материалов и разлитых нефтепродуктов.
Сгораемые строительные конструкции должны быть защищены от огня.
При ведении сварочных работ на лесах или подмостях необходимо выполнить их защиту листами асбеста от падающего расплавленного металла.
Все подготовительные работы для проведения огневых работ во взрыво- и пожароопасных зонах должны выполняться с применением искробезопасных инструментов и оборудования во взрывозащищенном (взрывобезопасном) исполнении.
Во время разгерметизации оборудования и установки заглушек должен осуществляться контроль за состоянием воздушной среды вблизи разгерметизируемого оборудования.
На месте проведения огневых работ должны быть проведены меры по недопущению разлета искр путем ограждения переносными щитами размером 1×2 м, выполненными из несгораемых материалов.
№18 билет
В 1. Контроль качества сварных соединений: классификация сварочных дефектов и методов их контроля, физические методы неразрушающего контроля.
Повышение требований к качеству выпускаемой продукции обуславливают постоянное совершенствование средств и методов контроля этой продукции.
Контроль качества заключается в проверке соответствия показателей качества продукции установленным требованиям. Каждое такое несоответствие называют дефектом.
Критериями качества могут являться физические, геометрические, функциональные и технологические показатели.
Дефекты возникают при:
- неправильном выборе основных и присадочных материалов;
- нарушении технологии сварки;
- низкая квалификация сварщиков.
Дефекты в изделиях выявляют при испытаниях двух видов: разрушающих и неразрушающих.
Разрушающие испытания проводят на образцах – свидетелях, моделях или контурных образцах изделий. Они предназначены для определения характера, места расположения и размеров дефектов, их влияния на работоспособность сварных соединений. Такой контроль осуществляют:
Механическими испытаниями;
Металлографическим и химическим анализом;
Коррозионными испытаниями;
Испытаниями на свариваемость.
Получаемые при испытаниях показатели позволяют количественно определить характеристики качества.
Неразрушающие испытания позволяют определить наличие дефектов в изделиях без их разрушения и косвенно характеризуют их эксплуатационные характеристики. К группе неразрушающего контроля относятся:
Визуально-оптический метод;
Радиационная дефектоскопия;
Ультразвуковая дефектоскопия;
Магнитная и электромагнитная дефектоскопия;
Капиллярная дефектоскопия;
Дефектоскопия течеисканием;
Прочие методы
Средства контроля, исполнители и контролируемые сварные изделия представляют собой систему контроля, элементы которой взаимодействуют между собой по правилам, установленным нормативно-технической документацией на контролируемые изделия.
Такая система включает в себя три этапа: предварительный, пооперационный (технологический) и приемочный (окончательный) контроль.
Предварительный контроль включает в себя проверку квалификации исполнителей, состояния контрольного оборудования, аппаратуры и приспособлений, применяемых материалов, а также контроль качества сборки и подготовки стыков под сварку.
Пооперационный контроль предусматривает проверку качества подготовки изделия и его элементов к сварке, а также правильности порядка его выполнения. Он позволяет своевременно корректировать процесс сварки в случае его нарушения и оперативно исправлять дефектные места в изделиях.
Приемочный контроль завершает технологический процесс изготовления изделий, разделяя их на две группы: годные и бракованные. Он бывает сплошным или выборочным.
В сварочном производстве различают три типа дефектов сварных соединений:
А – дефекты подготовки и сборки деталей под сварку;
Б – дефекты форм швов;
В – дефекты сварных соединений.
А. Дефекты подготовки и сборки деталей под сварку.
Перед сваркой деталей под сварку проверяют качество заготовок на соответствие их проектным размерам и геометрической форме. Проверку точности сборки производят шаблонами и щупами. Универсальными шаблонами проверяют зазоры, притупление кромок, ширину нахлестки, зазоры между листами или кромками и угол между свариваемыми элементами.
Дефектами подготовки и сборки изделий под сварку являются:
- неправильный угол скоса кромок в швах с V-, Х- или U-образной разделкой;
- слишком большое или малое притупление по длине стыкуемых элементов;
- непостоянство зазора между кромками по длине стыкуемых элементов;
- несовпадение стыкуемых плоскостей;
- слишком большой зазор между кромками свариваемых деталей;
- расслоение и загрязнение кромок.
Б. Дефекты формы швов.
Форму и размеры сварных швов обычно задают техническими условиями или стандартами и указывают на чертежах. Конструктивными элементами для стыковых соединений без разделки кромок, являются зазор с (рис. 12-02а), ширина шва b, высоты усиления (выпуклость) q и подварки q1. Для стыковых соединений с разделкой кромок, кроме указанных элементов, указывают и угол скоса кромки d (рис. 12-02б).
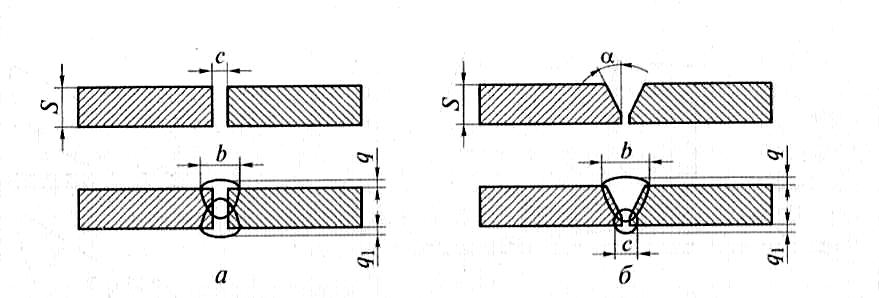
Для угловых швов тавровых и нахлесточных соединений без скоса кромок указывают катет К и толщину шва a (рис. 12-03).
 Рис.
12-03. Основные конструктивные элементы
угловых швов:
Рис.
12-03. Основные конструктивные элементы
угловых швов:
а — нормальный; б — выпуклый; в — вогнутый
Для нормальных угловых швов а=0,7К, для выпуклых а=К, для вогнутых а=0,5К.
В. Дефекты сварных соединений.
Дефекты сварных соединений можно разделить на три группы: наружные, внутренние и сквозные.
К наружным дефектам относятся подрезы, наплавы, смещения швов от оси, усадочные раковины, незаплавленные кратеры и трещины.
Внутренними дефектами являются непровары, трещины, шлаковые, оксидные и металлические включения, пористость.
К сквозным дефектам относятся сквозные трещины, прожоги и свищи.
Подрезами называют углубления в местах перехода от основного металла к металлу шва. Наличие подрезов ослабляет рабочее сечение сварных конструкций, увеличивает концентрации напряжений, ослабляет несущую способность конструкции. Причинами подрезов являются увеличенный сварочный ток и напряжение дуги.
Наплывы – когда жидкий металл шва натекает на основной, но с ним не соединяется. Причинами наплывов могут быть: заниженное напряжение дуги, излишнее количество наплавленного металла, недостаточный прогрев основного металла, окалина на свариваемых кромках, плохое качество электродов и низкая квалификация сварщиков.
Непровары – несплавление основного металла с наплавленным; непроваром также считают неполное заполнение металлом расчетного сечения шва. При односторонней сварке стыковых соединений непровары возникают в корне шва, а при сварке с Х-образным скосом кромок – в середине шва. Непровары снижают прочность конструкции, особенно при динамических нагрузках, и могут быть причиной ее разрушения. Непровары возникают при неправильной подготовке кромок и сборке стыков под сварку, загрязнения кромок, занижении силы сварного тока и увеличенной скорости сварки.
Прожоги – явление вытекания жидкого металла сквозь отверстие в сварочном шве; при этом с обратной стороны шва возникают наплывы металла. Причинами возникновения прожогов являются: завышенный сварочный ток, недостаточная скорость сварки, внезапная остановка сварочного автомата или полуавтомата, большой зазор между кромками, недостаточное притупление кромок, неплотное прилегание подкладки к основному металлу.
Свищами называют дефекты в виде несплошностей, выходящих на поверхность шва. Такие дефекты могут инициировать появление трещин в соединении.
Кратерами называют углубления в металле шва, возникающие при обрыве дуги. Кратеры снижают прочность сварной конструкции, приводят к местной концентрации напряжений и могут привести к появлению трещин.
Шлаковые включения – наличие шлаков в металле шва. Их появление связано с низким качеством зачистки основного металла и присадочной проволоки, завышенной скоростью сварки. При многослойной сварке шлаковые включения могут возникать при плохой зачистке предыдущего слоя. Они могут быть одиночными или образовывать цепочки (скопления).
Оксидные включения возникают в металле шва из-за их слабой растворимости или вследствие быстрого охлаждения шва. Такие дефекты характерны для сварки алюминиево-магниевых и титановых сплавов. Они ослабляют сечение шва и являются зонами повышенной концентрации напряжений, что приводит к снижению несущей способности конструкции.
Металлические (вольфрамовые) включения возникают при аргонодуговой сварке. Причинами являются: большой сварочный ток и низкая скорость сварки.
Пористость – заполнение газами металла шва. Возникает в жидком металле вследствие интенсивного газообразования. Поры могут быть одиночными или образовывать цепочки и скопления. Причинами образования пор являются: низкое качество зачистки кромок и присадочной проволоки от загрязнений, высокая скорость сварки, повышенная влажность присадочных материалов (электродов, флюсов).
При слишком большой погонной энергии при сварке могут возникать перегревы и прожоги металла, что ухудшает механические свойства сварных конструкций.
Трещины – наиболее опасные дефекты сварных швов. Появление трещин связано с несоблюдением технологии и режимов сварки и может привести к быстрому разрушению конструкции, особенно при динамических нагрузках.
Влияние дефектов на работоспособность конструкции во многом зависит от их форм и расположения по отношению к направлению действия нагрузок. Более опасны дефекты вытянутой формы, менее опасны – дефекты округленной формы. Поры и шлаковые включения при суммарной площади шва 5…10 % мало влияют на статическую прочность соединений.
Изделия с трещинами, непроварами, подрезами, прожогами, свищами подлежат исправлению.
Физические методы неразрушающего контроля сварных соединений и конструкций
При контроле изделий в различных отраслях промышленности и строительстве наибольшее распространение получили радиационные, ультразвуковые, магнитные и капиллярные методы, а также методы контроля герметичности и течеискания.
Наиболее распространенные радиационные методы, в частности радиография. Позволяет контролировать как металлы, так и неметаллические материалы; выявляет объемные дефекты (поры, шлаковые включения, непроворы и трещины с раскрытием до 0,1 мм, в изделиях толщиной до 500мм). Оценка глубины залегания дефектов затруднена и определяется и определяется весьма приближенно. В связи с дефицитом рентгеновской пленки и высоких стоимости и трудоемкости радиографии в последнее время получили широкое распространение методы радиоскопии и радиометрии.
Радиоскопия позволяет получить видимое динамическое изображение внутренней структуры путем просвечивания детали ионизирующим излучением на экран телевизионного приемника или другого оптического устройства. Преимущество перед радиографическим методом – возможность стереосконического видения под разными углами и непрерывность контроля. Недостаток – меньшая чувствительность.
Радиометрия дает информацию о внутреннем состоянии контролируемого изделия путем просвечивания при помощи ионизирующего излучения с регистрацией в виде электрических сигналов.
Ультразвуковой контроль позволяет надежно выявить наиболее опасные дефекты в изделиях – трещины площадью до 0,7 мм2 с раскрытием до 10-5 мм. Обеспечивает контроль любых материалов толщиной от 4 мм до нескольких метров; определяет амплитуду сигнала от дефекта, координаты его залегания и условные размеры.
Для выявления дефектов в изделиях из ферромагнитных материалов применяют магнитные (магнитопорошковый и магнитографический) методы. Они позволяют выявлять поверхностные и подповерхностные трещины, а также крупные внутренние объемные дефекты, расположенные на глубине до 6м.
Магнитопорошковый метод применяют для контроля стыковых и угловых соединений толщиной до 20 мм. Под действием магнитного поля частицы ферромагнитного порошка, перемещаются по поверхности детали и скапливаются в виде валиков над дефектами.
Магнитографический метод состоит в намагничивании контролируемого участка объекта с одновременной записью полей рассеивания на магнитную ленту и считывания результатов на специальных магнитографических дефектоскопах. Применяют при контроле кольцевых стыков труб.
Существует вихретоковый метод, позволяющий обнаруживать на небольшой глубине (1…2 мм) непровары, слипания, трещины в изделиях из низколегированных сталей, алюминиевых сплавов, сплавов титана. Он слабо применяемый вследствие больших помех из-за неоднородности магнитных свойств различных зон сварного соединения.
Капиллярные методы контроля (люминесцентный, цветной и люминесцентно-цветной) применяют в основном для контроля изделий из немагнитных металлических и неметаллических материалов для выявления поверхностных дефектов, не опознаваемых визуально. Дефекты выявляются за счет образования контрастных индикаторных рисунков с шириной линий превышающих ширину раскрытия дефекта.
Особую группу методов испытаний составляют методы контроля геометричности изделий и течеискания, предназначенные для выявления сквозных дефектов, нарушающих герметичность объектов контроля.
Контролю на герметичность подвергают изделия, у которых на протяжении заданного времени должно сохраняться заданное давление рабочего вещества или утечка этого вещества не должна превышать допустимого по техническим условиям на изготовление этого изделия. К таким изделиям относятся корпуса судов, летательных аппаратов, ядерных реакторов, изделия холодильной и вакуумной техники, агрегаты и соединяющие их элементы гидравлических и газовых систем, трубопроводы и многие другие.
Широкое распространение при контроле сварных соединений и изделий получили гидравлические испытания, "керосиновая проба", манометрические, пузырьковые (пневматические и пневмогидравлические) и газоэлектрические (галогенные и масс-спектрометрические) методы
В 2. Плазменная сварка и обработка металлов: характеристики, способы получения плазменных струй, применение.
Характеристика плазменной струи и ее применение.
В качестве источника теплоты при некоторых видах обработки материалов используют плазменную струю — поток ионизированных частиц, обладающих большим запасом энергии. Плазменная струя представляет собой высокоинтенсивный источник теплоты, максимальная температура которого может достигать 20 000 К и более.
Плазменную струю используют для наплавки и нанесения покрытий, в том числе и тугоплавких металлов на изделия путем расплавления присадочной проволоки или металлических порошков. С помощью плазменной струи производят резку и поверхностную обработку различных материалов, нагрев под пайку и термообработку. Плазменная струя может найти применение и для сварки тонколистовых тугоплавких металлов. В струе плазмы можно расплавить различные материалы: сталь, асбоцемент, кристаллокорунд 2050° С (2323 К), карбокорунд 2200° С (2473 К) и др.
Для создания ионизированного потока используют дуговой разряд значительной длины, возбуждаемый между двумя электродами. Дуга горит в замкнутом цилиндрическом канале, стенки которого интенсивно охлаждаются, через канал под давлением подается инертный газ. Охлаждение наружной поверхности столба дуги вызывает его концентрацию, вследствие чего температура столба дуги резко повышается, достигая 10 000 - 20 000 К, а газ, проходящий через межэлектродное пространство, имеющий высокую степень ионизации и относительно высокий запас энергии, используют для нагрева изделий в процессе сварки.
Состав плазмообразующего газа и материала электродов выбирают в зависимости от требований, предъявляемых к процессу. В качестве стабилизирующих газов применяют азот, аргон, водород, гелий, воздух и их смеси. Электроды изготовляют обычно из меди и вольфрама. Стенки камеры защищены от теплового воздействия дуги слоем сравнительно холодного газа.
Подводимая к дуговому разряду электрическая мощность не полностью преобразуется в плазменной горелке в потенциальную и кинетическую энергию плазменной струи. Часть энергии дуги расходуется на нагрев электродов разряда, а также рассеивается в окружающее пространство вследствие лучистого и конвективного теплообмена.
Интенсивность теплообмена дуги с отдельными элементами плазменной горелки в значительной мере определяют такие параметры плазменной струи, как мощность, температура, энтальпия и скорость, а также геометрические размеры канала и сопла горелки. Наиболее существенное влияние на мощность, расходуемую на нагрев электродов, оказывают ток и длина дуги, а также расход газа. В стержневом электроде (катод) выделяется примерно до 10%, а кольцевом (сопло — анод) — 15—50% мощности дуги.
Способы получения плазменных струй.
Имеется несколько схем устройств для получения плазменной струи: раздельное сопло и канал, плазменная струя выделена из столба дуги; совмещенное сопло и канал, плазменная струя выделена из столба дуги; сопло и канал совмещены со струей, совпадающей со столбом дуги.
Плазменная струя создается дуговым разрядом, возбуждаемым между электродом и электродом с отверстием, выполняющим роль сопла. Дуговой разряд происходит в канале, электрически изолированном от сопла и электрода. Через канал вдоль столба дуги пропускается газ, который, проходя по направлению от электрода к соплу через плазму дуги, ионизируется и выходит из сопла в виде ярко светящейся струи. Устройство для создания плазмы охлаждается водой. Мало ионизированная сравнительно холодная струйная оболочка газа, соприкасающаяся со стенками сопла и канала, изолирует последние от теплового воздействия разряда. Опусканием электрода в канал регулируют напряжение дуги и мощность плазменной струи.
При создании плазменной струи по схеме с совмещенными каналом и соплом электрически активное пятно дуги в зависимости от состава и расхода газа, длины канала и других факторов располагается или на боковой поверхности канала, или на торце его. В этом случае длина дуги не является независимым параметром регулирования эффективной мощности плазменной струи.
В обоих случаях плазменную струю, выделенную из токоведущего столба дуги, используют как независимый источник теплоты.
При обработке плазменной струей электропроводных металлов для увеличения эффективной тепловой мощности, вводимой в изделие, последнее можно подключать к источнику питания. В этом случае плазменная струя полностью совпадает с токоведущим столбом разряда, частично проходя через изолированный канал.
Для промышленного использования выпускают несколько типов плазменных горелок, предназначенных для резки, напыления и т. п.
Сварка плазменной дугой
Сварка плазменной дугой находит применение при изготовлении изделий из нержавеющей стали, титана, никелевых сплавов, молибдена, вольфрама и многих других металлов и сплавов в авиационной и электронной промышленности, судостроении, в нефтехимическом машиностроении и ряде других отраслей техники.
По сравнению с аргонодуговой сваркой плазменно-дуговая сварка отличается более стабильным горением дуги. При плазменной сварке обеспечивается более равномерное проплавление кромок.
Наиболее распространен способ сварки плазменной дугой, при котором дуговой разряд возбуждается между неплавящимся электродом плазменной горелки и свариваемым изделием.
Плазменная дуга, используемая для сварки металла, по проплавляющей способности занимает промежуточное положение между электронным лучом и сварочной дугой, горящей в аргоне. Столб дуги и струя плазмы имеют цилиндрическую форму, поэтому величина поверхности металла, через которую осуществляется теплопередача от струи к металлу, не зависит от расстояния между электродом горелки и свариваемым изделием.
Благодаря цилиндрической форме столба дуги процесс плазменно-дуговой сварки менее чувствителен к изменению длины дуги, чем процесс аргонодуговой сварки. Изменение длины дуги конической формы (при аргонодуговой сварке) всегда ведет к изменению диаметра пятна нагрева, а следовательно, и к изменению ширины шва. Плазменная дуга позволяет иметь практически постоянный диаметр пятна и дает возможность стабилизировать проплавление основного металла. Это свойство плазменной дуги с успехом используется при сварке очень тонких листов
Пятну нагрева при сварке плазменной дугой может быть придана наиболее благоприятная форма. Изменения формы пятна нагрева достигают применением специальных сопл.
Если необходимо иметь пятно нагрева вытянутой формы, то в сопле делают два дополнительных отверстия. Через эти отверстия поступает холодный плазмообразующий газ, что приводит к уменьшению поперечного размера пятна нагрева и придает ему вытянутую форму. При сварке таким соплом зона термического влияния сужается, а скорость сварки возрастает на 50—100%.
Другая разновидность сопла с дополнительными отверстиями для создания фокусирующего газового потока Плазмообразующий газ подается тангенциально, что позволяет при небольшом его расходе хорошо стабилизировать дугу. Поток фокусирующего газа направлен под углом к оси столба дуги и благодаря этому создает дополнительное сжатие ее.
Деформировать пятно плазменной дуги возможно путем наложения на нее неоднородного магнитного поля, создаваемого двумя парами магнитных полюсов. При помещении дуги в середину такой магнитной системы дуга вытягивается в одном направлении, превращаясь в линейный источник теплоты.
Сварка плазменной дугой характеризуется глубоким проплавлением основного металла в форме «замочной скважины».
Расход плазмообразующего газа устанавливают таким, чтобы истечение плазмы из сопла не было турбулентным, а силовое воздействие плазменной струи на поверхность сварочной ванны не приводило к разбрызгиванию расплавленного металла
В качестве плазмообразующего газа обычно применяют аргон или его смеси с водородом или гелием.
Плазменной дугой сваривают листы толщиной до 9,5 мм встык без разделки кромок и присадочного металла. В ряде случаев успешно сваривают за один проход листы толщиной до 12,7 мм. При сварке листов толщиной до 25 мм требуется V- или U-образная подготовка кромок, причем глубина и угол разделки значительно меньше, чем для аргонодуговой сварки. При плазменно-дуговой сварке количество присадочного металла снижается примерно в 3 раза. Наибольшие преимущества сварка плазменной дугой дает при соединении толстых листов без разделки кромок и без присадочного металла.
При сварке кольцевых швов, например при сварке труб, процесс сварки в начале и конце шва целесообразно производить с программным изменением параметров режима. Благодаря программированию параметров режима сварки можно успешно заварить замок шва, который получается ровным, без заметных шероховатостей и подрезов.
Присадочный металл вводят в плазменную струю в конце сварочной ванны.
Плазменно-дуговая сварка может быть выполнена практически в любом пространственном положении.
Большие преимущества плазменная дуга имеет при сварке труб, где ее применение обеспечивает резкое повышение производительности.
Сварка микроплазменной дугой.
Микроплазменной дугой (сила тока 0,1— 10 А) сваривают листы толщиной 0,025—0,8 мм из углеродистой и нержавеющей стали, меди, инконеля, хастеллоя, ковара, титана, тантала, молибдена, вольфрама и других металлов и сплавов.
Микроплазменная дуга находит широкое применение в радиоэлектронике и приборостроении для сварки тонких листов и фольги.
По сравнению с аргонодуговой сваркой изменение длины микроплазменной дуги оказывает значительно меньшее влияние на качество сварного соединения. Исходя из допустимого 20%-ного изменения поперечного сечения пятна нагрева при сварке, длина плазменной дуги может колебаться в пределах ±1,27 мм, в то время как длина дуги при обычной дуговой сварке в аргоне ограничивается при тех же условиях ±0,127 мм,
Вольт-амперные характеристики плазменной дуги показывают, насколько велики возможности механизации процесса сварки. Высокие градиенты потенциала в столбе такой дуги позволяют получать большое отклонение напряжения при незначительном изменении длины дуги. Это обстоятельство весьма важно для автоматического поддержания длины дуги при механизированной сварке. Кроме того, при сварке плазменной дугой возможно резкое изменение направления сварки при высокой скорости. Небольшие добавки водорода в защитный аргон улучшают теплопередачу от дуги к изделию. Гелиево-аргоновые смеси рекомендуется применять для сварки титана и других активных металлов, чтобы исключить их загрязнение. Хорошие результаты дает микроплазма при сварке угловых соединений. При необходимости сварку ведут с присадочным металлом.
Плазменно-дуговая сварка плавящимся электродом.
Этот способ представляет собой сочетание сварки плазменной дугой и сварки плавящимся электродом в среде инертного газа
Электродную проволоку подают по оси плазменной дуги, а вольфрамовый электрод, расположенный в дуговой камере плазменной горелки, наклонен под некоторым углом к оси горелки. В некоторых конструкциях плазменных горелок вольфрамовый электрод отсутствует, и его заменяет внутреннее сопло. Плавящийся электрод питается от отдельного источника тока с жесткой внешней характеристикой. Производительность расплавления электродной проволоки, которая зависит от ряда параметров процесса сварки, может достигать 30 кг/ч.
Этот комбинированный способ сварки обеспечивает возможность получения проплавления различной формы, вплоть до узкого, присущего сварке плазменной дугой.
При сварке на обратной полярности обоих электродов при большом токе на плавящемся электроде наблюдается вращение дуги, в результате чего образуется широкий шов с неглубоким проплавлением. Погонная энергия сварки регулируется изменением тока в плазменной дуге: вольфрамовый электрод — изделие.
В 3. Маркетинг: сущность, цели, принципы и основные функции.
маркетинг – вид человеческой деятельности, направленный на удовлетворение нужд и потребностей посредством обмена.
Исходной идеей, лежащей в основе маркетинга, является идея удовлетворения человеческих нужд и потребностей (физические нужды и потребности в пище, одежде, тепле, безопасности, социальные нужды и потребности, потребность в знаниях и самовыражении и т.п.). Потребности людей безграничны, а вот ресурсы для их удовлетворения ограничены. Так что человек будет выбирать те товары, которые доставляют ему наибольшее удовлетворение в рамках его возможностей.
Спрос – это потребность, подкрепленная покупательской способностью. Нетрудно перечислить спрос конкретного общества в конкретный момент времени. Однако спрос – показатель недостаточно надежный, так как он меняется. На смену выбора влияют и изменения цен, и уровень доходов. Человек выбирает товар, совокупность свойств которого обеспечивает ему наибольшее удовлетворение за данную цену, с учетом своих специфических потребностей и ресурсов.
Человеческие нужды, потребности и запросы удовлетворяются товарами. Под товаром в широком смысле можно понимать все, что может удовлетворить потребность или нужду и предлагается рынку с целью привлечения внимания, приобретения, использования или потребления.
Обмен – это акт получения от кого-либо желаемого объекта с предложением чего-либо взамен.
Рынок в маркетинге понимается как совокупность существующих и потенциальных потребителей товара (рынок сбыта).
Ключевым аспектом маркетинга является образ мышления. Он предполагает, что при принятии маркетинговых решений менеджер должен смотреть на все глазами потребителя. Следовательно, эти решения должны быть такими, в которых потребитель нуждается и которых он хочет.
Маркетинг – это процесс планирования и воплощения замысла, ценообразования, продвижения и реализации идей, товаров и услуг посредством обмена, удовлетворяющего цели отдельных лиц и организаций.
Можно выделить в этом определении четыре составляющих:
действие менеджмента (предвидение, определение целей и планирование, удовлетворение спроса);
совокупность управляемых элементов маркетинговой деятельности (продукт (замысел), цена, распределение (реализация) и продвижение);
объекты, при помощи которых удовлетворяется спрос и достигаются цели (товары, услуги, идеи, организации, люди, территории);
метод удовлетворения спроса (обмен).
Таким образом, кратко можно выразить предыдущее определение так: «маркетинг – управление удовлетворением спроса путем торговли».
Целями маркетинга могут быть:
максимально высокое потребление;
достижение максимальной потребительской удовлетворенности;
предоставление максимально широкого выбора;
максимальное повышение качества жизни.
С точки зрения управления предприятием можно выделить такие цели маркетинга:
увеличение дохода;
рост объемов продаж;
увеличение доли рынка;
создание и улучшение имиджа, известности предприятия и его продукции.
Под управлением маркетингом понимают анализ, планирование, претворение в жизнь и контроль за проведением мероприятий, рассчитанных на установление и поддержание обменов с целевыми покупателями ради достижения определенных целей предприятия.
Могут быть выделены следующие задачи маркетинговой деятельности на предприятии:
Исследование, анализ и оценка нужд реальных и потенциальных потребителей продукции фирмы в областях, интересующих фирму.
Маркетинговое обеспечение разработки новых товаров и услуг фирмы.
Анализ, оценка и прогнозирование состояния и развития рынков, на которых действует или будет действовать предприятие, включая исследование деятельности конкурентов.
Участие в формировании стратегии и тактики рыночного поведения предприятия.
Формирование ассортиментной политики предприятия.
Разработка ценовой политики предприятия.
Разработка политики распределение товаров предприятия.
Коммуникации маркетинга.
Сервисное обслуживание.
Можно выделить следующие основные принципа маркетинга:
1. Тщательный учет при принятии решений потребностей, состояния и динамики спроса и рыночной конъюнктуры. 2. Создание условий для максимального приспособления производства к требованиям рынка, к структуре спроса исходя не из сиюминутной выгоды, а из долгосрочной перспективы. 3. Информирование потенциальных потребителей о продуктах организации и воздействие на потребителей с помощью всех доступных средств, прежде всего рекламы, с целью склонить их приобрести именно данный товар.
Функции маркетинга:
1. Аналитическая
а) исследование рынка – исследование потребителей (существующих, потенциальных), конкурентов, отраслевых тенденций, общеэкон-х тенденций.
б) исследование организации (структуры и внутренней среды), товара.
2. Производственная (разработка технологий, организация производства, снабжения, управление качеством продукции).
3. Сбытовая (товарная политика, ценовая политика, сбытовая политика, политика продвижения).
4. Функция управления и контроля (орг-ция стратегического и оперативного планирования, информационное обеспечение, орг-ция сис-мы коммуникаций, обратной связи, ситуационный анализ)
В 4. Безопасность проведения электро-, газосварочных работ.
Требования безопасности при проведении электросварочных работ
Электросварочные установки должны иметь техническую документацию.
Подключать сварочные агрегаты имеет право только электромонтер.
Электросварочные агрегаты, сварочные трансформаторы и свариваемые конструкции во время сварки должны быть заземлены. Для подвода к электроду должны применяться изолированные гибкие провода с медными жилами.
Сварочные агрегаты во время их передвижения должны быть отключены от сети.
Соединение сварочных проводов должно производиться при помощи опрессовки, сварки, пайки или специальными зажимами.
Температура нагрева отдельных частей сварочного агрегата не должна превышать 75 °С.
Для защиты окружающих от действия лучей электрической дуги места сварочных работ должны быть оборудованы переносными приспособлениями.
При проведении электросварочных работ сварщик обязан закрывать лицо щитком или маской с защитными стеклами, подручный сварщика должен пользоваться защитными очками со светофильтром.
Требования безопасности при проведении газосварочных работ
Основными опасностями при проведении газосварочных работ и резки являются взрывы:
баллонов со сжатыми, сжимаемыми, растворенными газами,
ацетиленовых генераторов,
барабанов с карбидом кальция при их вскрытии,
взрывы горючих газов с воздухом и кислородом при разрыве или неправильном соединении (закреплении) шлангов.
Ацетиленовые генераторы необходимо устанавливать на открытых площадках, на расстоянии не больше 10 м от мест проведения сварочных работ, от открытого огня и сильно нагретых материалов.
Раскупорка барабанов с карбидом кальция должна производиться латунным зубилом, т.к. ацетилен при соприкосновении с медью и серебром образует взрывчатые вещества.
Наглухо запаянные барабаны открываются специальным ножом.
Место реза на крышке предварительно смазывается слоем солидола.
Вскрытые барабаны должны быть защищены от попадания в них влаги.
Дробление карбида кальция производится латунным молотком, образующаяся при дроблении пыль должна своевременно удаляться из помещения и утилизироваться в безопасном месте.
Крепление газоподводящих шлангов к редуктору, горелке и водяному затвору должно производиться специальными хомутами.
Сращивание шлангов должно производиться только на ниппелях.
№19 билет
В 1. Технология производства балочных, рамных и решетчатых конструкций.
Технология изготовления балок двутаврового и коробчатого сечения
Балки — это конструктивные элементы, работающие в основном на поперечный изгиб. Типы поперечных сечений и размеры сварных балок весьма разнообразны.
Если нагрузка приложена в вертикальной плоскости, то чаще всего используют балки двутаврового сечения. При приложении нагрузки в вертикальной и горизонтальной плоскостях, а также при действии крутящего момента, более целесообразно использование балок коробчатого сечения. И в тех и в других балках горизонтальные листы (полки) соединяют с вертикальными листами (стенками) поясными сварными швами.
Наиболее широкое применение имеют двутавровые балки. Обычно такие балки собирают из трех листовых элементов. При сборке нужно обеспечить симметрию и взаимную перпендикулярность полок и стенки, прижатие их друг к другу и последующее закрепление прихватками. Для этой цели используют сборочные кондукторы с соответствующим расположением баз и прижимов по всей длине балки.
На установках с самоходным порталом зажатие и прихватку осуществляют последовательно от сечения к сечению.
Для этого портал подводят к месту начала сборки, включают вертикальные и горизонтальные пневмоприжимы. Они прижимают стенку балки к стеллажу, а пояса — к стенке балки. В собранном сечении ставят прихватки. Затем прижимы выключают, портал перемещают вдоль балки на шаг прихватки, и операция повторяется. Вертикальные прижимы позволяют собирать балки значительной высоты, не опасаясь потери устойчивости стенки от усилий горизонтальных прижимов. При больших размерах двутавровой балки ее пояса и стенки могут быть составными. Такие балки нашли применение при сооружении пролетных строений автодорожных мостов.
При изготовлении двутавровых балок поясные швы обычно сваривают автоматами под слоем флюса. Приемы и последовательность сварки швов могут быть различными. Наклоненным электродом можно одновременно сваривать два поясных шва, однако имеется опасность возникновения подреза стенки или полки. Выполнение швов в лодочку обеспечивает более благоприятные условия их формирования и проплавления, зато приходится поворачивать балку после сварки каждого поясного шва. Для этого используют позиционеры-кантователи различных типов.
В кантователе в центрах предварительно собранную па прихватках балку закрепляют зажимами в подвижной и неподвижной опорах. В требуемое положение балку устанавливают, вращая опоры с помощью червячной передачи. Подвижность задней опоры позволяет сваривать в таком кантователе балки различной длины.
Цепной кантователь состоит из нескольких фасонных рам на которых смонтировано по два зубчатых колеса и блок Свариваемую балку кладут на провисающую цепь. Вращением ведущих звездочек балку поворачивают в требуемое положение.
В некоторых случаях применяют кантователи на кольцах. Собранную балку укладывают на нижнюю часть кольца; откидывающаяся часть замыкается с помощью откидных болтов и балку закрепляют системой зажимов.
При раздельной сборке и сварке двутавра в универсальных приспособлениях доля ручного труда на вспомогательных и транспортных операциях оказывается весьма значительной. Использование поточных линий, оснащенных специализированным оборудованием и транспортирующими устройствами, существенно сокращает затраты ручного труда. Поточные линии сварки балок таврового или двутаврового сечения могут оснащаться либо рядом специализированных приспособлений и установок, последовательно выполняющих отдельные операции при условии комплексной механизации всего технологического процесса, либо автоматизированными установками непрерывного действия.
Широкополочные двутавры и тавры с параллельными гранями полок являются наиболее экономичными горячекатаными профилями. Их использование способствует технологичности конструктивных решений, снижению расхода материала и уменьшению трудоемкости изготовления сварных конструкций.
Тавры получают роспуском двутавров в поточной линии, предусматривающей последующую правку в сортоправильной машине для обеспечения требуемой прямолинейности.
Разрезка двутавра по зигзагообразной линии с последующей сваркой выступов стенки позволяет получать двутавры с перфорированной стенкой, обладающие существенно более высокой несущей способностью по сравнению с исходным двутавром.
Большое распространение получили сварные двутавры с поясами из широкополочных тавров и стенкой — вставкой из листа. Специальное сборочно-сварочное устройство для изготовления таких балок предусматривает подачу нижнего тавра в приспособление включением транспортирующих роликов. Парные направляющие ролики обеспечивают центровку ребра тавров и листовой вставки. Положение верхнего тавра задают опорные ролики и верхняя пара направляющих роликов. Взаимное расположение собираемых элементов закрепляется приваркой планок заходных и выходных. При вертикальном положении стенки перемещение собранной балки со скоростью сварки позволяет одновременно производить сварку обоих продольных стыков с двух сторон четырьмя сварочными горелками под слоем флюса.
Балки коробчатого сечения сложнее в изготовлении, чем двутавровые, поскольку между стенками и полками находятся листы, которые обеспечивают большую жесткость на кручение. Поэтому такие балки находят широкое применение в конструкциях крановых мостов. При большой длине балок их полки и стенки сваривают стыковыми соединениями из нескольких листовых элементов.
Сначала на стеллаж укладывают верхний пояс, расставляют и приваривают к нему диафрагмы. После приварки диафрагм устанавливают, прижимают и прихватывают боковые стенки. Затем собранный П-образный профиль кантуют и внутренними угловыми швами приваривают стенки к диафрагмам. Сборку заканчивают установкой нижнего пояса. Сварку поясных швов осуществляют наклонным электродом после завершения сборки. Это объясняется тем, что для балок коробчатого сечения подрез у поясного шва менее опасен, чем для двутавровых балок, поскольку в балках коробчатого сечения Сосредоточенные силы передаются с пояса на стенку не непосредственно, а главным образом через поперечные диафрагмы.
При изготовлении полноразмерных балок моста крана все основные операции по заготовке листовых элементов и последующей общей сборки и сварки выполняют в механизированных поточных линиях с использованием автоматической сварки под слоем флюса. Наибольшую трудность при производстве балок коробчатого сечения представляет выполнение таврового соединения диафрагм и стенок угловыми швами. Небольшое расстояние между стенками затрудняет автоматическую сварку в горизонтальном положении, и сварщику приходится выполнять эти швы вручную в крайне неудобном положении.
Сварные элементы коробчатого сечения применяют для стержней ферм железнодорожных мостов. В отличие от балок у них нет диафрагм, что затрудняет сборку, и поэтому в серийном производстве для их сборки используют специальные кондукторы, фиксирующие детали по наружному контуру. Для этого в полках балок предусмотрены технологические отверстия, через которые стенки в процессе сборки поджимают к внешним опорам кулачковым механизмом. Кроме того, для предотвращения винтообразного искривления этих элементов сварку осуществляют наложением одновременно двух симметрично расположенных в одной плоскости угловых швов наклонными электродами.
При монтаже конструкций нередко возникает необходимость стыковки балок. При монтаже обычно стыковые швы стенки и полок совмещены в одной плоскости. Их выполняют ручной дуговой или механизированной сваркой в среде С02. Стык балки с не совмещенными в плоскости стыковыми швами полок и стенки применяют как технологический. Назначая последовательность выполнения швов поясов и стенки, необходимо иметь в виду следующее. Если в первую очередь сварить стыки поясов, то стык стенки придется выполнять в условиях жесткого закрепления, что может способствовать образованию трещин в процессе сварки. Если вначале сваривают стык стенки, то в стыках поясов возникает высокий уровень остаточных напряжений растяжения, что может снизить усталостную прочность при работе балки на изгиб.
Для облегчения условий сварки стыка участки длиной L поясных швов балки иногда до конца не заваривают, а выполняют их после сварки стыковых швов. Так как поперечная усадка свариваемого последним шва будет восприниматься элементом длиной L, то величина остаточных напряжений окажется меньше, чем при жестком закреплении. Однако в элементах, свариваемых в первую очередь, появление свободного участка L может вызвать коробление из-за потери устойчивости под напряжением сжатия. Для каждого конкретного случая в зависимости от перечисленных факторов оптимальная технология выполнения стыка может быть различной.
Непосредственная сварка стыковых соединений с полным проплавлением всего сечения профильных элементов требует высокой квалификации сварщика и тщательного контроля качества полученных соединений. При изготовлении конструкций, работающих при статических нагрузках, часто применяют соединения с накладками, привариваемыми к соединяемым элементам угловыми швами. Такое соединение технологически проще, хотя и требует дополнительного расхода металла. Для конструкций, работающих при вибрационных нагрузках, соединения с накладками непригодны.
Технология изготовления рамных конструкций
Рамы представляют собой объемную пространственную конструкцию, предназначенную для соединения отдельных деталей и механизмов в единый агрегат. Одно из главных требований, предъявляемых к рамам,— жесткость конструкции. Поэтому входящие в состав сварной рамы балочные заготовки соединяют друг с другом жестко либо непосредственно, либо с помощью вспомогательных элементов жесткости. Размеры рам и их конструктивное оформление весьма разнообразны, поэтому различны и методы получения балок для рам. Например, в тяжелом машиностроении рамы клетей мощных прокатных станов собирают и сваривают из балочных заготовок в виде массивных стальных отливок.
Места стыков выбраны из условия симметрии сварочных деформаций и относительной простоты формы каждого элемента. Сложное очертание двутаврового сечения в месте стыка заменено сплошным в целях удобства выполнения его электрошлаковой сваркой пластинчатыми электродами. Несмотря на заметное увеличение количества наплавленного металла, такое конструктивное оформление стыка оказывается более технологичным, чем заполнение номинального сечения многослойной сваркой. После электрошлаковой сварки рама проходит термообработку для улучшения механических свойств сварных соединений и снятия остаточных напряжений. Необходимая точность размеров готовой рамы обеспечивается последующей механической обработкой.
В рамах тележек железнодорожного подвижного состава нередко наиболее сложные элементы выполняют в виде стальных отливок с относительно тонкими стенками. Рамы тележек испытывают многократное воздействие динамических нагрузок, поэтому их конструктивное оформление и технология сборки и сварки должны обеспечивать в этих условиях минимальную концентрацию напряжений.
Серийный выпуск рам значительных размеров имеет место в производстве транспортных конструкций. Характерным примером является рама полувагона, представляющая собой систему жестко соединенных балок: продольной хребтовой и восьми поперечных. Сечение хребтовой балки составляют два элемента Z-образного профиля и двутавр. Общей сборке рамы предшествует сборка и сварка этих балок. Прямолинейность хребтовой балки обеспечивают компенсацией деформаций изгиба от сварки продольных швов путем создания предварительного обратного прогиба, задаваемого сборочным приспособлением и фиксируемого постановкой прихваток.
Поперечные балки также собирают до общей сборки. Сборку рамы полувагона осуществляют в перевернутом положении. В приспособление последовательно устанавливают все поперечные балки, а затем последней опускают хребтовую балку, заводя ее между вертикальными листами поперечных балок до опирания элемента Z-образного профиля на верхние горизонтальные листы этих балок. Общую сварку собранной на прихватках рамы выполняют в кантователе.
В серийном производстве рамных конструкций в зависимости от числа изделий одного типоразмера сборочно-сварочная оснастка может быть либо переналаживаемой, либо специализированной.
Установка для общей сборки мостовых кранов может переналаживаться. Она состоит из двух поперечных опор — неподвижной и подвижной, перемещающейся по рельсовому пути с помощью тяговой электролебедки и блока, установленных между рельсами в углублении. Точная установка передвижной опоры обеспечивается закрепленным на ней барабаном 10 с несколькими витками тягового троса. При работе лебедки барабан не вращается, а после выключения лебедки поворачивается вручную. При этом происходит медленное перемещение опоры до совпадения фиксатора с отверстиями в рельсах, соответствующими пролету собираемого крана. Опоры имеют по два суппорта с ложементами для колес крана. Перемещение суппортов посредством ходовых винтов позволяет настраивать опору на требуемый размер концевой балки.
Решетчатые конструкции представляют собой систему стержней, соединенных в узлах таким образом, что стержни испытывают, главным образом, растяжение или сжатие. К ним относятся фермы, мачты, арматурные сетки и каркасы.
Фермы, как и балки, работают на поперечный изгиб. Конструктивные формы балок проще, однако при больших пролетах применение ферм оказывается более экономичным.
Треугольная и раскосная схемы являются основными. Фермы, воспринимающие нагрузки по верхнему или нижнему поясам, с целью уменьшения длины панели изготовляют по схемам. Иногда применяют безраскосные фермы с жесткими узлами. По очертанию поясов фермы могут быть с параллельными поясами или с поясами, образованными ломаной линией.
По назначению фермы разделяют на стропильные и мостовые. Стропильные фермы работают при статической нагрузке. В качестве стержней используют главным образом прокатные и значительно реже гнутые замкнутые сварные профили и трубы.
Стержни в узлах соединяют либо непосредственно, либо с помощью вспомогательных элементов главным образом способами дуговой сварки. Перспективным является применение точечной контактной сварки.
При сборке ферм особое внимание уделяют правильному центрированию стержней в узлах во избежание появления изгибающих моментов, не учтенных расчетом.
Разнообразие типов и размеров ферм иногда не позволяет использовать преимущества их сборки в инвентарных кондукторах. В этих случаях нередко применяют метод копирования. Первую собранную по разметке ферму закрепляют па стеллаже — она служит копиром. При сборке детали каждой очередной фермы раскладывают и совмещают с деталями копирной фермы. После скрепления деталей прихватками собранную ферму снимают с копира, укладывают на стеллаже отдельно и ставят на нее недостающие парные уголки. Когда сборка требуемого количества ферм закончена, копирную ферму также дособирают и отправляют на сварку.
Такой способ сборки прост и эффективен, но не обеспечивает необходимой точности размеров ферм и правильного расположения монтажных отверстий. Для увеличения точности сборки на концах копира укрепляют специальные съемные фиксаторы, которые определяют положение деталей с монтажными отверстиями и ограничивают геометрические размеры конструкции в пределах заданных допусков.
При достаточно большом количестве выпускаемых ферм одного типоразмера становится экономически целесообразным использование кондукторов и кантователей. Кондуктор монтируют на базе плиты с Т-образными пазами. Плита состоит из отдельных секций и оснащена элементами универсальных сборочных приспособлений — опор, упоров, горизонтальных и вертикальных прижимов, фиксаторов. Детали устанавливают по упорам и перед прихваткой зажимают при помощи сборочных приспособлений: эксцентриковых зажимов, струбцин, вилок или с помощью переносной пневмогидравлической струбцины.
В кондукторе фермы собирают без кантовки. Для их поворота при сборке нередко используют устройство, дополняющее сборочный кондуктор. С помощью рамки собранную ферму сначала ставят в вертикальное положение, а затем передают на стенд, причем в каждом из этих положений выполняют соответствующие швы. В это время на кондукторе производят сборку следующей фермы.
Использованию механизированных поточных методов при изготовлении ферм препятствует не только разнообразие типоразмеров и небольшое число изделий в серии, но и низкая технологичность типовых конструктивных решений. Большое количество деталей, составляющих ферму, усложняет сборочные операции, приводит к необходимости выполнения множества швов, различным образом ориентированных в пространстве, и требует кантовки собранного изделия при сварке. Качество получаемых соединений в значительной мере зависит от квалификации сварщиков и ряда других факторов, характерных для ручного производства.
Уменьшить массу фермы позволяет использование трубчатых профилей. Однако для труб круглого сечения непосредственное соединение элементов в узле получается весьма трудоемким. Иногда концы труб относительно небольших диаметров сплющивают, что упрощает их соединение в узлах способами дуговой сварки. Значительно проще оказывается соединение в узлах труб прямоугольного или квадратного сечения.
При значительных размерах решетчатую конструкцию изготовляют на заводе по частям и отправляют на место монтажа отдельными секциями. Размеры секций назначают в зависимости от способа транспортировки; при перевозке по железной дороге исходят из габарита подвижного состава. Секции обычно представляют собой пространственные конструкции; в случае их серийного производства для сборки используют специальные кондукторы. Пространственные решетчатые конструкции башенного типа имеют большую высоту и подвергаются значительным ветровым нагрузкам, поэтому их изготавливают преимущественно из трубчатых элементов
Особую группу ферм представляют мостовые фермы для автомобильного и железнодорожного транспорта, которые работают при переменных нагрузках и нередко при низких климатических условиях, что обуславливает уделять особое внимание при проектировании и изготовлении сварных мостовых пролетных строений, предотвращению и устранению концентрации напряжений в сварных соединениях и узлах. Такие пролетные строения могут изготавливаться с ездой поверху или понизу. При устройстве таких ферм в основном используют балочные клетки из продольных и поперечных балок.
К решетчатым конструкциям следует отнести и сварные элементы арматуры железобетона: сетки, плоские и пространственные каркасы.
Сетки из взаимноперпендикулярных стержней круглого или периодического профиля, соединяемых контактной сваркой, могут быть рулонные и плоские. Такие сетки предназначены для армирования плит прекрытий, перегородок, покрытия дорог, аэродромов, каналов и других элементов конструкций и сооружений.
Типы сварных каркасов разнообразны. Плоские каркасы используют в балочных перекрытиях, они состоят из продольной арматуры (поясов) и соединительной решетки в виде отдельных стержней или непрерывной змейки. Плоские каркасы, как и сетки сваривают на точечных контактных машинах. Пространственные каркасы обычно имеют поясные продольные стержни и соединительную решетку либо в виде отдельных стержней, располагаемых по каждой из граней, либо в виде непрерывной проволоки, навиваемой по спирали
В строительстве применяют сборные железобетонные конструкции, элементы которых изготовляют индустриальными методами на заводах с помощью контактной сварки пересекающихся стержней, главным образом с помощью автоматических установок и линий.
Контактная сварка наиболее производительна, по ее применение обычно ограничивается заводами и полигонами сборного железобетона. При изготовлении каркасов для монолитных железобетонных сооружений и выполнении монтажных соединений сборного железобетона применяют электродуговую, ванную и электрошлаковую сварку.
В 2. Наплавка металлов: сущность и особенности; разновидности наплавки.
Сущность и особенности наплавки металлов.
Наплавка - одна из разновидностей сварки - служит для нанесения слоя металла заданного состава на поверхность изделия. Нанесенный металл прочно связывается с основным, образуя надежное соединение.
Наплавку применяют для восстановления и упрочнения деталей машин и оборудования путем нанесения на их рабочие поверхности металлических покрытий любой толщины, любого химического состава с разнообразными свойствами (высокой твердостью и износостойкостью), слои антифрикционные, кислотостойкие, жаропрочные, кавитационностойкие и т. п. Масса наплавленного металла обычно составляет несколько процентов от массы изделия.
С помощью наплавки создают биметаллические изделия, у которых выгодно сочетаются свойства наплавленного и основного металлов. Номенклатура наплавляемых деталей весьма разнообразна по массе, форме, материалам и условиям работы. Это вызвало появление различных видов и способов наплавки, отличающихся друг от друга источниками нагрева, способом ввода легирующей присадки в покрытие, ее видом, типом защиты зоны жидкого металла, степенью механизации процесса.
В качестве источника нагрева могут применяться пламя газовой горелки, электронный луч, световой луч, плазменная струя, токи высокой частоты, электрическая дуга и др.
Особое место в сварочном производстве занимают наплавочные работы, применяемые в основном для износостойкой наплавки при ремонте изделий и в гораздо меньшем объеме при изготовлении новых долговечных биметаллических деталей и изделий. Однако в отдельных отраслях народного хозяйства, особенно в машиностроении, наплавка новых деталей занимает значительное место. Широкое использование наплавочные работы нашли при изготовлении биметаллических деталей: лопастей гидротурбин, штампов, прокатных валов, крупного металлорежущего инструмента, опорных роликов гусеничных машин и др.
При использовании конструкций с наплавленными износостойкими слоями достигается значительное увеличение долговечности наиболее нагруженных узлов машин и механизмов. Широкое распространение наплавочные работы получили в связи с тем, что с их помощью можно создавать значительно более дешевые биметаллические изделия с такими же или даже более высокими свойствами, чем у изделий, изготовленных из целого куска высоколегированной стали или различных сплавов.
В промышленности широко используют следующие способы наплавки: ручную дуговую плавящимся электродом, дуговую под флюсом, дуговую в защитных газах неплавящимся и плавящимся электродами. В последнее время разработан ряд новых методов наплавки, таких как вибродуговая, электрошлаковая, токами высокой частоты и др. Эти методы позволяют значительно повысить производительность труда, получить наплавленные слои с особыми свойствами, работы эти легко автоматизируются.
Технологический процесс наплавки должен обеспечивать минимальные потери электродного и дополнительного присадочного материала при максимальной производительности, которая оценивается по коэффициенту наплавки ан или количеству металла, наплавленного в единицу времени.
Область применения способа наплавки зависит от его преимуществ и недостатков. При выборе технологии учитывают возможности и традиции предприятия.
Дуговая наплавка покрытыми электродами.
Электродное покрытие служит для защиты ванны жидкого металла от кислорода и азота воздуха, стабилизации дуги, повышения технологичности процесса наплавки и введения легирующих элементов в состав наплавленного металла. Дуговую наплавку покрытыми электродами, как правило, выполняют вручную.
Основными технологическими параметрами дуговой наплавки покрытыми электродами являются напряжение дуги, сила сварочного тока и скорость перемещения электрода.
Тип электрода определяют в зависимости от требуемого химического состава наплавки согласно паспортным данным изготовителя электрода, используя соответствующие каталоги. Диаметр электрода выбирают в зависимости от размеров наплавляемой детали. Затем с учетом материала детали подбирают сварочный ток.
Условно к "ручным" способам можно отнести наплавку наклонным и лежачим электродами.
При этом не нужны какие-либо механизмы. Электрод перемещается под действием силы тяжести. Однако направление оси наплавляемых валиков является нестабильным, поэтому сложно правильно сформировать слой в целом.
Наплавку лежачим электродом осуществляют стандартными электродами, а также специальными электродами и пластинами. Для наплавки применяют электроды, покрытие которых не является токопроводящим, или принимают меры для изоляции электрода. Допускается параллельная укладка двух и более электродов. Со стороны торца возбуждают дугу путем закорачивания сердечника электрода на изделие с помощью отдельного стального или угольного стержня. Желательно применять осцилляторы, облегчающие начало процесса наплавки и повышающие устойчивость дуги. Для повышения производительности наплавки используют пластинчатые электроды.
Легирование наплавленного металла осуществляют через электродный металл, за счет покрытия, нанесенного заранее на пластину, а также предварительно насыпая порошки ферросплавов. Один конец пластинчатого электрода отогнут и прикасается к поверхности изделия для возбуждения дуги. Сверху пластину засыпают флюсом толщиной 10... 15 мм, на который накладывают массивную медную плиту. После включения напряжения возникает дуга, которая блуждает в поперечном направлении. Электрод постепенно оплавляется, а сварочная ванна движется в продольном направлении. Размеры и форма наплавленной поверхности определяются размером и формой пластинчатого электрода. При накоплении большого количества шлака процесс формирования слоя наплавленного металла ухудшается.
Преимуществами дуговой наплавки покрытыми электродами являются возможность наплавки деталей сложной формы; широкий выбор электродов с толстым покрытием; низкая стоимость и транспортабельность оборудования, позволяющая выполнять наплавку в полевых условиях.
К недостаткам технологии относятся низкая производительность; нестабильность качества наплавленного металла; перерасход электродных материалов за счет разбрызгивания и остающихся огарков электродов в месте их крепления в электродержателе.
Дуговая наплавка под флюсом
При дуговой наплавке под флюсом сварочная дуга между голым электродом и изделием горит под слоем сухого гранулированного флюса толщиной 20...40 мм с размером зерен 0,5...3 мм в поперечнике
Одновременно плавятся сварочная проволока, основной металл и флюс. При плавлении часть легирующих компонентов выгорает. Жидкий металл в сварочной ванне постоянно движется и перемешивается. Металл сварочного шва, полученного под флюсом, состоит из расплавленного присадочного металла (1/3) и переплавленного основного металла (2/3). Отношение массы расплавленного флюса к массе расплавленного присадочного металла составляет ~1:1. Использование флюса обеспечивает уменьшение разбрызгивания и угара металла, позволяет применять ток большей плотности, чем при ручной наплавке покрытыми электродами; замедляет процесс затвердевания металла; создает благоприятные условия для выхода газов из шва; уменьшает потери тепла сварочной дуги на излучение и нагрев потоков окружающего воздуха.
Электродным материалом для наплавки под слоем флюса служат проволоки сплошного сечения (углеродистая, легированная и высоколегированная), порошковые проволоки (легированная и высоколегированная). Для повышения производительности процесса используют также ленточные электроды (стальная, спеченная, металлокерамическая и порошковая лента).
Основными технологическими параметрами наплавки являются состав флюса и электродного материала; напряжение дуги; сила и полярность тока; скорость наплавки и подачи электродного материала; шаг наплавки; смещение электрода с зенита; диаметр и вылет электрода.
Марку флюса и электродного материала выбирают с учетом требуемых физико-механических свойств наплавленного покрытия.
С повышением напряжения дуги увеличивается ширина наплавленного валика, повышается количество расплавленного флюса, т. е. его расход. При низком напряжении дуги получается высокий узкий валик.
Сварочный ток определяет глубину проплавления основного металла и производительность процесса. С увеличением тока возрастают объем жидкой ванны, глубина и площадь проплавления металла, что приводит к увеличению высоты наплавляемого валика. Однако при дальнейшем повышении тока формирование наплавляемого валика ухудшается, отсутствует плавный переход от поверхности наплавленного металла к основному. Появляется опасность деформации детали, уменьшается концентрация легирующих элементов в наплавленном слое, так как доля основного металла в нем повышается. Чем меньше диаметр детали, тем меньше должны быть ток и диаметр электродной проволоки.
Ток выбирают в зависимости от диаметра электродной проволоки и регулируют скоростью ее подачи. Для уменьшения проплавления основного металла применяют ток обратной полярности.
Замена
одноэлектродной наплавки многоэлектродной
позволяет повысить производительность
процесса в 1,5—2 раза, более рационально
использовать легирующие элементы
проволоки и флюса за счет длительного
взаимодействия расплавленного металла
и флюса. 
Преимуществами наплавки под флюсом являются:
- производительность процесса, возросшая в 6—8 раз по сравнению с наплавкой покрытыми электродами за счет механизации, уменьшения потери тепла, увеличения силы тока;
- гарантия наплавки с заданным химическим составом и физико-механическими свойствами наплавленного слоя (качество наплавки не зависит от квалификации сварщика);
- возможность получения наплавленного слоя значительной толщины (1,5...8 мм);
- уменьшение расхода электродного материала благодаря устранению потерь на разбрызгивание, угар, огарки (не более 3%);
- облегчение условий труда, так как процесс механизирован и отсутствует излучающее действие дуги.
К недостаткам этой технологии относятся:
большой прогрев детали и значительная зона термического влияния с нарушением термообработки примыкающих к наплавке участков детали;
проблема удержания ванны расплавленного металла и флюса при наплавке деталей цилиндрической формы (наплавку деталей диаметром менее 50 мм не проводят);
отсутствие возможности получения покрытия толщиной менее 1,5 мм;
необходимость удаления шлаковой корки, которая может способствовать прекращению горения дуги при наплавке смежных валиков.
Благодаря преимуществам механизированная наплавка под флюсом является самой распространенной.
Наплавка открытой дугой
Применение при дуговой наплавке флюса связано с определенными технологическими трудностями, что усложняет механизацию и автоматизацию процесса. При использовании порошковой проволоки или ленты можно, изменяя состав наполнителя отказаться от флюса и защитных газов, так как газы и шлак, образующиеся при плавлении порошкообразных компонентов шихты проволоки или ленты, могут защитить жидкий металл от воздействия атмосферы и повысить стабильность процесса наплавки.
Сердечник порошковой проволоки для наплавки под флюсом содержит преимущественно легирующие элементы, а для наплавки открытой дугой — материалы, образующие газы и шлаки, которые защищают зону дуги от кислорода и азота воздуха.
Порошковая проволока с внутренней защитой обеспечивает легирование наплавленного металла в широких пределах. При этом в наплавленном слое содержится большое количество легирующих элементов, способствующих его самозакаливанию на воздухе.
Н аплавка
открытой дугой порошковой проволокой
имеет следующие преимущества:
аплавка
открытой дугой порошковой проволокой
имеет следующие преимущества:
простота оборудования и технологии;
отсутствие необходимости применять защитный газ и флюс;
возможность наплавки в полевых;
сравнительная простота введения легирующих элементов в наплавленный металл, состав которого можно регулировать в широких пределах.
Для процесса наплавки этим способом характерно обильное выделение дыма. Эта проблема решена с помощью дымового коллектора.
Наплавка в среде углекислого газа
Процесс наплавки в среде защитных газов отличается тем, что в зону горения электрической дуги под давлением подается защитный газ, и столб дуги, а также расплавленная сварочная ванна изолируются от кислорода и азота воздуха. Для создания защитной атмосферы используют пищевую углекислоту или сварочный углекислый газ, чистый аргон.
Наиболее распространена наплавка в среде углекислого газа плавящимся электродом
Она в 1,2—1,5 раза экономичнее наплавки под слоем флюса, а производительность при этом на 25—30% выше. Наплавка в С02 обеспечивает хорошее формирование шва, наплавленный металл получается плотным, зона термического влияния невелика. Благодаря последнему преимуществу этот способ применяют для наплавки нежестких деталей малого диаметра.
Питание углекислым газом осуществляют по схеме баллон — подогреватель — осушитель — понижающий редуктор — ротаметр — наплавочный аппарат (горелка). Подогрев и осушение углекислого газа необходимы для предотвращения возможной закупорки льдом отверстий в редукторе вследствие расширения газа и увеличения влажности. Для снижения давления СО2, подаваемого в зону дуги, с 5,0...5,5 до 0,05...0,20 МПа используют понижающий редуктор с манометрами высокого и низкого давления. По шкале ротаметра определяют расход газа.
Известны два варианта механизации анализируемой наплавки.
- В первом случае механизированы все действия, включая подачу СО2 и электродной проволоки, относительное перемещение горелки и наплавляемой детали.
- В другом — механизирована подача СО2 и электродной проволоки, а относительное перемещение горелки и наплавляемой детали осуществляют вручную.
Сварку (наплавку) в углекислом газе, как правило, проводят при постоянном токе обратной полярности с жесткой внешней характеристикой источника тока.
Основными технологическими параметрами наплавки в среде СО2 являются:
-состав электродного материала,
- напряжение дуги,
- сила и полярность тока,
- скорость наплавки и подачи электродного материала,
-шаг наплавки,
- диаметр и вылет электрода
- расход защитного газа.
Состав электродного материала выбирают с учетом требуемых физико-механических свойств наплавленного покрытия.
На ряде предприятий для восстановления деталей машин используют автоматическую наплавку в среде углекислого газа с направленным охлаждением. Сущность способа заключается в том, что на наплавленный в среде углекислого газа металл(температура его должна быть равна или выше температуры закалки) подается охлаждающая жидкость (5%-ный раствор кальцинированной соды в воде), которая обеспечивает закалку нанесенного слоя. Изменяя место подвода охлаждающей жидкости в зависимости от химического состава электродной проволоки можно регулировать твердость наплавленного металла в пределах 27...51 HRC (без дополнительной термообработки).
Наплавка в среде углекислого газа занимает ведущее место среди других способов наплавки. Это объясняется ее существенными преимуществами:
- хорошим формированием шва (наплавленный металл плотный);
-интенсивным отводом тепла из зоны сварки (деталь нагревается незначительно, что обеспечивает возможность наплавки тонкостенных и нежестких изделий без деформации и разрушения);
- высокой производительностью процесса в связи с отсутствием потерь тепла на плавление флюса (на 25...30% выше, чем при наплавке под флюсом);
- экономичностью, простотой конструкции оборудования;
- отсутствием необходимости удаления шлаковой корки, дестабилизирующей горение дуги.
Недостатками технологии наплавки в среде СО2 являются:
-разбрызгивание металла,
- сравнительно низкие твердость и износостойкость наплавки, так как легирование наплавляемого металла через флюс не имеет места;
- окисляющее действие СО2 требует применения специальной проволоки, легированной кремнием и марганцем;
- необходимость транспортировки баллона с СО2;
- необходимость защиты сварщика от излучения электрической дуги.
Наплавка в среде инертного газа
Процесс наплавки в среде инертного газа состоит в дуговой наплавке при защите зоны дуги аргоном, гелием или другим инертным газом. Наплавку в среде инертного газа осуществляют плавящимся и вольфрамовым электродами.
Наплавка плавящимся электродом отличается тем, что дуга возникает между основным металлом и электродным наплавочным материалом. Процесс протекает в условиях автоматической подачи электродной проволоки. В качестве защитного газа чаще всего используют аргон, хотя в среде чистого аргона дуга теряет стабильность при наплавке любого материала, кроме алюминиевых сплавов. Для стабилизации дуги при наплавке стали к аргону добавляют до 20% кислорода или углекислого газа, что существенно влияет на глубину проплавления поверхности основы и свойства наплавленного металла. Поэтому для того, чтобы получить металл с заданными свойствами, необходимо тщательно выбирать состав защитного газа.
При наплавке вольфрамовым электродом дуга, за счет теплоты которой происходит плавление наплавочного присадочного металла, возникает между основным металлом и вольфрамовым электродом. Аргонодуговая наплавка, сходная с газовой, проводится при подаче наплавочного прутка и его плавлении дугой. Применение механизированных средств подачи наплавочного материала с постоянной скоростью позволяет осуществлять наплавку в автоматическом или полуавтоматическом режиме.
Применение инертного газа исключает необходимость использования флюса, поэтому этот способ особенно эффективен при наплавке цветных металлов, высоколегированных сталей и других материалов, чувствительных к окислению и азотированию. Высокое качество наплавленного металла обеспечивается при широком выборе наплавочных материалов. Стабильная дуга колоколообразной формы образуется в широком диапазоне силы тока, что обеспечивает формирование сварочной ванны и ровный валик наплавленного металла с гладкой поверхностью. Этот способ по производительности уступает наплавке плавящимся электродом из-за высокой концентрации энергии и низкой эффективности использования теплоты дуги.
Вибродуговая наплавка
Основными особенностями вибродуговой наплавки являются вибрация электродной проволоки и подача охлаждающей жидкости в зону горения дуги (частота колебаний проволоки вдоль оси 50...100 1/c, амплитуда 1...3 мм).
Вибрация обеспечивает стабильность дуги за счет использования энергии электродвижущей силы самоиндукции при размыкании электрода и детали (напряжение источника тока 14...20 В, однако в момент размыкания электрода и детали за счет ЭДС самоиндукции оно возрастает до 30...35 В, что облегчает зажигание дуги). Кроме того, вибрация позволяет осуществить мелкокапельный перенос наплавляемого металла.
Вибродуговую наплавку проводят с помощью автоматической головки, которую устанавливают вместо резцедержателя на суппорте токарного станка.
Основание головки изолируется от плиты суппорта станка текстолитовыми прокладками и втулками, станок заземляется. Наплавляемая деталь, закрепленная в патроне или в центрах станка, вращается с определенной скоростью. Сварочный ток к обрабатываемой детали подводится токоподводящим устройством. Для этого на шпиндель станка напрессовывают медное кольцо, к станине привинчивают траверсу со щеткодержателем и щеткой. Как и при других технологиях наплавки, для минимального проплавления основного металла рекомендуется ток обратной полярности.
Автоматическая вибродуговая головка с мундштуком предназначена для подачи электродной проволоки и отрыва ее от детали. Проволока из кассеты подается механизмом, который состоит из роликов, редуктора и электродвигателя. Электрод вибрирует с помощью электромагнитного или механического вибратора. Более надежно работают механические вибраторы, например эксцентриковые.
Охлаждающая жидкость подается в зону наплавки насосом, для этого применяют 3...5%-ный водный раствор кальцинированной соды с добавлением 0,5% машинного масла или 10...20%-ный водный раствор технического глицерина. С помощью охлаждающей жидкости осуществляют закалку наплавленного слоя без дополнительной термообработки; защиту расплавленного металла от кислорода и азота воздуха путем превращения жидкости в пар и вытеснение воздуха из зоны горения дуги; предотвращают нагрев детали, которая в процессе наплавки практически остается холодной.
Режим наплавки характеризуется величиной тока, скоростью наплавки и подачи электродной проволоки, шагом наплавки, расходом охлаждающей жидкости, частотой вибрации электрода и т. д.
Необходимую твердость наплавленного покрытия получают, применяя проволоку соответствующего химического состава
Преимущества вибродуговой наплавки:
-путем подбора электродной проволоки получают покрытия высокой твердости и износостойкости без дополнительной термообработки;
- детали не деформируются и не нагреваются в процессе наплавки;
- производительность процесса в 4—5 раз выше, чем ручной дуговой наплавки;
- благодаря току низкого напряжения увеличивается безопасность проведения работ.
Наряду с положительными вибродуговая наплавка имеет и отрицательные стороны.
- снижается прочность наплавленных деталей при переменных нагрузках, что объясняется образованием закалочных структур и возникновением растягивающих напряжений в полученных покрытиях. Поэтому детали машин, испытывающие при эксплуатации переменные нагрузки и склонные к поломке из-за усталости, восстанавливать вибродуговой наплавкой не рекомендуется.
- неоднородная твердость наплавленного слоя, которая предопределяется перекрытием валиков (швов). В месте перекрытия твердость снижается вследствие отпуска ранее нанесенного металла
Электрошлаковая наплавка
В
процессе электрошлаковой наплавки ток
проходит от электрода к детали через
жидкий шлак, в результате выделяется
тепло. Температура шлаковой ванны
выше, чем температура плавления
присадочного материала электрода.
Присадочный металл р асплавляется,
оседает и формируется охлаждаемым
кристаллизатором, который придает
нанесенному слою нужную форму.
асплавляется,
оседает и формируется охлаждаемым
кристаллизатором, который придает
нанесенному слою нужную форму.
По сравнению с дуговым процессом при ЭШН расход электроэнергии в 1,5...2 раза, а флюса в 20 раз меньше. Наличие ванны жидкого шлака высотой 20...60 мм облегчает всплывание газовых пузырьков, частиц шлака и удаление их из металла. Поэтому при ЭШН склонность к образованию пор и других неплотностей значительно ниже, чем при дуговой. Вследствие благоприятного направления роста кристаллов в наплавленном металле, полученном электрошлаковым способом, значительно снижается склонность к образованию кристаллизационных трещин. Этому также способствуют более низкие скорости нагрева и охлаждения околошовной зоны, кристаллизации ванны жидкого металла.
С помощью ЭШН возможно наплавлять как толстые слои практически неограниченных размеров с принудительным формированием, так и тонкие толщиной до 3...5 мм, при свободном формировании наплавленного металла.. Наплавляют плоские, цилиндрические, конические наружные и внутренние поверхности. Возможна также наплавка поверхностей сложной формы. Способ позволяет без особых затруднений наплавлять слои с изменявшимися по длине, а ширине химическим составом и свойствами по заранее заданному закону.
Электрошлаковый процесс может устойчиво протекать как на переменном, так и на постоянном токе прямой или обратной полярности. В связи с тем, что тепловая инерция шлаковой ванны велика, низкочастотные изменения напряжения и даже кратковременные отключения сварочного тока практически не ухудшают устойчивости электрошлакового процесса. С этой точки зрения требования к источникам питания для электрошлаковой сварки и наплавка менее жестки, чем для дуговой. Источники питания, применяемые для дуговой сварки, могут быть использованы и для электрошлаковой наплавки. Однако более стабильный процесс можно получить, используя специализированные источники питания с низким напряжением холостого хода, жесткой или пологопадающей внешней характеристикой. Такие источники питания отличны от источников питания с падающими характеристиками, имеют более высокие коэффициенты полезного действия и мощности.
Легирование металла при ЭШН может осуществляться через плавящийся электрод или путем введения некомпактного материала в шлаковую ванну. К некомпактным материалам относятся: порошок, зернистый материал, дробленые пластины металлокерамических сплавов, стружка, дробь и др.
Использование данных присадок при различных способах электрошлаковой наплавки возможно с использованием плавящегося, неплавящегося или секционнонеплавящегося электрода.
Электрошлаковая наплавка при изготовлении или упрочнении торцевых объемов различных деталей штампов (формирующих и прошивных пуансонов, игл, выталкивателей и т.п.) предусматривает применение порошковой проволоки
Карбид вольфрама может использоваться для получения слоев на деталях работающих в тяжелых условиях абразивного износа. Кроме релита применяют также дробленые пластины металлокерамичесних сплавов ТН-20. Наплавку производят проволочными электродами, материал которых образует матрицу композиционного сплава. Зерна твердой фазы подают при помощи дозатора в шлаковую ванну, а через нее – в жидкий металл.
Увеличить скорость процесса в 2...2,5 раза и существенно улучшить структуру и механические свойства наплавленного металле, а также упростить дозировку некомпактного материала, обладающего ферромагнитными свойствами возможно путем подачи присадки на вылет электрода за пределами зазора
В качестве некомпактного материала используется крупка из проволоки 0 0,8...1,6 мм, которая подается из специального дозирующего устройства на вылет проволочного электрода диаметром 5 мм, где она концентрируется в результате действия магнитного поля сварочного тока и совместно с электродом поступает в шлаковую ванну. Процесс может осуществляться на повышенном против обычной электрошлаковой наплавки, токе без нарушений формирования слоя и образования горячих трещин.
Получение композиционного износостойкого покрытия, состоящего из армирующих нерастворенных и недиссоциированных в слое зерен тугоплавких соединений предусматривает применение матричного металла с температурой плавления не более 1200°С. Перспективными в этом отношении являются двойные системы: релит-марганцевый мельхиор, твердосплавные частицы - марганцевый мельхиор. Твердосплавные частицы ВК6 с использованием металла-связки МНМЦ20-20 при стыко-шлаковой наплавке удобнее вводить через электрод большого сечения.
Легирование слоя наплавляемого на горизонтальные поверхности полуавтоматической электрошлаковой наплавкой пластинчатым электродом осуществляется нанесением тонкого слоя порошкообразной шахты на электрод, либо, в виде свободной насыпки, либо в виде обмазки
В зависимости от состава легирующей шихты и соотношения между ее весом и весом металлического стержня можно получить покрытие с различными свойствами.
Широкослойная износостойкая многоэлектродная горизонтальная электрошлаковая наплавка позволяет оперативно в широких пределах изменять химический состав наплавленного металла.
На практике часто возникает необходимость наплавки слоев небольшой толщины (3...10 мм). Это возможно при использовании горизонтальной схемы электрошлаковой наплавки. Она обеспечивает получение биметаллического слоя или слоя переменного химического состава.
Использование некомпактных материалов позволяет значительно повысить производительность наплавочных работ и получить биметаллические детали, наплавленный слой которых имеет высокую износостойкость. С применением данной технологии возможна наплавка за один проход слоя практически любой заданной ширины.
Данный способ обладает рядом преимуществ:
возможность получения тонких покрытий толщиной I...3 мм;
равномерность легирования покрытия;
использование порошка любого гранулометрического состава с различным удельным весом;
малая глубина проплавления основного металла;
уменьшение телловложения в основной металл, простота регулирования величины тепловложения.
Плазменная наплавка
В процессе плазменной наплавки между основным металлом детали и электродом горелки (катодом) возникает электрическая дуга, обеспечивающая переход в плазменное состояние рабочего газа, подаваемого в зону дуги. При этом из сопла горелки истекает высокотемпературная плазменная струя, обеспечивающая плавление наплавочного материала.
Две проволоки, последовательно подключенные к источнику питания переменного тока, нагреваются за счет электросопротивления и подаются с постоянной скоростью в сварочную ванну под плазменной горелкой, где происходит их быстрое расплавление. Для образования плазмы используют смесь гелия (75%) с аргоном (25%), а в качестве защитного газа применяют аргон, защищающий сварочную ванну и кристаллизующийся наплавленный металл позади плазменной горелки от действия окружающего воздуха. При поперечных колебаниях плазменной горелки получают валик шириной до 64 мм.
Плазменную наплавку осуществляют расплавлением электродной или дополнительно введенной в плазменную струю проволоки. В качестве наплавочного материала используют порошок, который подают в плазму по каналу на выходе сопла горелки или наносят на поверхность изделия и расплавляют плазмой.
Преимуществами плазменной сварки и наплавки являются:
-высокая производительность,
- меньшая зона термического влияния,
-более низкая деформация обрабатываемых деталей.
Плазменную наплавку применяют для восстановления, упрочнения деталей нежесткой конструкции и нанесения покрытий из тугоплавких материалов.
Наплавка намораживанием из расплава
Сущность процесса заключается в том, что наплавляемый металл затвердевает на очищенной от оксидной пленки поверхности заготовки, погруженной в расплав этого металла. Из-за различия температур расплава Т1 и заготовки Т2 (Т1>>Т2) локальный объем расплава, контактирующий с поверхностью заготовки, охлаждается до затвердевания. После кратковременной выдержки в расплаве заготовку извлекают и на ее поверхности получается слой присадочного металла.
Основными технологическими операциями процесса наплавки намораживанием являются:
- подготовка присадочного материала;
- подготовка наплавляемой поверхности заготовки;
- наплавка рабочей поверхности заготовки погружением в расплав металла (погружение, кратковременная выдержка, извлечение);
- охлаждение изделия.
Подготовка присадочного материала заключается в плавлении и достижении расплавом необходимой температуры, которая должна быть на 30...50° выше температуры плавления присадочного материала. Плавление осуществляют в индукционной сталеплавильной тигельной печи
Заготовку подготавливают к наплавке, удаляя с нее ржавчину и окалину. Затем изолируют ненаплавляемые участки, наносят флюс на подлежащую наплавке поверхность с последующей ее активацией.
Активацию наплавляемой поверхности осуществляют при ее нагреве в индукторе до 1123...1173 К. При этой температуре флюс плавится, очищая заготовку от оксидов и защищая ее от окисления. Процесс активации протекает в течение 10... 12 с, и нагретая заготовка, например ковшовый зуб, подается на наплавку погружением в расплав.
Наплавку проводят при выдержке ковшовых зубьев в расплаве в течение 0,8...1,2 с. За это время на поверхности детали затвердевает слой присадочного сплава толщиной 2,5...3,0 мм. Затем деталь охлаждают на воздухе.
Таким образом, основными технологическими параметрами наплавки намораживанием являются :
- температура активации и расплава,
- продолжительность контактирования заготовки с расплавом.
Регулируя указанные параметры, изменяют толщину наплавленного металла и повышают его качество.
Важным показателем качества наплавленного металла является его износостойкость, которая во многом зависит от химического состава присадочного материала. Наплавку намораживанием проводят с помощью различных износостойких материалов.
Наращивают в основном наружные поверхности деталей. При этом конфигурация их может быть различной.
Анализ процесса наплавки намораживанием из расплава показывает, что его преимуществами являются стабильность, производительность и качество наплавленного металла.
Одной из проблем является остающийся в тигле расплавленный присадочный металл.
Индукционная наплавка порошковой шихтой
Технология индукционной наплавки основана на использовании токов высокой частоты (ТВЧ) для нагрева металла детали и за счет теплопередачи расплавления присадочного материала — специальной порошкообразной шихты. Она состоит из твердого сплава и флюса на основе буры, борного ангидрида и других веществ.
Шихту наносят на поверхность детали, которую можно предварительно обработать для получения геометрической формы и размеров в соответствии с существующими требованиями. Обработку выполняют лезвийным инструментом или путем пластического перераспределения металла. Толщина слоя шихты зависит от необходимой толщины наплавленного слоя. Деталь с нанесенной шихтой вводят в индуктор высокочастотной установки, как при индукционной закалке. Конструкция индуктора и расположение детали зависят от конфигурации наплавляемой поверхности. При прохождении ТВЧ через контур индуктора в поверхностных слоях детали возникают токи, и наружный слой основного металла быстро нагревается. Шихта, расположенная между индуктором и нагреваемой поверхностью детали, вследствие высокого электросопротивления слабо реагирует на воздействие переменного электромагнитного поля. Она нагревается главным образом за счет теплопередачи от основного металла. При температуре 950...970 К флюс шихты плавится, затем он вступает во взаимодействие с оксидами и разрушает окисные пленки на поверхности основного металла и порошкообразных частиц твердого сплава. Флюс выполняет также защитные функции, предотвращая образование окислов, и сдерживает теплоотдачу в окружающую среду. Дальнейшее повышение температуры шихты вызывает плавление ее металлической части. При этом жидкий сплав вытесняет отработавший флюс с наплавляемой поверхности. Флюс всплывает, так как его удельный вес меньше, чем сплава. Это способствует активизации сил межмолекулярного взаимодействия на границе жидкий металл — наплавляемая поверхность. Отсутствие окисных пленок снижает вязкость жидкого сплава, что также облегчает процессы вытеснения и всплытия отработавшего флюса.
После всплытия флюса и появления блестящей стекловидной массы индукционный нагрев детали прекращают. В течение 5...8 с наплавленный сплав остывает и переходит в твердое состояние. Наплавленная деталь охлаждается до комнатной температуры на воздухе или в песке.
Следует отметить, что высокие температуры и различный химический состав флюса, твердого сплава и основного металла создают благоприятные условия для развития диффузии, которая способствует прочному сцеплению наплавленного слоя с деталью.
Таким образом, процессы, протекающие при индукционной наплавке порошковой шихтой, можно разделить на следующие этапы:
-нагрев основного металла и теплопередача в шихту до температуры ее плавления, окисление поверхности основного металла и порошкообразных частиц сплава;
- расплавление флюса;
- взаимодействие флюса с окисными пленками на поверхности основного металла и порошкообразных частиц твердого сплава с разрушением окислов, развитие диффузии;
- нагрев и расплавление твердосплавной части шихты, всплытие отработавшего флюса;
- формирование наплавленного слоя в период кристаллизации;
-охлаждение до Т-990К, сопровождаемое диффузионными процессами;
- охлаждение до комнатной температуры, когда диффузионные процессы практически не протекают.
Преимуществами процесса индукционной наплавки являются:
-повышенная износостойкость наплавленного слоя;
- несложное оборудование и оснастка;
-возможность автоматизации процесса;
- чистота рабочего места.
Нельзя наплавлять наружные цилиндрические поверхности деталей из-за местного перегрева и ухудшения физико-механических свойств основного металла.
Указанные преимущества и недостатки учитывают при изучении возможностей рассматриваемой технологии для восстановления и упрочнения новых деталей: лемехов плугов общего назначения и предплужников, полольных лап культиваторов, сошников кукурузных сеялок; стрелочных лап культиваторов, лемехов выкопочного лесного плуга; ножей измельчающего аппарата силосоуборочного комбайна, лопаток мельничных вентиляторов, дисковых рабочих органов, лемехов глубокорыхлителей, которые имеют значительную восстанавливаемую поверхность (детали последовательно перемещаются в индукторе, а шихту из дозатора наносят перед наплавкой участка детали); трубы пульповодов, втулок, гильз цилиндров двигателей, внутренние поверхности которых восстанавливают и упрочняют индукционной центробежной наплавкой (трубы нагревают кольцевым индуктором, а втулки и гильзы цилиндров — внутренним, шихту подают специальным дозатором).
Способы газопламенной наплавки Наплавка проволокой или прутком
При ручной газовой наплавке присадочный металл расплавляют пламенем, защищают его от кислорода и азота воздуха также пламенем, которое получают при сжигании горючих газов в технически чистом кислороде. В качестве горючего, позволяющего достичь максимальной температуры пламени (порядка 3300 К), чаще применяют баллонный или генераторный ацетилен.
В зависимости от соотношения расхода кислорода и ацетилена различают три вида пламени: нейтральное (нормальное, при котором α = 1... 1,25; восстановительное (науглероживающее, α <1); окислительное (α > 1,25).
1. Обычную сварку и наплавку деталей из сталей, чугуна и цветных металлов выполняют нейтральным пламенем.
2. Восстановительное пламя используют при сварке и наплавке деталей из высокоуглеродистых и легированных сталей и при наплавке изношенных поверхностей твердыми сплавами. При уменьшении α до 0,76...0,83 и применении присадочного материала, легированного марганцем и кремнием, производительность ацетилено-кислородной сварки можно повысить на 15...20%. Одной из причин этого является окисление кислородом горелки марганца и кремния с выделением дополнительного тепла.
3. Окислительное пламя применяют при резке металла. Небольшой избыток кислорода в пламени целесообразен только при сварке латуни.
Оптимизация режима включает выбор способа наплавки, мощности и состава пламени, угла наклона горелки, диаметра присадочного прутка и порядка наложения валика.
Различают левый и правый способы сварки и наплавки.
При левом способе пламя направляют на поверхность основного металла, а присадочный пруток перемещают перед пламенем. При этом для более полного и равномерного прогрева и перемешивания сварочной ванны горелку и пруток перемещают зигзагообразно. Левый способ целесообразно применять для наплавки деталей толщиной до 4...5 мм, а также металлов с пониженной (по сравнению со сталью) температурой плавления. Кроме того, при этом способе наплавки лучше формируется шов.
При правом способе наплавки пламя направляют на уже наплавленную часть металла, а пруток перемещается вслед за ним по спирали. Горелку при этом перемещают прямолинейно. Поперечные колебания горелки применяют лишь при наплавке изделий большой толщины.
Правый способ наплавки повышает производительность процесса и одновременно снижает удельный расход газов за счет лучшего использования теплоты, а также уменьшает коробление металла за счет большей сосредоточенности нагрева.
Качество и производительность процесса наплавки в значительной степени зависят от мощности пламени (часового расхода горючего газа),
Увеличение мощности пламени способствует повышению скорости наплавки, однако возрастает опасность пережога металла и расширения зоны термического влияния. Поэтому мощность пламени можно увеличивать до определенных пределов.
Состав пламени устанавливают по внешнему виду. При окислительном пламени его размеры сокращаются и оно приобретает фиолетовую окраску. При восстановительном пламени конус ядра удлиняется, его граница несколько размывается, образуется пелена оранжевого цвета в средней зоне. При избытке горючего пламя удлиняется и становится красноватым.
Угол наклона мундштука горелки к поверхности металла зависит от толщины наплавляемой детали. Чем толще металл, тем больше угол. Больше угол и в начале процесса наплавки, когда изделие "холодное", затем он уменьшается до 30...40°. К концу наплавки, когда кромки изделия сильно прогреты, во избежание пережога металла угол еще меньше. Присадочную проволоку располагают под углам -45° к поверхности металла в сторону, противоположную наклону мундштука горелки.
Газопламенная технология характеризуется следующими преимуществами.
Незначительное проплавление основного металла.
Возможность наплавки мелких деталей сложной формы.
Снижение опасности возникновения трещин, поскольку процесс наплавки включает предварительный подогрев и последующее замедленное охлаждение изделия.
Низкая стоимость, компактность оборудования для наплавки и напыления.
Надежность работы и возможность эксплуатации оборудования в местах, удаленных от источников электрической энергии, незначительный шум от работ установок.
Недостатки газопламенной технологии наплавки и напыления.
Низкая производительность при наплавке массивных деталей, требующих продолжительного предварительного подогрева.
Высокая квалификация сварщика.
Расходуются дефицитные газы.
Газопорошковая наплавка
Процесс газопорошковой наплавки состоит в напылении порошкового сплава специальной газопламенной горелкой на предварительно подогретую поверхность изделия, оплавлении нанесенного покрытия, последующем напылении с оплавлением до получения требуемой толщины наплавки.
Свойства металла наплавки и его соединения с основным металлом во многом зависят от глубины проплавления основного металла, перемешивания его с наплавляемым и перехода элементов основного металла в наплавленный слой. При этом, как правило, чем больше глубина проплавления, степень перемешивания и переход элементов основного металла в наплавленный слой, тем хуже свойства нанесенного слоя и соединения в целом.
Газопорошковая наплавка позволяет упрочнять детали сложной конфигурации слоем минимальной толщины (0,1 мм и выше) без разбавления основным металлом, так как переходная зона при этом составляет всего 100... 120 мкм. Кроме того, при газопорошковой наплавке обеспечиваются благоприятные условия для предотвращения окисления и испарения компонентов наплавляемого металла.
Процесс газопорошковой наплавки осуществляется при помощи специальных горелок (рис. 18-19), для работы которых чаще используют ацетилено-кислородное пламя. Состав пламени определяют на основании законов химического равновесия. Установлено, что только нормальное пламя (α =1,2) обладает необходимыми для рассматриваемого процесса свойствами.
Газопорошковая наплавка позволяет получать покрытия, свободные от пор, без шлаковых включений, при отсутствии перемешивания с материалом изделия. Структура наплавленного покрытия состоит из твердого раствора, сложной эвтектики и первичных кристаллов. Среди первичных кристаллов различают несколько видов: шестигранные кристаллы (карбидов хрома), Н-образные (боридов хрома), компактные и избыточные Протяженность зоны сплавления с материалом изделия не превышает 0,04 мм. Твердость наплавленного покрытия в зависимости от марки порошка составляет 35...62 HRC.
Результаты исследования показали, что при оптимизации процесса газопорошковой наплавки можно получать покрытия с необходимым комплексом свойств при толщине слоя всего 0,1...0,3 мм. При этом коэффициент использования порошка достигает 80%.
Газопорошковую наплавку целесообразно выполнять в следующей последовательности:
деталь устанавливают в приспособление, обеспечивающее расположение наплавляемой поверхности в горизонтальной плоскости ±15°;
поверхность детали нагревают пламенем горелки до 573...623 К;
включают подачу порошка и наносят на подогретую поверхность детали покрытие толщиной 0,1 мм;
выключают подачу порошка и, нагревая деталь пламенем горелки, оплавляют напыленный слой;
чередуя напыление и оплавление покрытия, наносят требуемую толщину слоя, которую контролируют штангенциркулем или шаблоном.
В 3. Инвестиции: сущность, классификация, источники финансирования.
Инвестиции – это любое имущество, включая денежные средства, ценные бумаги, оборудование, результаты интеллектуальной деятельности и имущественные права, вкладываемые инвестором в объекты инвестиционной деятельности с целью получения прибыли или другого значимого результата (эффективность)
Инвестиционная деятельность- это действие юридических и физических лиц, или государства по вложению инвестиций в производстве или их иному использованию для получения прибыли.
Инвестор - юридическое, физическое или государство, осуществляющее инвестиционную деятельность.
Субъектами инвестиционной деятельности являются: подрядчики, поставщики товарно-материальных ценностей, финансовые посредники, коммерческие банки, фирмы, иностранные лица, государство и международные органы.
Объекты инвестиционной деятельности:
Предприятие в целом как имущественный комплекс, основные средства, оборотные средства, ценные бумаги, интеллектуальная собственность, субъекты инвестиционной деятельности действуют в инвестиционной сфере.
В состав данной сферы входят:
1) капитальное строительство, где осуществляется вложение инвестиций в основные фонды предприятий и отраслей;
2) сфера реализации научно-технической продукции;
3) сфера обращения финансового капитала;
4) сфера реализации инвестиционной политики.
КЛАССИФИКАЦИЯ ИНВЕСТИЦИЙ
I. в зависимости от объекта инвестиционной деятельности:
1.1. денежные средства и ценные бумаги
1.2.движемое и недвижимое имущество
1.3. имущественные права и другие виды интеллектуальных ценностей;
1.4.совокупность технических, технологических и коммерческих знаний в виде технической документации, навыков и производственного опыта необходимого для организации производства
1.5. права пользования землёй и другими ресурсами
II. по видам объектов вложения средств:
2.1.реальные инвестиции – это вложение средств в материальное производство и в нематериальные активы;
2.2.финансовые инвестиции – это вложение средств в ценные бумаги.
III.по характеру участия в инвестиционном процессе:
прямые предполагают непосредственное участие инвестора в инвестиционном процессе;
косвенные осуществляется через финансовых посредников.
IV. по региональному признаку:
4.1.внутренние (на территории государства)
4.2. иностранные (вне государства)
V. по периоду инвестирования:
5.1. краткосрочные (менее одного года)
5.2.долгосрочные (более одного года)
VI. по формам собственности:
6.1.частные (за счёт средств в граждан)
6.2.государственные (финансирование за счёт бюджета и государственных предприятия)
VII. по формам участия инвестора:
7.1. долевое
7.2.преобразование движимого и недвижимого имущества;
7.3.преобретение концессий на пользование землёй
VIII. по формам воспроизводства:
8.1. новое строительство на новых площадках;
8.2.расширение действующего производства;
8.3. реконструкция действующего предприятия с целью выпуска новой продукции;
8.4.техническое перевооружение.
Источники финансирования:
1.собственные: прибыль(фонд накопления), амортизационный фонд;
2.выпуск ценных бумаг(акции);
3.кредитование;
4.бюджетные ассигнования;
5.внебюджетные средства(инновационный фонд);
6.иностранные(государственные и частные);
7.лизинг – долгосрочная аренда объектов с возможностью последующего их приобретения в собственность.
В 4. Организация безопасного проведения газоопасных работ.
Газоопасные работы
К газоопасным работам относятся работы, связанные с осмотром, чисткой, ремонтом, разгерметизацией технологического оборудования, коммуникаций, в том числе работы внутри емкостей (аппараты, резервуары), при проведении которых имеется или не исключена возможность выделения в рабочую среду вредных паров, газов и других веществ (выше ПДК), а также работы при недостаточном содержании кислорода (объемная доля ниже 19 % (об.).
К выполнению газоопасных работ допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование в установленном порядке и не имеющие противопоказаний к выполнению данного вида работ, обученные безопасным методам и приемам работы, применению средств индивидуальной защиты, правилам и приемам оказания первой медицинской помощи пострадавшим и прошедшие проверку знаний в установленном порядке.
Лица женского пола могут привлекаться к выполнению газоопасных работ, предусмотренных технологическими регламентами и инструкциями и допускаемых законодательством о труде женщин.
Стажеры, ученики и практиканты к выполнению газоопасных работ не допускаются.
Обучение лиц безопасному выполнению газоопасных работ проводится при профессиональной подготовке рабочих или на специально организуемых курсах.
Программа курсов утверждается главным инженером, а на подконтрольных Госпромнадзору объектах согласовывается с его органом.
На предприятии должна быть разработана инструкция, определяющая порядок подготовки и безопасного проведения газоопасных работ применительно к конкретным производственным условиям.
На предприятии должен быть разработан перечень газоопасных работ. Перечень газоопасных работ согласовывается со службой охраны труда и утверждается главным инженером. Перечень газоопасных работ пересматривается один раз в три года.
Контроль за организацией газоопасных работ на предприятии осуществляется службой охраны труда и газоспасательной службой (при наличии данной службы на предприятии).
В зависимости от степени опасности, необходимости применения средств защиты органов дыхания работающих газоопасные работы подразделяются на группы:
проводимые по наряду-допуску;
проводимые без оформления наряда-допуска, но с обязательной регистрацией таких работ перед их началом в журнале газоопасных работ;
вызванные необходимостью ликвидации или локализации возможных аварийных ситуаций и аварий.
Газоопасные работы, проводимые без оформления наряда-допуска
Работы, выполняемые производственным персоналом и аварийно-спасательными службами в соответствии с планами локализации аварийных ситуаций (ПЛАС) или планами ликвидации аварий (ПЛА). Меры безопасности при проведении данного вида работ должны быть изложены в ПЛАС или ПЛА.
Периодически повторяющиеся работы, являющиеся неотъемлемой частью технологического процесса, характеризующиеся аналогичными условиями их проведения, постоянством места и характера работ, определенным составом исполнителей. Меры безопасности при проведении таких работ предусматриваются технологическими регламентами, инструкциями по рабочим местам, по охране труда.
Работы без оформления наряда-допуска должны быть включены в перечень газоопасных работ.
Газоопасные работы, проводимые с оформлением наряда-допуска
Каждая газоопасная работа, выполняемая с оформлением наряда-допуска или регистрируемая в журнале учета газоопасных работ, состоит из двух этапов:
подготовка объекта к проведению газоопасной работы;
непосредственное проведение газоопасной работы.
Подготовительные работы к проведению газоопасных работ
Подготовку оборудования, коммуникаций к проведению газоопасных работ осуществляет эксплуатационный персонал под руководством ответственного за подготовительные работы.
При подготовке к выполнению газоопасных работ определяется опасная зона, границы которой обозначаются на месте предупредительными плакатами.
При проведении подготовительных работ необходимо проводить анализ воздушной среды на наличие взрывоопасных смесей горючих газов, пылей, ЛВЖ, ГЖ, токсичных веществ и кислорода.
Меры безопасности при проведении газоопасных работ
Выполнять газоопасные работы по наряду-допуску следует бригадой в составе исполнителей не менее 2-х человек.
Члены бригады должны быть обеспечены СИЗ ОД (ПШ-1,ПШ-2), спецодеждой, спецобувью, инструментами, приспособлениями и вспомогательными материалами, предусмотренными нарядом-допуском. Применение фильтрующих противогазов для защиты органов дыхания при проведении газоопасных работ запрещается.
Газоопасные работы по наряду-допуску должны проводиться, как правило, в дневное время. В темное время суток допускается завершение неотложных газоопасных работ.
Газоопасные работы во взрывоопасных зонах должны выполняться с применением инструмента и приспособлений, не дающих искры.
Для освещения места проведения газоопасных работ на взрывопожароопасных объектах должны применяться взрывозащитные светильники напряжением не выше 12 В.
Вблизи зоны проведения газоопасных работ запрещается ведение огневых работ, осуществление слива и налива токсичных и взрывоопасных веществ и т.д.
№20 билет
В 1. Технология изготовления негабаритных емкостей и резервуаров.
Виды негабаритных емкостей и резервуаров и их конструктивные особенности
К негабаритным емкостям и резервуарам относятся: вертикальные цилиндрические и сферические резервуары, мокрые и сухие газгольдеры, газгольдеры постоянного объема, листовые конструкции доменного комплекса, корпуса цементных печей, спиральные камеры гидротурбин и др.
Негабаритными емкости и сооружения называют потому, что они нередко имеют размеры, намного превышающие габарит подвижного железнодорожного состава. Поэтому их приходится изготавливать на заводе по частям и отправлять на место монтажа отдельными секциями.
Вертикальные цилиндрические резервуары чаще всего используют для хранения нефтепродуктов. Высота резервуара не превышает 12... 18 м. Такие резервуары имеют вместимость до 200 000 м3.
«Мокрый» газгольдер предназначен для хранения взрывоопасных или ядовитых газов. Такой газгольдер имеет переменный объем, поскольку верхняя часть (колокол) может перемещаться в направляющих резервуара. Давление в газгольдере создается под воздействием самого колокола. Уплотнение в сочленениях достигается водяными затворами.
Конструкция «сухого» газгольдера аналогична «мокрому» за исключением водяного уплотнения. Объем «мокрых» газгольдеров достигает 50 тыс. м3, а «сухих» еще больше.
Сферические газгольдеры предназначены для хранения газов под давлением до 1,8 МПа. Их собирают из листовых заготовок пространственной кривизны и сваривают стыковыми соединениями. Типовыми являются газгольдеры вместимостью 600 и 2000 м3.
Для хранения газа под давлением иногда используют цилиндрические газгольдеры постоянного объема диаметром 3,25 м и более со сферическими днищами. Длина газгольдера может быть значительной; толщина стенок, как и у сферических резервуаров, не более 36 мм, чтобы не производить термической обработки сваренного газгольдера целиком.
Основные приемы изготовления листовых конструкций большого размера
В зависимости от толщины листовых элементов и конструктивных форм изделия применяют один из следующих приемов или их совокупность.
Первый прием (метод рулонирования) предусматривает:
расчленение всей конструкции на узлы больших размеров,
изготовление этих узлов в условиях завода,
временное деформирование их для придания транспортных габаритов на время перевозки,
доставку к месту монтажа, возвращение узлам требуемой формы,
монтаж готовой конструкции с минимальным объемом сборочно-сварочных операций.
Второй прием (без применения предварительного деформирования) также предусматривает изготовление элементов в условиях завода, но без применения временного деформирования. Поэтому раскрой этих элементов должен быть таким, чтобы, во-первых, размеры их не превышали габаритов железнодорожного подвижного состава, во-вторых, возможно больший объем работ выполнялся в условиях завода и, в третьих, была обеспечена возможность выполнения большинства монтажных соединений с использованием механизированных методов сварки.
1 Способ рулонирования листовых конструкций
К первому приему следует прежде всего отнести метод рулонирования, получивший широкое применение при изготовлении конструкций из листов толщиной до 16 мм.
Особенности.
У
 крупненные
сварные заготовки узлов конструкции
в виде
полотнищ большого размера собираются,
свариваются и сворачиваются
в рулон на специальных установках.
крупненные
сварные заготовки узлов конструкции
в виде
полотнищ большого размера собираются,
свариваются и сворачиваются
в рулон на специальных установках.
Рис. 14-02 – Схемы двухъярусных стендов для изготовления полотнищ из листов и их сворачивания в рулоны
На двух ярусах 1 и 2 располагаются четыре рабочих участка:
сборки,
сварки с одной стороны,
сварки с другой стороны,
участок контроля и исправления дефектов.
Сворачивание рулона производится ритмично после завершения работ на каждом из участков.
В зависимости от расположения сборочного участка и направления сворачивания полотнища используют три схемы, показанные на рис. 14-02, б, в, г.
А. Установки со сборкой листов на верхнем имеют определенные преимущества:
в этом случае листы на сборку удобно подавать краном,
организация контроля просвечиванием на нижнем ярусе оказывается проще в смысле защиты от облучения,
при передаче полотнища с верхнего яруса на нижний корни швов, расположенных поперек полотнища и сваренных только с одной стороны, испытывают напряжения сжатия, а не растяжения, как при передаче полотнища снизу вверх.
Размеры свариваемого и сворачиваемого в рулон полотнища определяются из условия рационального членения всей конструкции. Так, боковые стенки вертикальных цилиндрических резервуаров и мокрых газгольдеров могут выполняться из одного или двух и более полотнищ, в зависимости от размеров емкости, с тем, чтобы вес рулона не превышал 40 - 65 Т. Ширина такого полотнища соответствует высоте боковой стенки резервуара, т. е. 12 или 16 м. Исходя из этого размера, обычно и задают ширину двухъярусной установки для сборки, сварки и сворачивания полотнищ. Днища резервуаров и газгольдеров, диаметр которых превышает 12 м, приходится выполнять из нескольких полотнищ. Если вес каждого из этих полотнищ невелик, то они сворачиваются в один рулон.
Боковые стенки конструкций башенного типа, например, воздухонагревателей, колонн и т.п. также выполняются из нескольких полотнищ, каждое из которых имеет длину, равную периметру боковой стенки. Ширина рулона в этом случае соответствует высоте монтажного блока и выбирается, исходя из грузоподъемности кранового оборудования на монтаже.
Расположение листов в полотнище, их толщина и типы соединений определяются как конструктивными, так и технологическими соображениями
Сочетание различных типов соединений определяется соображениями обеспечения рациональной технологии сборки, сварки и сворачивания полотнища:
соединение тонких листов сваркой под флюсом проще осуществлять внахлестку, причем сворачивание такой нахлестки затруднений не вызывает,
при толщине листов 7 мм и более нахлестка приобретает заметную жесткость и для сворачивания неудобна. Напротив, стыковое соединение листов такой толщины оказывается приемлемым как с позиции сборки и сварки под флюсом, так и с позиции последующего сворачивания в рулон;
соединения листов полотнищ днища выполняются все внахлестку, а листов полотнищ конструкций башенного типа — встык.
Последовательность сборки, сварки и сворачивания полотнища рассмотрим на примере изготовления рулона боковой стенки резервуара объемом 5000 м3.
Подготовка листов начинается с правки на многовалковых правильных вальцах.
Для сварки встык продольные кромки листов подвергаются обработке на кромкострогальном станке пакетом. Торцовые кромки как при сварке встык, так и при сварке внахлестку, обрезают на гильотинных ножницах.
На сборочном участке двухъярусной установки одновременно собираются две картины Листы раскладываются в определенной последовательности. Пояс / кромкой прижимается к упорным роликам стенда, // — вплотную к нему, затем ///. Станочная обработка кромок листов этих поясов обеспечивает плотную сборку, закрепляемую прихватками. Листы, собираемые внахлестку, имеют риски, совмещаемые с рисками продольных осей поясов на настиле стенда. Сборка второго и последующего полотнища производится непрерывной лентой, для чего между последней картиной предыдущего полотнища и первой картиной последующего устанавливаются соединительные планки а.
Сварка под флюсом осуществляется сварочными тракторами. Прием выполнения стыковых соединений листов полотнища определяется конструкцией настила первого сварочного участка двухъярусной установки. Опыт эксплуатации стендов с электромагнитным прижимом кромок показал их малую эффективность. Поэтому первый слой стыковых соединений обычно выполняют либо на флюсомедной подкладке без принудительного прижатия кромок, либо на весу. В последнем случае в местах расположения продольных и поперечных стыковых швов в настиле предусматривают желоба.
На первом сварочном участке производится сварка внутренних швов, а на втором сварочном участке — внешних швов. Цифры указывают последовательность сварки швов для каждого сварщика (на первом участке работают один автосварщик и один ручник, на втором участке — два автосварщика), стрелки показывают направление сварки. На первом -участке поперечные и продольные стыковые швы свариваются на весу трактором № 1. Поперечные швы начинаются и заканчиваются на основном металле примыкающих листов. У крайних поясов конец этих швов выводится на выводные планки. Сварка поперечных нахлесточных швов производится трактором №2, продольные нахлесточные прерывистые швы свариваются вручную.
На втором сварочном участке наружные стыковые, швы выполняются трактором № 3 и нахлесточные — трактором № 4.
На последнем рабочем участке контроль качества производится внешним осмотром и испытанием на плотность вакуум аппаратом.
Сворачивание полотнища осущесвляется с помощью приводного устройства, состоящего из двух одинаковых цевочных рабочих кружал, посаженных на консольные валы. Полотнище наворачивается на кольца жесткости вспомогательного элемента, закрепляемого в рабочих кружалах посредством пальцев. Освобождение от закрепления осуществляется перемещением рабочих кружал в осевом направлении на 150—200 мм. Наворачивание полотнища целесообразно производить на каркас, используемый в дальнейшем в качестве конструктивного элемента, например, на шахтную лестницу, опорную стойку, монтажную мачту и т. п. Изготовление специальных каркасов, не используемых при монтаже, нежелательно, так как их трудно возвращать на завод-изготовитель.
2 Способ изготовления листовой конструкции без применения предварительного деформирования
Рассмотрим второй прием, который, предусматривает изготовление габаритных элементов в условиях завода и механизированную сварку их на монтаже.
К использованию такого приема относится сооружение кровли вертикального цилиндрического резервуара.
Изготовление покрытия из листов толщиной 23 мм в виде рулона из-за трудностей монтажа оказалось неэффективным. Широкое распространение получила кровля, собираемая из отдельных поставляемых с завода щитов, размер которых определяется габаритом железнодорожного подвижного состава.
Порядок сборки щитов следующий.
На кондукторе вплотную к ограничителям и в притык один к другому выкладывают листы настила и соединяют их между собой электроприхватками.
Поверх настила раскладывают элементы каркаса щита, размещая их над стыками настила кровли.
Все элементы каркаса соединяют прихватками.
Настил кровли приваривают к каркасу прерывистыми швами, поджимая его с помощью рычажных приспособлений.
Собранный щит снимают с кондуктора и переносят к месту сварки, одновременно кантуя его.
Швы на настиле кровли выполняют автоматической сваркой под флюсом сварочными тракторами. Поскольку в конструкции щитов предусмотрено размещение всех стыков листового настила над элементами каркаса, прожоги листов исключаются.
Свес настила со стороны одной из радиальных балок каркаса щита облегчает сборку кровли и позволяет выполнять монтажный стык на элементе каркаса соседнего щита, как на подкладке.
При установке щитов в проектное положение используют монтажные скобы и улавливатели. Щиты укладываются одним концом на опорную стойку, а другим с помощью улавливателя –на боковую стенку резервуара по мере разворачивания рулона без лесов и люлек. Резервуары большой емкости (10000 м3) имеют покрытия либо сферические из криволинейных щитов с опорой только на корпус, либо плоские из плоских щитов, опирающихся на корпус и несколько внутренних стоек.
3 Способ временного деформирования
Для изготовления негабаритных цилиндрических конструкций из листов толщиной более 16—18 мм вместо рулонирования используют способ временного деформирования.
Сущность его заключается в следующем:
Сваривают несколько листов, изготовляя таким образом полотнище длиной, равной развертке обечайки. Ширина полотнища ограничивается длиной валков гибочного оборудования, в котором вальцуется обечайка с незаваренным стыком по образующей.
Затем за счет создания нахлестки поперечные размеры обечайки уменьшают до размера, удобного для перевозки на обычных железнодорожных платформах (рис. 14-10,а,б

Рис. 14-11. Принципиальные схемы оснастки для выполнения временного деформирования: а) на четырехвалковых вальцах; 6) наворачиванием; в) петлей троса; г) домкратами на стенде
При использовании способа временного деформирования особое внимание необходимо уделять предотвращению местной пластической деформации, нарушающей кривизну обечайки.
Область рационального применения. Способ временного деформирования нашел практическое применение при изготовлении корпусов цементных печей диаметром 4,5—5 м и других конструкций подобного типа.
Сборка и сварка цилиндрических резервуаров, вместимостью 5000…10000 м3 из рулонированных элементов (последовательность)
Рулон элементов днища укладывается на подготовленное основание резервуара и раскатывается в последовательности. определяемой расположением элементов в рулоне.
Полотнища соединяются между собой внахлестку сварочным трактором под слоем флюса с одной стороны.
Освобожденная от рулона центральная стойка устанавливается в центре днища.
У края днища на подкладной лист в вертикальное положение ставится рулон боковой стенки резервуара.
Смазанная поверхность подкладного листа облегчает скольжение рулона по днищу при разворачивании, осуществляемом лебедкой или трактором с помощью троса. По мере разворота кромка рулона прижимается к упорам и прихватывается, крепление троса переставляется.
Э


 лементы
кровли также устанавливаются
по мере разворота, закрепляя верхнюю
кромку развернутой
части боковой стенки.
лементы
кровли также устанавливаются
по мере разворота, закрепляя верхнюю
кромку развернутой
части боковой стенки.
Последним заваривается монтажный стык боковой стенки. Так как кольцевой шов, соединяющий боковую стенку с днищем, выполняется при полностью заваренном днище, то возможно вспучивание днища вследствие потери устойчивости. При изготовлении резервуаров большой емкости (10000 м3) для предотвращения таких деформаций можно в виде рулона изготавливать только центральную часть днища, а окрайки сваривать между собой при монтаже из отдельных листов, присоединяя их к днищу на прихватках.
После завершения установки, разворачивания и приварки боковой стенки к окрайкам эти прихватки удаляют, хлопуны выправляют путем сдвига листов в нахлестке, и только тогда швы между центральной частью днища и окрайками заваривают окончательно.
Недостатком подобного раскроя днищ является увеличение протяженности монтажных швов и увеличение числа монтажных элементов. Поэтому большее использование получил раскрой днищ, , где утолщенные окрайки привариваются на заводе при изготовлении полотнища. Кроме того, при таком раскрое монтажный стык проходит по диаметру основания и небольшая конусность днища, определяемая конусностью основания, компенсируется переменной нахлесткой.
Сборка и сварка цилиндрических резервуаров, вместимостью до 30000 м3 из рулонированных элементов
Рассмотренные приемы монтажа боковой стенки при разворачивании рулона в вертикальном положении успешно применяют для резервуаров вместимостью до 30 000 м3. В более крупных резервуарах большая высота рулона (18 м), применение высокопрочных сталей и повышенная толщина поясов затрудняют управление разворачиванием, раскрепление и стыковку кромок, в особенности под воздействием ветровых нагрузок. Поэтому при сооружении крупных резервуаров нередко разворачивание рулонов производят в горизонтальном положении с помощью шаблона, представляющего собой пространственную конструкцию из нескольких плоских ферм, соединенных прогонами и связями.
Кривизна верхних поясов ферм соответствует внутреннему радиусу резервуара. Шарнирные опоры нижнего прямолинейного пояса крайней фермы закрепляют к днищу резервуара таким образом, чтобы после поворота шаблона в вертикальное положение криволинейные пояса ферм совпали с проектным положением вертикальной стенки резервуара. Подлежащий разворачиванию рулон закрепляют в горизонтальном положении в центрах рамы, установленной рядом с шаблоном. С помощью лебедок и трубоукладчиков полотнище рулона разворачивают и закрепляют к верхним поясам ферм шаблона, затем к внешней поверхности развернутой стенки подгоняют и приваривают секции колец жесткости и другие детали. После этого самоходным краном стенку вместе с шаблоном поворотом относительно опор поднимают в проектное положение, раскрепляют и приваривают к днищу.
Затем шаблон отсоединяют от стенки и днища, переносят на другой участок, и цикл повторяется сначала. При монтаже последнего участка стенки шаблон располагают так, чтобы после его подъема оставался проход а для выхода из резервуара монтажных механизмов с последующим подтягиванием шаблона в проектное положение.
Приемы разворачивания рулонов при монтаже листовых высотных конструкций
Приемы разворачивания рулонов при монтаже листовых высотных конструкций подразделяются на две основные категории:
с разворачиванием рулонной заготовки до плоского состояния и последующим ее наворачинанием на каркас проектного диаметра;
с разворачиванием непосредственно до проектного диаметра.
Особенности.
Для конструкций диаметром до 6 м, а также при сборке в одном месте небольшого количества цилиндрических оболочек большего размера целесообразно использовать метод наворачивания.
В этом случае рулон разворачивается на плоском стенде, а в качестве шаблона-кондуктора используется барабан, состоящий из двух половин, шарнирно соединенных по образующей. Диаметр барабана соответствует диаметру монтажного блока и может изменяться с помощью винтовых стяжек.
Барабан устанавливается и прихватывается так, чтобы кромка полотнища расположилась посередине разъема.
Наворачивание осуществляется перекатыванием барабана; кромки замыкающего стыка подтягиваются с помощью винтовых стяжек.
Стык сваривают автоматом под флюсом: сначала изнутри в нижнем положении, а после поворота барабана на половину окружности — снаружи.
Затем сваренную обечайку ставят в вертикальное положение и извлекают из нее барабан, предварительно уменьшив его диаметр.
После досборки монтажный блок поднимается и устанавливается в проектное положение.
Кольцевой шов сваривают с· двух сторон: с наружной стороны обечайки обмазанными электродами вручную, а внутри обечайки — полуавтоматами в СО2.
Основная область применения. При наличии в конструкции внутренних жестких колец метод наворачивания оказывается особенно эффективным, так как позволяет совместить операции формообразования обечайки и ее сборку с элементами жесткости.
При изготовлении в одном месте значительного количества монтажных блоков диаметром от 6 до 11—12 м более целесообразно обечайку проектного размера получать непосредственно при разворачивании рулона, используя специальный стенд.
При разворачивании ось рулона может быть:
в вертикальном;
в горизонтальном положении.
В первом случае собранная обечайка для последующей установки в проектное положение не требует поворота, но зато во втором случае стенд для разворачивания оказывается более универсальным и позволяет получать обечайку требуемого размера.
Стенд состоит из двух рам с электролебедками и опорными катками, на которые устанавливаются четыре кольца-шаблона. Эти кольца-шаблоны попарно связаны распорками и составлены из трех элементов, соединяемых на болтах. После установки на катки кольца соединяют временными связями, снимаемыми в процессе разворачивания рулона. Тяговый канат крепится к рулону , огибает его и через отводной ролик натягивается лебедкой. Развернутая часть рулона крепится к кольцам-шаблонам скобами на клиньях. После сварки замыкающего шва монтажный блок - ставят вертикально, снимают кольца-шаблоны и поднимают в проектное положение.
Область рационального применения.
1. Применение методов рулонирования для конструкций из листов толщиной, не превышающей 16 мм
2.Ограниченность применения методов рулонирования для конструкций из листов толщиной, превышающей 16 мм, связано с постепенным по мере увеличения толщины ухудшением геометрической формы конструкции и усложнением операции разворачивания.
Технология изготовления и монтажа сферических резервуаров
Изготовление сферических резервуаров и газгольдеров зависит от схемы раскроя листов. При схеме, показанной на рис. 14-18а, резервуар обычно монтируют из двух полушарий, предварительно собранных на стенде — кондукторе.
 Рис.
14-18. Схемы раскроя корпусов сферических
резервуаров: а
—
раскрой полушариями; б
—
раскрой лепестками;
в
—
сегментный раскрой
Рис.
14-18. Схемы раскроя корпусов сферических
резервуаров: а
—
раскрой полушариями; б
—
раскрой лепестками;
в
—
сегментный раскрой
Полусферы закрепляют на центральной стойке стенда (грибке) (рис. 14-19). Лепестки нижней полусферы, получаемые горячей штамповкой и попарно сваренные в блоки на том же стенде — кондукторе автоматической сваркой под флюсом на стенде — качалке, устанавливают на сборочном стенде в проектное положение и соединяют укладкой прихваточных швов, которые обеспечивают прихватку собранных деталей и уплотнение стыковых соединений для последующей сварки под флюсом.
 Рис.
14-19. Схема сборки полусферы на стенде
Рис.
14-19. Схема сборки полусферы на стенде
Общую сборку и сварку выполняют следующим образом. Нижнюю полусферу устанавливают на временную опору. Собранную на стенде верхнюю полусферу поднимают и монтируют на нижней полусфере. Сборка заканчивается ручной однослойной подваркой замыкающего шва.
При раскрое, показанном на рис. 14-18б, лепестки, получаемые горячей штамповкой, на монтаже предварительно укрупняют. Так, сферические резервуары объемом до 2000 м3, монтируют из двухлепестковых меридиональных блоков, причем каждый лепесток собирают из двух заводских элементов — длинного и короткого. Укрупнение осуществляют на стенде; элементы собирают с помощью клиньев и струбцин, прихватывают и сваривают между собой с внутренней стороны однослойным швом вручную. Полюсные блоки (днище и купол) собирают из трех элементов каждый. Для этого типа раскроя получил применение вертикальный способ сборки сферы. Предварительно к трубчатой стойке приваривают полюсные блоки, усиливая их элементами жесткости. Затем монтажную стойку 8 (рис. 14-20) с блоками 1 и 6 и монтажной люлькой 2 устанавливают вертикально на временную опору 5, располагаемую центрально относительно подготовленного фундамента 4 резервуара и закрепляют растяжками. Блоки лепестков 7 с распорками жесткости 9 поднимают в вертикальное положение и крепят с помощью сборочных планок и клиньев к днищам и друг к другу, а также временными прихватками к опорам 3, устанавливаемым на фундаменте 4. Затем блоки соединяют между собой прихваточным швом, выполняемым ручной дуговой сваркой. Перед установкой последнего блока удаляют распорки жесткости 9, монтажную стойку 8 и люльку 2. После завершения сборки под временной опорой 5 располагают специальный манипулятор вращения сферы, чтобы придать горизонтальное положение каждому свариваемому участку шва. Прихватки крепления сферы к временной 5 и постоянным опорам 3 удаляют и поднимают сферу с помощью домкратного устройства манипулятора.
Автоматическая сварка под флюсом по ручной подварке выполняется сварочным трактором, который при сварке с внешней стороны располагается сверху на сфере, а при сварке внутри — внизу. Чтобы выполнять меридиональные, экваториальные и полюсные швы резервуара различного раскроя и переходить с одного шва на другой, манипулятор должен обеспечивать вращение в любой плоскости. Все сварные соединения сферических резервуаров — стыковые. При толщине элементов до 16 мм разделки кромок обычно не делают; при толщине до 25 мм используют V-образную разделку, при толщине до 38 мм — Х-образную.
Последовательность выполнения швов такова. Сначала выполняют меридиональные швы в несколько слоев с внешней стороны. С внутренней стороны подварку корня шва производят за счет глубокого проплавления без вырубки самого корня. Затем сваривают широтные и полюсные соединения. При выполнении сборочных и сварочных работ над резервуаром целесообразно устанавливать общее прозрачное пленочное покрытие, что улучшает условия работы и облегчает применение сварки в среде защитных газов.
Применение манипулятора позволяет основной объем сварочных работ при монтаже сферических резервуаров выполнять сваркой под флюсом в нижнем положении. Однако такая технология имеет тот недостаток, что для обеспечения работы только одного сварочного трактора приходится вращать огромную и тяжелую конструкцию. Поэтому использование рассмотренной технологии возможно при сооружении резервуаров объемом не более 2000 м3.
Монтаж резервуаров значительно больших размеров обычно осуществляют методом укрупненной сборки лепестков заводского изготовления в блоки на монтажной площадке с использованием автоматической сварки под слоем флюса или в среде защитного газа. Монтаж блоков в проектное положение ведется последовательным наращиванием. Швы между блоками выполняют в основном ручной дуговой сваркой или автоматами для сварки во всех пространственных положениях проволокой диаметром 1...1,2 мм в смеси Аr—С02 со свободным формированием шва. Очередность установки блоков при монтаже определяется расположением опор. Так, при раскрое (см. рис. 14-18в) монтаж можно начинать с экваториального пояса. К укрупненным блокам лепестков этого пояса приваривают опорные стойки и, устанавливая их на фундамент, монтируют весь экваториальный пояс. Затем на временный постамент укладывают нижнее днище и монтируют блоки нижнего пояса. После установки временной стойки монтируют верхнее днище и верхний пояс.
В 2. Пайка металлов и сплавов: сущность, методы, применяемые материалы, способы пайки.
Сущность процесса пайки
Пайка является широко распространенным процессом, как при изготовлении, так при ремонте деталей. Этот способ известен людям уже 3…5 тысяч лет. При раскопках находят паянные медно - серебренным припоем трубы, украшения, оружие. Пайка является незаменимым процессом в радиоэлектронике, самолето- и ракетостроении, автотракторостроении. С помощью пайки изготовляются радиаторы , трубопроводы, электрооборудование и др. Процесс пайки легко поддается механизации и автоматизации.
Пайкой называют процесс получения неразъемного соединения заготовок без их расплавления путем смачивания поверхностей жидким припоем с последующей его кристаллизацией. Образование соединения без расплавления основного металла обеспечивает при необходимости возможность распая соединения.
Пайка выполняется в следующей последовательности:
-нагрев спаиваемых деталей до температуры, близкой к температуре плавления припоя;
-расплавление припоя и нанесение его на предварительно обработанные детали ;
- заполнение припоем шва ;
- растворение основного металла в расплавленном шве и взаимная диффузия металлов;
- кристаллизация шва.
Для выполнения пайки необходимо, чтобы частицы расплавленного припоя вступали в прочный контакт с поверхностями соединяемых деталей. Капля расплавленного припоя растекается (рис. 20-01) по поверхности до определенного предела.
 Пайка
возможна, когда припой хорошо смачивает
твердое тело. Если жидкость не смачивает
твердое тело, то пайка невозможна.
Хорошего смачивания можно добиться
соответствующей подготовкой поверхности
(механическая обработка для удаления
окислов, обезжиривание для удаления
жировых загрязнений) и подбором припоя
и флюса. При хорошем смачивании заполняются
все зазоры и поры и обеспечивается
прочное соединение деталей.
Пайка
возможна, когда припой хорошо смачивает
твердое тело. Если жидкость не смачивает
твердое тело, то пайка невозможна.
Хорошего смачивания можно добиться
соответствующей подготовкой поверхности
(механическая обработка для удаления
окислов, обезжиривание для удаления
жировых загрязнений) и подбором припоя
и флюса. При хорошем смачивании заполняются
все зазоры и поры и обеспечивается
прочное соединение деталей.
Хотя процесс пайки является в некоторой степени родственным сварке, но имеет ряд отличий:
Методы применяемые при пайке изделий
По условиям заполнения зазора пайку можно разделить на капиллярную и некапиллярную.
При капиллярной пайке припой заполняет зазор между соединяемыми поверхностями и удерживается в нем за счет капиллярных сил
Соединение образуется в результате растворения основы в жидком припое и последующей кристаллизации раствора. Капиллярную пайку используют при соединении внахлестку.
По механизму образования шва капиллярную пайку подразделяют на диффузионную, контактно-реактивную, реактивно-флюсовую.
При диффузионной пайке соединение образуется за счет взаимной диффузии компонентов припоя и паяемых материалов, причем возможно образование в шве твердого раствора или тугоплавких хрупких интерметаллидов. Для диффузионной пайки необходима продолжительная выдержка при температуре образования паяного шва и после завершения процесса -при температуре ниже солидуса припоя.
При контактно-реактивной пайке между соединяемыми металлами или соединяемыми металлами и прослойкой промежуточного металла в результате контактного плавления образуется сплав, который заполняет зазор и при кристаллизации образует паяное соединение
При реактивно-флюсовой пайке припой образуется за счет реакции вытеснения между металлом (основным) и флюсом.
Реактивно-флюсовую пайку можно вести без припоя и с ним.
К некапиллярным способам относятся пайка-сварка и сварка-пайка
При пайке-сварке соединения образуются так же, как и при сварке плавлением, но в качестве присадочного металла применяют припой (рис. 20-04).
 Рис.20-04.
Схема пайки-сварки:
Рис.20-04.
Схема пайки-сварки:
а - без оплавления кромок деталей; б - с оплавлением кромок одной детали; 1 - до пайки; 2 - после пайки
При сварке-пайке соединяют разнородные материалы с применением местного нагрева. Более легкоплавкий материал при достижении температуры плавления выполняет роль припоя.
Наибольшее применение получили капиллярные способы пайки и пайка-сварка.
Материалы для пайки
Качество паяных соединений зависит от правильного выбора основного металла, припоя, флюса, способа нагрева, зазоров, типа соединения.
По прочности паяные соединения уступают сварным. При этом пайка имеет некоторые технологические преимущества перед сваркой:
Дает возможность соединения разнородных металлов и даже металла с неметаллом.
Температура нагрева детали при пайке значительно ниже, чем при сварке, то при пайке нет значительных остаточных деформаций и не происходит коробления , не расплавляются кромки и не изменяется структура и механические свойства соединяемых деталей.
Простота технологического процесса, хорошие условия для автоматизации и механизации пайки, высокая производительность труда.
Паять можно углеродистые и легированные стали всех марок, твердые сплавы, цветные металлы, серые и ковкие чугуны. При пайке металлы соединяются в результате смачивания, растекания жидкого припоя по нагретым поверхностям и затвердевания его после охлаждения. Прочность сцепления припоя с соединяемыми поверхностями зависит от физико-химических и диффузионных процессов, протекающих между припоем и основным металлом, и, как правило, определяется прочностными характеристиками припоя.
Основные требования к припоям :
Хорошо растворять основной металл
Иметь температуру плавления как минимум на 50…100 С ниже температуры плавления паяемых металлов.
Обеспечивать хорошее смачивание металла и хорошее заполнение шва пайки.
Образовывать прочные, пластичные и корррозионно- устойчивые швы.
Иметь коэффициент линейного расширения не отличающийся резко от коэффициента линейного расширения паяемых металлов.
Быть дешевым и недефицитным.
Припои представляют собой сплавы цветных металлов сложного состава. Все припои по температуре плавления подразделяют на особолегкоплавкие (температура плавления < 145 °С), легкоплавкие (145 ... 450 °С), среднеплавкие (450... 1100 °С) и тугоплавкие (> 1050 °С).
К особолегкоплавким и легкоплавким припоям относятся оловянно-свинцовые на основе висмута, индия, кадмия, цинка, олова, свинца; к средне- и высокоплавким припоям - медные, медно-цинковые, мед-но-никелевые, с благородными металлами.
Припои изготовляют в виде прутков, проволок, листов, полос, спиралей, дисков, колец, зерен и др., укладываемых в место соединения.
Изделия из алюминия и его сплавов паяют с припоями на алюминиевой основе с кремнием, медью, оловом и другими металлами. Магний и его сплавы паяют припоями на основе магния с добавками алюминия, меди, марганца и цинка. Изделия из коррозионно-стойких сталей и жаропрочных сплавов, работающих при высоких температурах (свыше 500 °С), паяют тугоплавкими припоями на основе железа, марганца, никеля, кобальта, титана, циркония, гафния, ниобия и палладия.
Флюсы паяльные применяют для очистки поверхности паяемого материала, а также для снижения поверхностного натяжения и улучшения растекания и смачиваемости жидкого припоя. Флюс (кроме реактивно-флюсовой пайки) не должен химически взаимодействовать с припоем. Температура плавления флюса должна быть ниже температуры плавления припоя. Флюс в расплавленном и газообразном состояниях должен способствовать смачиванию поверхности основного металла расплавленным припоем.
Флюсы могут быть твердые, пастообразные и жидкие. Для пайки наиболее применимы следующие флюсы: бура Na2B4О7, борная кислота НгВО3, хлористый цинк ZnCl2, фтористый калий КF и др.
Способы пайки
Пайку можно вести при общем или местном нагреве конструкции. При общем нагреве изделие помещают в печь или погружают в соляную или металлическую ванну. В этих условиях изделие прогревается равномерно. Такой процесс целесообразен для пайки изделий относительно небольших размеров. При местном нагреве подогревают лишь часть конструкции в зоне спая.
Способы пайки классифицируют в зависимости от используемых источников нагрева. Наиболее распространены в промышленности
--Пайка при помощи паяльника.
--Пайка газовым пламенем.
--Индукционная пайка.
--Пайка в печах.
--Пайка электроконтактным нагревом.
--Пайка погружением.
--Пайка кварцевыми лампами.
--Экзотермическая пайка.
--Пайка с приложением внешних сил.
--Пайка с наложением упругих колебаний.
Пайка при помощи паяльника.
При пайке паяльниками основной металл нагревают, а припой расплавляют за счет теплоты, аккумулированной в массе металла паяльника, который перед пайкой или в процессе ее подогревают. Для низкотемпературной пайки применяют паяльники с периодическим нагревом, с непрерывным нагревом и ультразвуковые. Рабочую часть паяльника выполняют из красной меди. Паяльник с периодическим нагревом в процессе работы периодически подогревают посторонним источником теплоты. Паяльники с постоянным нагревом делают электрические. Паяльники с периодическим и непрерывным нагревом чаще используют для флюсов пайки черных и цветных металлов легкоплавкими припоями с температурой плавления ниже 300... 350 °С.
Ультразвуковые паяльники применяют для бесфлюсовой пайки на воздухе и пайки алюминия. Оксидные пленки разрушаются в результате колебаний ультразвуковой частоты.
Пайка газовым пламенем.
При газопламенной пайке заготовки нагревают и припой расплавляют горелками для газовой и плазменной сварки или паяльными лампами. Газовым пламенем паяют вручную и механизированным способом. При пайке газосварочными горелками в качестве горючих газов используют ацетилен, природные газы, водород, пары керосина и т.п. При использовании газового пламени припой можно заранее помещать у места пайки или вводить в процессе пайки вручную. Газовое пламя лишь частично предохраняет место спая от окисления, поэтому рекомендуется применение флюсов и паст. Поэтому на место пайки предварительно наносят флюс в виде жидкой пасты, разведенной водой или спиртом; конец прутка припоя также покрывают флюсом. В некоторых случаях флюсы подаются в газообразном состоянии непосредственно в пламя. При газовой пайке возможно применение высокотемпературных и легкоплавких припоев.
Для крупных деталей иногда применяют процесс пайки, называемый «сварка бронзой». В этом случае припоем служат латунные стержни, изделие нагревают кислородно-ацетиленовой горелкой. Сначала ею подогревают кромки, насыпают флюс, облуживают их тонким слоем припоя, а затем заполняют припоем весь объем разделки. Сварку бронзой используют при ремонте чугунных и стальных деталей.
Плазменной горелкой, обеспечивающей более высокую температуру нагрева, паяют тугоплавкие металлы: вольфрам, тантал, молибден, ниобий и т.п.
Индукционная пайка.
При индукционной пайке паяемый участок нагревают в индукторе. Через индуктор пропускают ТВЧ, в результате чего место пайки нагревается до необходимой температуры
Требуемую равномерность нагрева регулируют величиной тока. При очень быстром нагреве иногда возможна пайка без флюса, так как при применении легкоплавких припоев окисление не успевает произойти. В других случаях паять необходимо при защите флюсами, в камерах с инертным газом (аргоном) или в вакуумных камерах.
Механизировать процесс индукционной пайки можно разными способами, например, поместить детали на конвейер и подавать их под индуктор с таким расчетом, чтобы продолжительность паузы в движении конвейера была достаточной для нагрева детали, подлежащей соединению. В качестве источников тока при индукционной пайке используют машинные генераторы с частотой 2500— 8000 Гц и ламповые — с частотой 250—300 тыс. Гц.
Пайка в печах.
При пайке в печах соединяемые заготовки нагревают в специальных печах: электросопротивления, с индукционным нагревом, газопламенных и газовых. Припой заранее закладывают в шов собранного узла, на место пайки наносят флюс и затем изделие помещают в печь, где его нагревают до температуры пайки. Припой расплавляется и заполняет зазоры между соединяемыми заготовками. Процесс пайки продолжается несколько часов. Этот способ обеспечивает равномерный нагрев соединяемых деталей без заметной их деформации.
Для
этого способа наиболее часто применяют
высокотемпературные припои, более редко
— низкотемпературные. Пайка в печах
обеспечивает равномерный нагрев и
охлаждение конструкции, легко
механизируется; это очень экономичный
процесс при массовом и крупносерийном
производствах, позволяет получать


 высокопрочные
паяные соединения в труднодоступных
местах.
высокопрочные
паяные соединения в труднодоступных
местах.
В воздушной среде пайку ведут, как правило, при относительно низких температурах легкоплавкими припоями. Этим способом паяют, например, соты автомобильных радиаторов и другие изделия из алюминиевых сплавов.
При пайке в восстановительной атмосфере наиболее часто применяют водород или смеси, состоящие из водорода и окиси углерода и других газов. Такая атмосфера в печах позволяет восстанавливать образующиеся окислы металлов. Ее активность определяется родом окислов. Чистый водород взрывоопасен и дорог, поэтому чаще применяется диссоциированный аммиак или продукты его частичного сгорания.
Пайка в среде инертных газов, а также в вакууме позволяет полностью избежать окисления основного металла и припоя. Более того, при пайке в вакууме достаточно хорошо очищаются поверхности вследствие растворения или сублимации поверхностных пленок некоторых окислов.
Пайку в вакуумных печах или в среде нейтральных газов, как и в восстановительной атмосфере, можно проводить непосредственно в особых печах или контейнерах. Для этого применяют жесткие и мягкие контейнеры, целиком загружаемые в печь. При пайке в вакууме жесткий контейнер должен быть рассчитан на прочность и устойчивость под внешним давлением 1 ат при работе в условиях высоких температур, мягкий контейнер облегает изделие, подлежащее пайке, и не требует специального расчета прочности при его нахождении в вакуумных печах.
Пайка электроконтактным нагревом.
Пайка происходит за счет теплоты, выделяющейся в деталях при протекании по ним электрического тока. Нагревать можно разными путями. Во-первых, пропусканием тока от электродов через обе детали и место их соединения, в этом случае припой закладывают между деталями; во-вторых, пропусканием тока через одну деталь, вторая деталь нагревается за счет теплопроводности; эта схема удобна в тех случаях, когда одна из деталей имеет размеры значительно меньше другой; в-третьих, пропусканием тока через особый нагреватель; последний обеспечивает нагрев обеих деталей за счет теплопроводности; этот способ удобен при относительно малых размерах соединяемых частей, припой при этом закладывают в форме прутков или вносят в процессе пайки.
При контактном способе паять можно и без флюсов, хотя их нередко применяют в соответствии с родом припоев. При пайке электроконтактным паяльником одну из деталей включают в электрическую систему, питаемую от трансформатора. В эту систему последовательно включают угольный электрод. В месте его контакта с деталью происходит нагрев; вторая деталь нагревается от первой за счет теплопроводности.
Пайка погружением.
Пайку погружением выполняют в ваннах с расплавленными солями или припоями. Соляная смесь обычно состоит из 55 % КС1 и 45 % HCI. Температура ванны 700 ... 800 °С. На паяемую поверхность, предварительно очищенную от грязи и жира, наносят флюс, между кромками или около места соединения размещают припой, затем детали скрепляют и погружают в ванну. Соляная ванна предохраняет место пайки от окисления. Перед погружением в ванну с расплавленным припоем покрытые флюсом детали нагревают до температуры 550 °С. Поверхности, не подлежащие пайке, предохраняют от контакта с припоем специальным покрытием из графита с добавками небольшого количества извести. Пайку погружением в расплавленный припой используют для стальных, медных и алюминиевых сплавов, деталей сложных геометрических форм. На этот процесс расходуется большое количество припоя.
Пайка кварцевыми лампами.
Сущность процесса пайки кварцевыми лампами заключается в следующем. Паяемую конструкцию помещают в мягкий контейнер. Его вакуумируют, а затем наполняют аргоном. Далее контейнер помещают в приспособление, в котором его закрепляют. С двух сторон контейнера устанавливают батареи кварцевых ламп. После окончания обогрева кварцевые лампы отводят, а приспособление совместно с деталями охлаждают. Весь цикл процесса пайки по этому способу продолжается 5—15 мин, в то время как продолжительность пайки в печах составляет несколько часов.
Существуют и другие способы пайки, например с использованием графитовых листовых нагревателей и т. д., но эти способы применяют редко.
Экзотермическая пайка.
Способ экзотермической пайки состоит в следующем. На очищенную поверхность аустенитной коррозионно-стойкой стали, подлежащей соединению, наносят тонкий слой порошкообразного флюса. Флюс можно наносить методом напыления. Соединяемые поверхности совмещают, на противоположные стороны укладываются экзотермическая смесь, выделяющая теплоту. Смесь состоит из разных компонентов, укладываемых в форме пасты или брикетов толщиной несколько миллиметров.
Собранную конструкцию устанавливают в приспособление и вносят в специальную печь, где экзотермическую смесь поджигают. Смесь загорается при температуре 500° С (773 К), при этом на поверхности металла достигается температура, обеспечивающая расплавление припоя. Таким путем можно паять соединения внахлестку, а также сотовые блоки — конструкции небольших размеров, например 75x100 мм. При пайке сотовых конструкций требуется очень небольшое количество экзотермической смеси, значительно меньшее, чем для соединений внахлестку. В процессе испытаний сотовых конструкций установлено, что при приложении сжимающего усилия параллельно ребру разрушающее напряжение в аустенитных сталях достигает 120 кгс/мм2.
Пайка с приложением внешних сил.
Этот способ пайки применим к парам металлов, способных образовывать между собой эвтектики или непрерывный ряд твердых растворов с минимумом температур плавления. Так, например, медь и серебро образуют сплав с температурой плавления около 780° С (1053 К).
С двух сторон соединяемых образцов укладывают графитовые пластины. Детали плотно сжимают значительным усилием.
От сварочной машины мощностью несколько десятков киловатт через соединяемые детали пропускают ток при напряжении во вторичной обмотке около ЗВ. Соединяемые детали нагреваются. На границе образуется эвтектический сплав, толщина переходного слоя увеличивается со временем. При отсутствии графитовых пластин электролитическая медь, обладающая высокой проводимостью, не нагревается. Графитовые пластины служат для повышения сопротивления и необходимого нагрева меди.
Указанным путем можно паять на точечных машинах некоторые цветные металлы, образующие эвтектические сплавы. Флюс не применяют. Таким же путем можно припаивать серебряные пластины к свинцу, а также сплавы меди к техническому серебру и техническому цинку.
Пайка с наложением упругих колебаний.
В настоящее время начинают развиваться методы пайки с использованием упругих колебаний — низкочастотных и ультразвуковых.
Использование низкочастотных колебаний при обычных способах пайки способствует улучшению качества паяных швов. Обычно для создания низкочастотных колебаний используют электромагнитные вибраторы. Последние жестко соединяют с приспособлениями, в которых зажимают детали, подлежащие пайке.
Амплитуды колебаний, передаваемые деталям, незначительны. Они составляют сотые доли миллиметра. Частоты колебаний также невелики, например, около 100 Гц. Вибраторы подают колебания в течение времени с начала подачи припоя и до полной его кристаллизации. Наложение упругих колебаний позволяет получить хорошие соединения на деталях с зазором 0,02—0,2 мм. При небольших зазорах наложение упругих колебаний улучшает заполнение зазора припоем. При больших зазорах колебания устраняют рыхлоты и обеспечивают получение плотных швов.
Введение ультразвуковых упругих колебаний в расплавленный припой способствует разрушению поверхностной пленки в местах пайки, покрытых припоем и смачиванию им металла. Механизм разрушения поверхностной пленки состоит в возникновении явления кавитации в расплавленном припое. При введении ультразвуковых упругих колебаний в расплавленный припой в нем образуется много кавитационных пузырьков. При захлопывании пузырьков на поверхности металла возникает кавитационная эрозия, вследствие чего и происходит удаление поверхностных окисных пленок.
В 3. Показатели оценки эффективности инвестиционных проектов.
Для оценки экономической эффективности в мировой практике применяются различные показатели:
Чистая приведенная стоимостьсть NPV
Срок окупаемости инвестиций PP
Индекс рентабельности проекта (индекс прибыльности) PI
Внутр.норма доходности IRR
Дисконтированный срок окупаемости инвестиций DPP
Текущая ст-сть PV – это пок-ль, хар-щий ст-сть будущих ден.величин, приведенных к текущему времени путем их дисконт-ния. При оценке инвестиционного проекта приходится сопоставлять текущие затраты и будущие доходы, суммировать финанс.итоги разных лет.
Дисконтирование – это процесс приведения будущих ден.потоков к определ-у моменту в текущем времени с помощью ставки дисконтирования r, учитывающей риск, инфляцию и др.непредвиденные факторы.
В случае дисконт-ия единичной величины ден.ср-в, относящихся к одному году t в будущем, исп-ся выражение: PV = Pt*1/(r + 1)t, где PV – текущая ценность некоторой суммы ден.ср-в, Pt – ден.единичная величина, относящаяся к t-ому году в будущем, r – ставка дисконта (в долях от 1), t - года
PV = Pt*1/(r + 1)t – эта ф-ла исп-ся, если приводится к текущему времени поток ежегодных сумм за ряд лет.
NPV Чистая приведенная стоимость Данный метод основан на сопоставлении величины инвестиционных затрат (I0) и общей суммы скорректированных во времени будущих ден.поступлений в течении прогнозир-ого срока. При заданной норме дисконта, т.е. коэф-та дисконт-ния, устанавл-ого аналитиком самост-но можно опр-ть современ.величину всех оттоков и притоков ден.ср-в в течении эконом.жизни проекта, а также сопоставить их друг с другом. Рез-том такого сопост-ия будет «+» или «-» величина (чистый приток или чистый отток ден.ср-в), к-рая показывает удовлетворяет ли проект принятой норме дисконта.
NPV = PV - I0 ,где I0 – сумма первоначальных затрат (инвестиций) на начало проекта.
PV=( CFi / (r + 1)t) - I0 , где CF–чистый поток ден.ср-в.
Если рассчитанная т.обр. NPV > 0 , что в течении своей эконом.жизни проект возместит первоначальные затраты, обеспечит получение прибыли, согласно ставке r , а также ее некоторый резерв равный NPV. «-»-ая величина NPV показывает, что заданная норма прибыли не обеспечивается и проект убыточен.
При NPV = 0, проект только окупает затраты, но не приносит прибыли. Однако использование NPV-метода возможно только при соблюдении определ.условий:
Объем ден.потоков в рамках инвестиционного проекта д.б. оценен для всего планового периода.
При расчете NPV, как правило, исп-ся постоянная ставка дисконт-ния, к-рая в зав-сти от обстоятельств может дифф-ваться по годам. Если в ходе расчетов принимаются различ.ставки дисконт-ния, то проект приемлемый при пост-ой ставке дисконт-ния м.стать неэф-ым.
Являясь абсолют.пок-лем NPV обладает важнейшим св-вом аддитивности, т.е. NPV можно суммировать.
Вместе с тем критерий NPV имеет свои недостатки:
Высокая зав-сть от ставки диск-ния, т.обр. ошибки в выборе ставки м.привести к значит-ому завышению (заниж-ю) величины NPV, а след-но, принятию неверного решения, относ-но приемлемости инвестиц-ого проекта.
При выборе м/ду проектом с большим NPV и длительным периодом окупаемости и с проектом с меньшим NPV и коротким периодом окупаемости возникают проблемы с выбором наилучшего проекта. Поэтому наряду с абсолют.показателем NPV исп-ются также относительные PI и IRR.
Kd = 1/(r + 1)t , Kd - коэф-нт дисконтирования.
PP Срок окупаемости инвестиций – это ожидаемый период возмещения первоначальных вложений из чистых поступлений, где чистые поступления это денежные поступления за вычетом расходов этого периода.
Алгоритм расчета срока окупаемости зависит от равномерности распр-ия прогноз-ых доходов и инвестиций:
Если доход распределен по годам равномерно, то срок окупаемости рассчитывается делением единовременных затрат на величину годового дохода, обусловленного этими первонач-ми инвестициями PP = I0 / CFi. При получении дробного числа оно округляется до целого в сторону увеличения.
Если доход распределен неравномерно, то срок окупаемости рассчитывается прямым подсчетом числа лет, в течении к-рых сумма первоначальных инвестиций будет погашена суммарным доходом.
Достоинства метода.
- простота расчета;
- выгоден для оценки проектов, касающихся тех товаров, спрос на которые не стабилен;
- удобен для небольших фирм с маленьким денежным оборотом;
- удобен для быстрого осуществления проектов в условиях нехватки ресурсов.
Недостатки.
- не учитывается доходность проекта за пределами срока окупаемости;
- не годится для оценки проектов, связанных с принципиально-новыми товарами;
- точность расчетов зависит от частоты разбиения срока жизни проекта на интервалы планирования;
- риск оценивается весьма грубо.
PI Индекс рентабельности проекта показывает сколько единиц современной величины денежного потока приходится на единицу предполагаемых первоначальных затрат. PI =PV / I0.
Если величина PI > 1, современ.ст-сть ден.потока проекта превышает первонач-ые инвестиции, обеспечивает «+» величину NPV. След-но, проект следует принять. При PI < 1, проект не обеспечивает заданного уровня рентабельности и его следует отклонить. Если PI = 1, проект является и не прибыльным и не убыточным. Решение о его принятии делает инвестор. Т.обр. критерий PI хар-ет эфф-сть вложений, очень удобен при выборе одного проекта из ряда альт-вных, имеющих примерно одинаковое значение NPV, а также при комплектовании портфеля инвестиций с max суммарным значением NPV.
Недостатком PI явл-ся то, что он сильно чувствителен к масштабу проекта. Он не всегда обеспеч-ет однозначную оценку эф-сти инвестиций и проект с наиболее высоким PI может не соот-вать проекту с наиболее высокой NPV, в связи с чем исп-ся как дополнение в NPV.
IRR Внутр.норма доходности – это значение ставки дисконт-ния r, при к-ром чистая современная ст-сть инвестиций проекта равн. 0.
IRR = r, при NPV = f(r) = 0
Смысл расчета этого коэфф-та заключ. в следующем: IRR показывает max-но-допустимый уровень расходов, к-рый м.б. ассоциирован с данным проектом.
Напр., если проект полностью финансируется за счет ссуды коммерческого банка, то значение IRR показывает верхнюю границу допустимого уровня банковской процентной ставки, превышение к-рого делает проект убыточным. Графическое определение IRR.
При NPV = 0, современная ст-сть проекта (PV) равна по абсолютной величине первоначальным инвестициям I0 они окупаются. Т.обр. чем выше величина IRR, тем больше эфф-сть инвестиций. Величину IRR сравнивают при оценке проектов с заданной нормой дисконта (r).
Если IRR > r, то проект обеспечивает положительную NPV и доходность равную IRR- r
Если IRR < r, то затраты превышают доходы и проект будет убыточным.

NPV
NPV = f(r)
r
IRR

В 4. Требования безопасности, предъявляемые к металлообрабатывающему оборудованию. Опасные зоны оборудовании и средства защиты.
Безопасность производственного оборудования обеспечивается:
правильным выбором принципов действия, конструктивных схем, материалов, рабочих процессов и т.п.;
максимальным использованием средств механизации, автоматизации, дистанционного управления; применением в конструкции специальных защитных средств;
выполнением эргономических требований;
включением требований безопасности в техническую документацию по монтажу, эксплуатации, ремонту, транспортированию и хранению.
В процессе эксплуатации станочное оборудование не должно загрязнять окружающую среду вредными веществами выше установленных норм и не должно представлять опасности с точки зрения взрыва и пожара.
При проектировании станочного оборудования нужно учитывать условия его эксплуатации с тем, чтобы при воздействии влажности, солнечной радиации, механических колебаний, высоких и низких давлений и температур, агрессивных веществ, ветровых нагрузок, микроорганизмов, грибков и т. п. оборудование не становилось опасным.
Материалы, применяемые в конструкции оборудования, не должны быть опасными и вредными. Новые материалы предварительно подвергаются проверке на гигиеничность и взрывопожароопасность.
Станочное оборудование должно быть снабжено необходимыми техническими средствами безопасности.
Представляющие опасность движущиеся части оборудования ограждаются или снабжаются средствами защиты, за исключением частей, ограждение которых не допускается их функциональным назначением. В этом случае нужно предусматривать специальные меры защиты.
Оборудование не должно служить источником выделения в рабочую зону производственных помещений вредных веществ, различного рода излучений выше предельно допустимых уровней (концентраций) больших количеств теплоты и влаги.
Конструкция оборудования должна обеспечивать исключение или снижение до регламентированных уровней шума, ультразвука, инфразвука, вибраций.
Элементы оборудования, с которыми может контактировать человек, не должны иметь острых кромок, углов, неровных, горючих и переохлажденных поверхностей.
Входящие в конструкцию оборудования рабочие места и их элементы должны обеспечивать удобство и безопасность работающему.
При необходимости передвижения оператора оборудование снабжается безопасными проходами, площадками, переходами, лестницами, перилами и т. п.
В оборудовании должны быть предусмотрены приспособления для удобного захвата при необходимости подъема и другие устройства для обеспечения безопасности при монтаже и ремонте, а также средства сигнализации о нарушении нормального режима работы, а в необходимых случаях — средства автоматического останова, торможения и отключения от источников энергии.
Для предотвращения опасности при внезапном отключении источников энергии все рабочие органы, захватывающие, зажимные и подъемные устройства оборудования или их приводы должны быть снабжены специальными защитными приспособлениями. Причем нужно предотвращать возможность самопроизвольного включения приводов рабочих органов при восстановлении подачи энергии.
Конструкция оборудования должна обеспечивать защиту человека от поражения электрическим током.
Органы управления оборудованием должны соответствовать следующим основным требованиям:
иметь форму, размеры и поверхность, безопасные и удобные для работы;
удобно располагаться в рабочей зоне; размещаться с учетом требуемых для их перемещения усилий, не превышающих установленных стандартами, а также последовательности и частоты использования;
исключать возможности непроизвольного и самопроизвольного включения и выключения оборудования.
Управление однородным оборудованием должно быть унифицировано, а направление вращения маховичков, штурвалов, перемещение рычагов, педалей и т. п. — соответствовать установленным правилам.
Органы управления своей конструкцией (блокировками) должны исключать возможность осуществления неправильной последовательности операций или иметь схемы и надписи, наглядно указывающие правильную последовательность операций.
Органы аварийного выключения (кнопки, рычаги и т. п.) должны быть красного цвета, иметь указатели, облегчающие их поиск, надписи о назначении и быть легкодоступными для обслуживающего персонала.
Требования к средствам зашиты, входящим в конструкцию производственного оборудования, сводятся в основном к тому, чтобы исключить функционирование оборудования при отключенных или неисправных средствах зашиты.
Средства защиты должны непрерывно выполнять свои функции, срабатывать при возникновении опасности или приближении человека к опасной зоне. Действие средств зашиты продолжается все время, пока действует опасный или вредный производственный фактор. Отказ отдельных элементов защитных средств не должен прекращать защитного действия других средств или создавать какую-либо дополнительную опасность.
Средства защиты должны быть легкодоступны для обслуживания и контроля. При необходимости их снабжают устройствами автоматического контроля.
Опасной зоной называют пространство, в котором возможно воздействие на работающего опасных и вредных производственных факторов.
Опасные зоны возникают в области действия рабочих органов технологического оборудования, у ременных, зубчатых и цепных передач, при эксплуатации подъемно-транспортных машин и т. д. Особая опасность создается в случаях, когда возможен захват одежды или волос работающего движущимися частями оборудования.
Наличие опасной зоны может быть обусловлено опасностью поражения электрическим током; воздействием тепловых, электромагнитных излучений, шума, вибрации, ультразвука, вредных паров, газов и пыли.
При проектировании и эксплуатации технологического оборудования предусматривают применение устройств, либо исключающих возможность контакта человека с опасной зоной, либо снижающих опасность травматизма.
Для защиты от действия опасных факторов применяют коллективные и индивидуальные средства защиты.
Средства коллективной защиты в зависимости от назначения подразделяют на следующие классы:
нормализация воздушной среды производственных помещений и рабочих мест;
нормализация освещения производственных помещений и рабочих мест;
средства защиты от ионизирующих, инфракрасных, ультрафиолетовых, электромагнитных излучений;
средства защиты от шума, вибрации, ультразвука, поражения электрическим током, электростатических зарядов, повышенных и пониженных температур поверхностей оборудования, материалов, готовой продукции, повышенных и пониженных температур воздуха рабочей зоны, воздействия механических, химических и биологических факторов.
Все применяющиеся на предприятиях средства коллективной защиты по принципу действия можно разделить:
на оградительные; предохранительные; блокирующие; сигнализирующие;системы дистанционного управления машинами; специальные.
Общими требованиями к средствам защиты являются:
обеспечение оптимальных и безопасных условий труда рабочих; высокая степень защиты;
учет индивидуальных особенностей оборудования и технологических процессов;
удобство обслуживания машин и механизмов;
соблюдение требований технической эстетики.
№ 21 билет
В 1. Физическая сущность сварочной дуги. Зажигание дуги. Термоэлектронная и автоэлектронная эмиссии. Работа выхода электрона.
Электрический ток при некоторых условиях может проходить не только через твердые или жидкие проводники, но и через газы. Явление протекания электрического тока через газы называется электрическим газовым разрядом. Сварочная дуга представляет собой устойчивый и мощный электрический разряд, характеризуемый повышенной плотностью тока и высокой температурой. Дуга горит между электропроводными телами (электродом и свариваемой деталью), находящимися на сравнительно небольшом расстоянии друг от друга.
В зависимости от способов включения электродов и свариваемой детали в цепь сварочного тока различают два вида сварочных дуг: прямого действия, когда дуга горит непосредственно между электродом и деталью, и косвенного действия, когда дуга горит между двумя электродами, а свариваемая деталь не включена в электрическую цепь.
По роду используемого тока сварочные дуги могут быть переменного и постоянного тока. При этом дуга постоянного тока может питаться током прямой и обратной полярности. При прямой полярности электрод присоединяется к отрицательному полюсу источника питания дуги, а свариваемая деталь — к положительному; при обратной — электрод присоединяется к положительному полюсу, а деталь — к отрицательному.
В нормальном состоянии газы электрической проводимостью не обладают и электрический ток не пропускают, поскольку они почти полностью состоят из нейтральных частиц — атомов или молекул. Электрический дуговой разряд возможен лишь, при условии ионизации газов, т.е. образования электрически заряженных частиц — электронов, отрицательно и положительно заряженных ионов. Ионизация дугового промежутка происходит во время зажигания дуги и непрерывно поддерживается в процессе ее горения.
При зажигании дуги обычно используется, главным образом, термоэлектронная эмиссия, которая возникает во время короткого замыкания электродом на деталь сварочной цепи (контактный способ возбуждения дуги). При замыкании происходит соприкосновение микроскопических выступов, всегда существующих на поверхности электрода и свариваемого металла. Высокая плотность тока, приходящаяся на эти выступы, приводит к почти мгновенному их нагреву до высокой температуры, вплоть до температуры плавления и кипения металлов, и возникновению мощной эмиссии электронов. При последующем отрыве конца электрода с поверхности изделия и удалении его на расстояние 2—5 мм формируется под воздействием существующего электрического поля движущийся с большой скоростью поток электронов. Встречая на своем пути атомы газа, электроны ударяются о них и, добавляв: или отнимая отрицательный заряд, превращают их соответственно в отрицательно или положительно заряженные ионы. В условиях действия электрического поля электроны и образующиеся отрицательные ионы устремляются к положительному полюсу (аноду), а положительные ионы — к отрицательному (катоду). Достигая полюсов, частицы противоположного знака тормозятся, в результате чего выделяется большое количество энергии, в основном в форме тепла.
Нужно заметить, что не все движущиеся электроны обладают достаточной для ионизации частиц энергией. Такие электроны при сталкивании не изменяют заряд частиц, а переводят атомы и ионы в возбужденное состояние, связанное с переходом их электронов на орбиты с более высоким энергетическим уровнем. Однако возбужденные частицы являются неустойчивыми и легко возвращаются в исходное нейтральное состояние, выделяя энергию в виде потока электромагнитного инфракрасного, видимого и ультрафиолетового излучений.
Следует отметить, что имеющиеся в дуге разноименно заряженные частицы, в том числе и появившиеся при ионизации, при некоторых условиях воссоединяются, образуя нейтральную частицу. Этот процесс называется рекомбинацией; он сопровождается, как и возвращение в исходное состояние возбужденных атомов, выделением электромагнитного излучения в инфракрасном, видимом и ультрафиолетовом диапазонах частот.
Возбуждение дуги и её зоны.
Возбуждение дугового разряда возможно 4 основными способами: 1- при переходе из устойчивого маломощного разряда. 2- в процессе создания высоко ионизированного потока пара.3- при переходе из неустойчивого искрового разряда путём подачи импульса высокой частоты или высокого напряжения.4- при замыкании и последующем размыкании тока несущих электродов.
Дуга состоит из 3 зон. 1- катодная, 2- анодная, 3- столб дуги
Термоэлектронная эмисся.
При сварке из соображений техники безопасности нельзя пользоваться высокими напряжениями. Поэтому используют явления термоэлектронной и автоэлектронной эмиссий.
При термоэлектронной эмиссии благодаря высокой температуре свободные электроны «испаряются» с поверхности металла. Чем выше температура, тем большее число свободных электронов приобретает энергию, достаточную для преодоления потенциального барьера в поверхностном слое и выхода из металла.
Автоэлектроння эмиссия
При автоэлектронной (холодной) эмиссии создается внешнее электрическое поле, которое изменяет потенциальный барьер у поверхности металла и облегчает выход тех электронов, которые имеют достаточную энергию для преодоления этого барьера.
Работа выхода — разница между минимальной энергией, которую необходимо сообщить электрону для его «непосредственного» удаления из объёма твёрдого тела, и энергией Ферми. Здесь «непосредственность» означает то, что электрон удаляется из твёрдого тела через данную поверхность и перемещается в точку, которая расположена достаточно далеко от поверхности по атомным масштабам (чтобы электрон прошёл весь двойной слой), но достаточно близко по сравнению с размерами макроскопических граней кристалла. При этом пренебрегают дополнительной работой, которую необходимо затратить на преодоление внешних полей, возникающих из-за перераспределения поверхностных зарядов. Таким образом, работа выхода для одного и того же вещества для различных кристаллографических ориентаций поверхности оказывается различной.
При удалении электрона на бесконечность его взаимодействие с зарядами, остающимися внутри твёрдого тела приводит к индуцированию макроскопических поверхностных зарядов (при рассмотрении полубесконечного образца в электростатике это называют «изображением заряда»). При перемещении электрона в поле индуцированного заряда совершается дополнительная работа, которая определяется диэлектрической проницаемостью вещества, геометрией образца и свойствами других поверхностей. За счет этого полная работа по перемещению электрона из любой точки образца в любую другую точку (в том числе и точку бесконечности) не зависит от пути перемещения, то есть от того, через какую поверхность был удален электрон. Поэтому в физике твёрдого тела эта работа не учитывается и не входит в работу выхода.
В 2. Структура сборочно-сварочного предприятия.
Машиностроительное предприятие – это промышленное предприятие, состоящее из множества взаимодействующих производств, цехов, участков, отделений, отделов и служб, которое изготавливает или ремонтирует технику.
Производственная структура предприятия – это состав его цехов и служб с указанием связей между ними.
Назначение, структура, функции и производственная мощность предприятий определяются видами, содержанием и объемом выполняемых работ.
Для выполнения своих функций предприятие имеет в своем составе основное, вспомогательное и обслуживающее производства и заводоуправление.
Основное производство – это множество производственных участков с обеспеченными документацией исполнителями и средствами технологического оснащения, которые непосредственно воздействуют на изготавливаемые или ремонтируемые изделия во время их превращения из состояния заготовок в состояние товарной продукции. Основное производство занято выпуском продукции для продажи или обмена.
Вспомогательное производство завода служит для обеспечения жизнедеятельности основного производства.
Обслуживающее производство обеспечивает материалами, полуфабрикатами и услугами основное и вспомогательное производства. В его составе имеются транспортный цех, службы снабжения и сбыта со складским хозяйством.
Заводоуправление состоит из администрации, других должностных лиц, отделов и лабораторий. Состав и функции заводоуправления зависят от мощности и специализации предприятия. Заводские отделы – это отделы главного технолога и главного конструктора (может быть объединенный из них – технический отдел), технического контроля, материально-технического снабжения, планово-экономический, финансово-сбытовой, производственно-диспетчерский, труда и заработной платы, кадров. Основные функции заводских лабораторий: химический и металлографический анализ материалов, ремонт и поверка средств измерений, сбор данных о надежности проданной техники и др.
В 3. Показатели оценки эффективности инвестиционных проектов.
Для оценки экономической эффективности в мировой практике применяются различные показатели:
Чистая приведенная ст-сть NPV
Срок окупаемости инвестиций PP
Индекс рентабельности проекта (индекс прибыльности) PI
Внутр.норма доходности IRR
Дисконтированный срок окупаемости инвестиций DPP
Текущая ст-сть PV – это пок-ль, хар-щий ст-сть будущих ден.величин, приведенных к текущему времени путем их дисконт-ния. При оценке инвестиционного проекта приходится сопоставлять текущие затраты и будущие доходы, суммировать финанс.итоги разных лет.
Дисконтирование – это процесс приведения будущих ден.потоков к определ-у моменту в текущем времени с помощью ставки дисконтирования r, учитывающей риск, инфляцию и др.непредвиденные факторы.
В случае дисконт-ия единичной величины ден.ср-в, относящихся к одному году t в будущем, исп-ся выражение: PV = Pt*1/(r + 1)t, где PV – текущая ценность некоторой суммы ден.ср-в, Pt – ден.единичная величина, относящаяся к t-ому году в будущем, r – ставка дисконта (в долях от 1), t - года
PV = Pt*1/(r + 1)t – эта ф-ла исп-ся, если приводится к текущему времени поток ежегодных сумм за ряд лет.
NPV Чистая приведенная ст-сть Данный метод основан на сопоставлении величины инвестиционных затрат (I0) и общей суммы скорректированных во времени будущих ден.поступлений в течении прогнозир-ого срока. При заданной норме дисконта, т.е. коэф-та дисконт-ния, устанавл-ого аналитиком самост-но можно опр-ть современ.величину всех оттоков и притоков ден.ср-в в течении эконом.жизни проекта, а также сопоставить их друг с другом. Рез-том такого сопост-ия будет «+» или «-» величина (чистый приток или чистый отток ден.ср-в), к-рая показывает удовлетворяет ли проект принятой норме дисконта.
NPV = PV - I0 ,где I0 – сумма первоначальных затрат (инвестиций) на начало проекта.
PV=( CFi / (r + 1)t) - I0 , где CF–чистый поток ден.ср-в.
Если рассчитанная т.обр. NPV > 0 , что в течении своей эконом.жизни проект возместит первоначальные затраты, обеспечит получение прибыли, согласно ставке r , а также ее некоторый резерв равный NPV. «-»-ая величина NPV показывает, что заданная норма прибыли не обеспечивается и проект убыточен.
При NPV = 0, проект только окупает затраты, но не приносит прибыли. Однако использование NPV-метода возможно только при соблюдении определ.условий:
Объем ден.потоков в рамках инвестиционного проекта д.б. оценен для всего планового периода.
При расчете NPV, как правило, исп-ся постоянная ставка дисконт-ния, к-рая в зав-сти от обстоятельств может дифф-ваться по годам. Если в ходе расчетов принимаются различ.ставки дисконт-ния, то проект приемлемый при пост-ой ставке дисконт-ния м.стать неэф-ым.
Являясь абсолют.пок-лем NPV обладает важнейшим св-вом аддитивности, т.е. NPV можно суммировать.
Вместе с тем критерий NPV имеет свои недостатки:
Высокая зав-сть от ставки диск-ния, т.обр. ошибки в выборе ставки м.привести к значит-ому завышению (заниж-ю) величины NPV, а след-но, принятию неверного решения, относ-но приемлемости инвестиц-ого проекта.
При выборе м/ду проектом с большим NPV и длительным периодом окупаемости и с проектом с меньшим NPV и коротким периодом окупаемости возникают проблемы с выбором наилучшего проекта. Поэтому наряду с абсолют.показателем NPV исп-ются также относительные PI и IRR.
Kd = 1/(r + 1)t , Kd - коэф-нт дисконтирования.
PP Срок окупаемости инвестиций – это ожидаемый период возмещения первоначальных вложений из чистых поступлений, где чистые поступления это денежные поступления за вычетом расходов этого периода.
Алгоритм расчета срока окупаемости зависит от равномерности распр-ия прогноз-ых доходов и инвестиций:
Если доход распределен по годам равномерно, то срок окупаемости рассчитывается делением единовременных затрат на величину годового дохода, обусловленного этими первонач-ми инвестициями PP = I0 / CFi. При получении дробного числа оно округляется до целого в сторону увеличения.
Если доход распределен неравномерно, то срок окупаемости рассчитывается прямым подсчетом числа лет, в течении к-рых сумма первоначальных инвестиций будет погашена суммарным доходом.
Достоинства метода.
- простота расчета;
- выгоден для оценки проектов, касающихся тех товаров, спрос на которые не стабилен;
- удобен для небольших фирм с маленьким денежным оборотом;
- удобен для быстрого осуществления проектов в условиях нехватки ресурсов.
Недостатки.
- не учитывается доходность проекта за пределами срока окупаемости;
- не годится для оценки проектов, связанных с принципиально-новыми товарами;
- точность расчетов зависит от частоты разбиения срока жизни проекта на интервалы планирования;
- риск оценивается весьма грубо.
PI Индекс рентабельности проекта показывает сколько единиц современной величины денежного потока приходится на единицу предполагаемых первоначальных затрат. PI =PV / I0.
Если величина PI > 1, современ.ст-сть ден.потока проекта превышает первонач-ые инвестиции, обеспечивает «+» величину NPV. След-но, проект следует принять. При PI < 1, проект не обеспечивает заданного уровня рентабельности и его следует отклонить. Если PI = 1, проект является и не прибыльным и не убыточным. Решение о его принятии делает инвестор. Т.обр. критерий PI хар-ет эфф-сть вложений, очень удобен при выборе одного проекта из ряда альт-вных, имеющих примерно одинаковое значение NPV, а также при комплектовании портфеля инвестиций с max суммарным значением NPV.
Недостатком PI явл-ся то, что он сильно чувствителен к масштабу проекта. Он не всегда обеспеч-ет однозначную оценку эф-сти инвестиций и проект с наиболее высоким PI может не соот-вать проекту с наиболее высокой NPV, в связи с чем исп-ся как дополнение в NPV.
IRR Внутр.норма доходности – это значение ставки дисконт-ния r, при к-ром чистая современная ст-сть инвестиций проекта равн. 0.
IRR = r, при NPV = f(r) = 0
Смысл расчета этого коэфф-та заключ. в следующем: IRR показывает max-но-допустимый уровень расходов, к-рый м.б. ассоциирован с данным проектом.
Напр., если проект полностью финансируется за счет ссуды коммерческого банка, то значение IRR показывает верхнюю границу допустимого уровня банковской процентной ставки, превышение к-рого делает проект убыточным. Графическое определение IRR.
NPV
NPV = f(r)
r
IRR
При NPV = 0, современная ст-сть проекта (PV) равна по абсолютной величине первоначальным инвестициям I0 они окупаются. Т.обр. чем выше величина IRR, тем больше эфф-сть инвестиций. Величину IRR сравнивают при оценке проектов с заданной нормой дисконта (r).
Если IRR > r, то проект обеспечивает положительную NPV и доходность равную IRR- r
Если IRR < r, то затраты превышают доходы и проект будет убыточным.
В 4.Организация работ на высоте. Верхолазные работы. СИЗ при выполнении работ на высоте, их характеристика.
К работам на высоте относятся работы, при которых работник находится на расстоянии менее 2м от неогражденных перепадов по высоте 1,3м и более.
Верхолазные работы, это работы, выполняемые на высоте более 5м от поверхности земли, перекрытия или рабочего настила, над которыми производятся работы непосредственно с конструкций или оборудования при их монтаже или ремонте, при этом основным средством, предохраняющим работающих от падения с высоты, является предохранительный пояс.
Основным опасным производственным фактором при работе на высоте является расположение рабочего места выше поверхности земли (пола, настила) или над пространством, расположенным ниже поверхности земли, и связанное с этим возможное падение работника или падение предметов на работника.
Причины падения работников с высоты
технические — отсутствие ограждений, предохранительных поясов, недостаточная прочность и устойчивость лесов, настилов, люлек, лестниц;
технологические - недостатки в проектах производства работ, неправильная технология ведения работ;
психологические - потеря самообладания, нарушение координации движений, неосторожные действия, небрежное выполнение своей работы;
метеорологические — сильный ветер, экстремальная температура воздуха, дождь, снег, туман, гололед. Не допускается выполнение работ на высоте в открытых местах при скорости ветра 15 м/с и более.
Причины падения предметов на работника
падение груза, перемещаемого грузоподъемными машинами, вследствие обрыва грузозахватных устройств, неправильной строповки (обвязки), выпадения штучного груза из тары и другие;
падение монтируемых конструкций вследствие конструктивных недостатков, нарушения последовательности технологических операций и другие;
аварии строительных конструкций вследствие проектных ошибок, нарушения технологии изготовления сборных конструкций, низкого качества строительно-монтажных работ и другие;
падение материалов, элементов конструкций, оснастки, инструмента и тому подобного вследствие нарушения требований правил безопасности — отсутствие бортовой доски у края рабочего настила лесов и другие.
Границы опасных зон
При проведении работ на высоте должны устанавливаться ограждения и обозначаться в установленном порядке границы опасных зон:
границы опасных зон в местах, над которыми происходит перемещение грузов подъемными кранами
границы опасной зоны в местах возможного падения предметов при работах на зданиях, сооружениях
границы опасной зоны вблизи движущихся частей машин и оборудования
опасная зона вокруг мачт и башен при эксплуатации и ремонте
Допуск работников для проведения работ на высоте и верхолазных работ
К выполнению работ на высоте допускаются лица не моложе 18 лет, прошедшие медицинский осмотр без противопоказаний к выполнению работ на высоте, имеющие профессиональные навыки, прошедшие в установленном порядке обучение безопасным методом и приемам работ, инструктажи и проверку знаний по вопросам охраны труда и получившие соответствующее удостоверение.
К выполнению верхолазных работ допускаются лица не моложе 18 лет, прошедшие медицинский осмотр и признанные годными для выполнения верхолазных работ, имеющие стаж верхолазных работ не менее одного года и тарифный разряд не меньше третьего.
Запрещается применение труда женщин на верхолазных работах и работах на высоте, связанных с монтажом, ремонтом и обслуживанием контактных сетей, воздушных линий.
Требования безопасности при выполнении работ на высоте
Работы на высоте и верхолазные работы относятся к работам повышенной опасности и проводятся по наряду-допуску.
При выполнении работ на высоте внизу под местом проведения работ определяются и соответствующим образом обозначаются и ограждаются опасные зоны.
Строительные площадки, площадки производства работ, расположенные вне огороженной зоны, ограждаются для предотвращения несанкционированного входа посторонних лиц.
Вход посторонних лиц на такие площадки разрешается в сопровождении работника организации и в защитной каске.
Рабочие места обеспечиваются необходимыми средствами коллективной и индивидуальной защиты работников, первичными средствами пожаротушения, а также средствами связи и сигнализации и другими техническими средствами обеспечения безопасных условий труда.
Требования к лесам, подмостямпри выполнении работ на высоте
Работы на высоте производятся с лесов, подмостей или с применением других устройств и средств подмащивания, обеспечивающих условия безопасного проведения работ.
При выполнении работ с лесов высотой 6 м и более должно быть не менее двух настилов: рабочий (верхний) и защитный (нижний).
Скопление людей на настилах в одном месте не допускается.
Леса высотой более 4 м допускаются к эксплуатации только после приемки их комиссией с оформлением акта.
До утверждения акта главным инженером (начальником цеха, участка) работы с лесов не допускаются.
Высота перил ограждения подмостей должна быть не менее 1,1 м, бортового ограждения настила рабочей площадки не менее 0,15 м.
Требования к лестницам при выполнении работ на высоте
В процессе эксплуатации деревянные (веревочные и пластмассовые) лестницы подвергаются испытанию один раз в полгода, а металлические – один раз в год.
На лестницах указываются инвентарный номер, дата следующего испытания.
Длина приставных деревянных лестниц должна быть не более 5 м.
Приставные лестницы и стремянки снабжаются устройством, предотвращающим возможность сдвига и опрокидывания их при работе.
На нижних концах приставных лестниц и стремянок должны быть оковки с острыми наконечниками для установки на земле.
При использовании лестниц и стремянок на гладких опорных поверхностях на них должны быть надеты башмаки из резины или другого нескользящего материала.
Верхние концы лестниц, приставленных к трубам или проводам, снабжаются специальными крюками-захватами, предотвращающими падение лестницы от напора ветра или случайных толчков.
Сращивание более двух деревянных приставных лестниц не допускается. Уклон лестниц при подъеме работников на леса не должен превышать 600
Требования к подъему (спуску) людей и грузов при работе на высоте
Для подъема груза на леса используют блоки, укосины и другие средства малой механизации, которые следует крепить согласно проекту.
Для подъема и спуска людей подмости оборудуются лестницами.
При работе на высоте на подмостях крепежные детали и инструмент необходимо держать в специальном переносном ящике; при отсутствии подмостей – в сумке, надетой через плечо.
Детали и инструменты необходимо подавать на высоту или опускать при помощи специальной тары с подъемными приспособлениями.
Сбрасывать с высоты инструмент запрещается.
Одежда должна быть удобной.
Не допускается поднимать и опускать груз по приставной лестнице и оставлять на ней инструмент.
Подниматься на кровлю и спускаться с нее допускается только по внутренним лестничным маршам или трапам. Использовать в этих целях пожарные лестницы не допускается.
Средства защиты при выполнении работы на высоте
предохранительные пояса, предохранительные верхолазные устройства, ловители с вертикальным канатом или с другими устройствами, канаты страховочные, каски строительные, карабин предохранительный, спецодежда, защитные очки, щитки.
Требования к поясам предохранительным
На каждом поясе должны быть нанесены: товарный знак предприятия-изготовителя; размер и тип пояса; дата изготовления; клеймо отдела технического контроля; обозначение стандарта или технических условий.
Предохранительные пояса перед выдачей в эксплуатацию, а также через каждые 6 месяцев должны подвергаться испытанию статической нагрузкой.
После испытания под нагрузкой проводится тщательный осмотр пояса и при отсутствии видимых повреждений он допускается в эксплуатацию.
Карабин стропа (фала) предохранительного пояса должен обеспечивать быстрое и надежное закрепление и открепление одной рукой при надетой утепленной рукавице.
Продолжительность цикла «закрепление — открепление» должна быть не более 3с. Карабин должен иметь предохранительное устройство, исключающее его случайное раскрытие.
Каски строительные
Каски выпускаются двух размеров со ступенями регулирования длины несущей ленты не более 10 мм.
Корпус касок выпускается четырех цветов:
белого — для руководящего состава, начальников цехов, участков, работников службы охраны труда, государственных инспекторов органов надзора и контроля;
красного — для мастеров, прорабов, специалистов, главных механиков и главных энергетиков;
желтого и оранжевого — для рабочих и младшего обслуживающего персонала.
Ловители с вертикальным канатом
Ловители с вертикальным страховочным канатом применяются для обеспечения безопасности работника при подъеме и спуске по вертикальной и наклонной плоскостям.
Страховочные канаты
Для безопасного перехода на высоте с одного рабочего места на другое при невозможности устройства переходных мостиков или при выполнении мелких работ применяются страховочные канаты, расположенные горизонтально или под углом до 7° к горизонту.
Предохранительные верхолазные устройства должны обеспечивать плавное торможение страховочного каната при скорости извлечения его из устройства, превышающей 1,5м/с.
Предохранительное верхолазное устройство должно иметь элемент для закрепления его на опоре или к иному надежно закрепленному конструктивному элементу здания, сооружения.
Выходной конец страховочного каната предохранительного верхолазного устройства должен быть оформлен в виде петли или оснащен кольцом или карабином, к которым работник прикрепляет стропы (фал) предохранительного пояса.
№22 билет
В 1. Перенос расплавленного металла в сварочной дуге. Силы, действующие в дуге на расплавленный металл, общая характеристика.
Сварочный электрод или проволока под действием тепла, выделяющегося в дуге, расплавляются При этом образуются капли расплавленного металла, которые переносятся от электрода к свариваемому изделию Характер процесса отрыва капель от электрода и переноса к изделию зависит от ряда факторов электромагнитных сил, действующих в дуге, сил тяжести, сил поверхностного натяжения жидкого металла, градиента напряженности электрического поля, давления образующихся газов внутри капли.
Обычно различают четыре вида переноса электродного металла: перенос короткими замыканиями, крупнокапельный перенос, мелкокапельный и струйный.
 Схема
процесса переноса короткими замыканиями:
Схема
процесса переноса короткими замыканиями:
Этот вид переноса характерен для малых плотностей сварочного тока. Его реализация происходит в несколько стадии: 1-я стадия — рост капли вследствие плавления электрода теплом дуги; 2-я стадия - касание капли сварочной ванны; 3-я стадия - сужение перемычки, соединяющей каплю с электродом; 4-я стадия — отрыв капли под действием указанных выше сил; 5-я стадия — переход капли в сварочную ванну и начало роста новой капли.
При увеличении силы тока электромагнитные силы возрастают и капля отрывается раньше, чем касается сварочной ванны. Происходит переход к крупнокапельному переносу. При дальнейшем увеличении силы тока размер капли уменьшается и перенос становится мелкокапельным. В ряде случаев возможно достижение струйного переноса, когда отдельные очень мелкие капли сливаются в общую струю электродного металла. При этом дуга охватывает боковую поверхность электрода, хорошо его разогревает, вследствие чего он заостряется.
 Электромагнитные
силы возникают
в результате появления магнитного поля
вокруг проводника, по которому протекает
электрический ток Они оказывают
сжимающее действие на проводник и в том
числе на каплю металла, образующуюся
на торце электрода Магнитное поле
способствует образованию «шейки» и тем
самым облегчает отрыв капли от электрода
и переход ее на свариваемое изделие.
Электромагнитные
силы возникают
в результате появления магнитного поля
вокруг проводника, по которому протекает
электрический ток Они оказывают
сжимающее действие на проводник и в том
числе на каплю металла, образующуюся
на торце электрода Магнитное поле
способствует образованию «шейки» и тем
самым облегчает отрыв капли от электрода
и переход ее на свариваемое изделие.
Сила тяжести проявляется в стремлении капли перемещаться по вертикали сверху вниз Она способствует переносу капли через дугу при сварке в нижнем положении, но противодействует переносу капли при потолочном положении
Сила поверхностного натяжения, обусловленная действием межмолекулярного притяжения, стремится придать расплавленному металлу на конце электрода сферическую форму и способствует слиянию капли с жидким металлом ванны Сила поверхностного натяжения связана прямой зависимостью с размером капли чем больше сила поверхностного натяжения, тем больше размер капли Введением в атмосферу дуги элементов, снижающих поверхностное натяжение металла (например, кислорода), можно уменьшить размер капель Сила поверхностного натяжения способствует также удержанию жидкого металла ванны от вытекания при сварке в потолочном и вертикальном положениях.
Градиент напряженности электрического поля возникает вследствие того, что плотность тока в электроде значительно выше плотности тока в изделии, в связи с чем и напряженность электрического поля зоны электрода больше напряженности электрического поля зоны сварочной ванны В результате создается продольная сила, которая направлена от высокой напряженности к низкой, т е от электрода к сварочной ванне Эта сила способствует переносу капли от электрода к изделию.
Сила внутреннего давления газов возникает в результате протекания металлургических процессов в расплавленном металле «шейки» и капли, сопровождающихся образованием газообразной окиси углерода, объем которой во много раз превышает объем расплавленного металла. Вследствие этого мгновенно выделяющийся из металла газ способствует отрыву, дроблению и переходу капли на изделие.
В 2. Функции основного, вспомогательного и обслуживающего производств сборочно-сварочного предприятия.
Основное производство – это множество производственных участков с обеспеченными документацией исполнителями и средствами технологического оснащения, которые непосредственно воздействуют на изготавливаемые или ремонтируемые изделия во время их превращения из состояния заготовок в состояние товарной продукции. Основное производство занято выпуском продукции для продажи или обмена.
В основном производстве любого предприятия выделяют заготовительные, обрабатывающие и сборочные цеха или участки.
В основном производстве применяют цеховую, участковую или комбинированную структуры. Структуру первого вида используют на крупных предприятиях с числом работающих свыше 500 человек. В этом случае предприятие, в зависимости от его специализации и кооперации с другими заводами, состоит из 3...5 хозрасчетных цехов с числом работающих в каждом цехе 125...300 человек. Цехи состоят из участков. В структуре управления цехом имеются начальник цеха, начальники смен, старшие мастера, мастера и бригадиры. Заводы с числом работающих менее 500 человек имеют в своем составе только участки, которые возглавляются старшими мастерами.
Организационная структура предприятия зависит от численности работающих, стоимости производственных фондов, видов, сложности и объемов выпускаемой продукции.
Производственный участок – это структурная составляющая предприятия или цеха, которая состоит из целостного множества рабочих мест и предназначена для выполнения отдельного технологического процесса или комплекса работ по изготовлению или ремонту отдельных агрегатов или машин. В первом случае производственный участок организован по технологическому признаку, во втором – по предметному. Технологическая специализация участков более прогрессивная, чем предметная.
Состав производственных участков предприятия определяется видом изготавливаемых или ремонтируемых изделий, технологическими процессами, объемом и организацией производства.
Вспомогательное производство завода служит для обеспечения жизнедеятельности основного производства.
Во вспомогательном производстве изготавливают средства технологического оснащения, необходимые в основном производстве, приобретение которых невозможно или нецелесообразно. Это производство содержит в исправном состоянии здания и сооружения, средства технологического оснащения, энергосистемы и инженерные сети. Оно обеспечивает основное производство ресурсами (теплом, холодом, водой, сжатым воздухом, чистым воздухом, газами, электроэнергией и др.). Его службы – инструментальный участок, отделы главного механика и энергетика, ремонтно-строительный участок.
Обслуживающее производство обеспечивает материалами, полуфабрикатами и услугами основное и вспомогательное производства. В его составе имеются транспортный цех, службы снабжения и сбыта со складским хозяйством.
В 3. Инвестиции: сущность, классификация, источники финансирования.
Инвестиции – это любое имущество, включая денежные средства, ценные бумаги, оборудование, результаты интеллектуальной деятельности и имущественные права, вкладываемые инвестором в объекты инвестиционной деятельности с целью получения прибыли или другого значимого результата (эффективность)
Инвестиционная деятельность- это действие юридических и физических лиц, или государства по вложению инвестиций в производстве или их иному использованию для получения прибыли.
Инвестор - юридическое, физическое или государство, осуществляющее инвестиционную деятельность.
Субъектами инвестиционной деятельности являются: подрядчики, поставщики товарно-материальных ценностей, финансовые посредники, коммерческие банки, фирмы, иностранные лица, государство и международные органы.
Объекты инвестиционной деятельности:
Предприятие в целом как имущественный комплекс, основные средства, оборотные средства, ценные бумаги, интеллектуальная собственность, субъекты инвестиционной деятельности действуют в инвестиционной сфере.
В состав данной сферы входят:
1) капитальное строительство, где осуществляется вложение инвестиций в основные фонды предприятий и отраслей;
2) сфера реализации научно-технической продукции;
3) сфера обращения финансового капитала;
4) сфера реализации инвестиционной политики.
КЛАССИФИКАЦИЯ ИНВЕСТИЦИЙ
I. в зависимости от объекта инвестиционной деятельности:
1.1. денежные средства и ценные бумаги
1.2.движемое и недвижимое имущество
1.3. имущественные права и другие виды интеллектуальных ценностей;
1.4.совокупность технических, технологических и коммерческих знаний в виде технической документации, навыков и производственного опыта необходимого для организации производства
1.5. права пользования землёй и другими ресурсами
II. по видам объектов вложения средств:
2.1.реальные инвестиции – это вложение средств в материальное производство и в нематериальные активы;
2.2.финансовые инвестиции – это вложение средств в ценные бумаги.
III.по характеру участия в инвестиционном процессе:
прямые предполагают непосредственное участие инвестора в инвестиционном процессе;
косвенные осуществляется через финансовых посредников.
IV. по региональному признаку:
4.1.внутренние (на территории государства)
4.2. иностранные (вне государства)
V. по периоду инвестирования:
5.1. краткосрочные (менее одного года)
5.2.долгосрочные (более одного года)
VI. по формам собственности:
6.1.частные (за счёт средств в граждан)
6.2.государственные (финансирование за счёт бюджета и государственных предприятия)
VII. по формам участия инвестора:
7.1. долевое
7.2.преобразование движимого и недвижимого имущества;
7.3.преобретение концессий на пользование землёй
VIII. по формам воспроизводства:
8.1. новое строительство на новых площадках;
8.2.расширение действующего производства;
8.3. реконструкция действующего предприятия с целью выпуска новой продукции;
8.4.техническое перевооружение.
Источники финансирования:
1.собственные: прибыль(фонд накопления), амортизационный фонд;
2.выпуск ценных бумаг(акции);
3.кредитование;
4.бюджетные ассигнования;
5.внебюджетные средства(инновационный фонд);
6.иностранные(государственные и частные);
7.лизинг – долгосрочная аренда объектов с возможностью последующего их приобретения в собственность.
В 4. Характеристика процесса горения. Виды горения. Горючие вещества Взрывопожароопасные свойства ГВ.
Характеристика процесса горения
Горение – химический процесс соединения веществ с кислородом, сопровождающийся выделением тепла и света.
Горение вещества или материала возможно при наличии следующих факторов:
горючее вещество (газ, пар, жидкость или дисперсная среда, состоящая из твердых частиц, т.е. пыли);
окислитель (кислород воздуха);
источник зажигания.
Виды процессов горения
Вспышка – быстрое сгорание горючей смеси, не сопровождающееся образованием сжатых газов.
Возгорание - возникновение горения под воздействием источника зажигания.
Воспламенение - возгорание, сопровождающееся появлением пламени.
Самовозгорание - процесс самонагрева и последующего горения некоторых веществ без воздействия открытого источника зажигания.
Классификация горючих веществ
негорючее вещество (НВ) – вещество, неспособное к горению в атмосфере воздуха обычного состава;
трудногорючее вещество (ТВ) – вещество, способное гореть под воздействием источника зажигания, но неспособное к самостоятельному горению после удаления его;
горючее вещество (ГВ) – вещество, способное самостоятельно гореть после удаления источника зажигания;
горючая жидкость (ГЖ) – жидкость, способная самостоятельно гореть после удаления источника зажигания и имеющая температуру вспышки выше 61 °С (в закрытом тигле) или 66 °С (в открытом тигле);
легковоспламеняющаяся жидкость (ЛВЖ) – жидкость, способная самостоятельно гореть после удаления источника зажигания и имеющая температуру вспышки не выше 61°С (в закрытом тигле) или 66°С (в открытом тигле);
горючий газ (ГГ) – газ, способный образовывать с воздухом воспламеняемые и взрывоопасные смеси при температурах не выше 55 °С;
взрывоопасное вещество (ВВ) – вещество, способное к взрыву или детонации без участия кислорода воздуха.
Горючие вещества
Горючие вещества, в зависимости от реальной опасности взрывоопасной среды при их применении в производственных условиях, подразделяются на: взрывоопасные, пожароопасные.
Взрывопожароопасные свойства веществ характеризуются рядом показателей: температура вспышки, температура воспламенения, температура самовоспламенения,
нижний и верхний концентрационные пределы воспламенения (НКПВ и ВКПВ), минимальное взрывоопасное содержанием кислорода,минимальная энергия зажигания.
Температура вспышки – самая низкая температура горючего вещества, при которой над его поверхностью образуются пары или газы, способные вспыхивать от источника зажигания, но скорость их образования еще недостаточна для последующего горения.
Температура воспламенения – наименьшая температура вещества, при которой в условиях специальных испытаний вещество выделяет горючие пары и газы с такой скоростью, что после их зажигания возникает устойчивое пламенное горение. Температура воспламенения всегда несколько выше температуры вспышки.
Температура самовоспламенения – самая низкая температура горючего вещества, при которой происходит резкое увеличение скорости экзотермических реакций, заканчивающееся возникновением пламени. Температура самовоспламенения зависит от давления, состава летучих веществ, степени измельчения твердого вещества.
Пределы распространения пламени
Нижний концентрационный предел распространения пламени (предел воспламенения) НКПВ – это такая объемная доля горючего вещества в смеси с окислительной средой (выраженная в %), ниже которой смесь становится неспособной к распространению пламени.
Верхний концентрационный предел распространения пламени (предел воспламенения) ВКПВ – это такая объемная доля горючего вещества в смеси с окислительной средой (выраженная в %), выше которой смесь становится неспособной к распространению пламени.
Область распространения пламени (область воспламенения) – это область объемных долей горючего в смеси с окислительной средой, заключающаяся между нижним (НКПВ) и верхним (ВКПВ) концентрационными пределами воспламенения.
Температурные пределы распространения пламени – такие температуры вещества, при которых насыщенные пары образуют в определенной окислительной среде концентрации, равные соответственно нижнему и верхнему концентрационным пределам распространения пламени.
Минимальное взрывоопасное содержание кислорода – это содержание кислорода в смеси с горючей средой, ниже которого воспламенение и горение смеси становится невозможным при любой концентрации горючего вещества в смеси.
Минимальная энергия зажигания – наименьшее значение энергии электрического разряда, достаточное для воспламенения наиболее легковоспламеняющейся смеси газа, пара или пыли с воздухом.
Взрыв – это процесс освобождения большого количества энергии в ограниченном объеме за короткий промежуток времени. Характерный признак взрыва – мгновенный рост высокой температуры и высокого давления газов в месте взрыва.
Разрушения, вызванные взрывом, обусловлены действием взрывной волны.
В зависимости от скорости распространения взрывной волны взрывы подразделяют на:
дефлаграционные, протекающие с дозвуковыми скоростями;
детонационные, распространяющиеся со сверхзвуковыми скоростями.
Пожар – неконтролируемое горение вне специального очага, наносящее материальный ущерб.
Одновременно под пожаром понимается процесс, характеризующийся социальным и (или) экономическим ущербом в результате воздействия на людей и (или) материальные ценности факторов термического разложения и (или) горения, развивающийся вне специального очага .
№ 23 билет
В 1. Взаимодействие расплавленного металла с содержащимся в газовой фазе кислородом. Воздействие продуктов окисления стали на качество сварного шва. Раскисление сварочной ванны.
Окисление металла при сварке. Металл сварочной ванны может окисляться за счет кислорода, содержащегося в газовой среде и шлаках в зоне сварки. Кроме того, окисление может происходить и за счет оксидов (окалины, ржавчины), находящихся на кромках деталей и поверхности электродной проволоки. При нагреве имеющаяся в ржавчине влага испаряется, молекулы воды диссоциируют, а получающийся кислород окисляет металл. Окалина при плавлении металла превращается в оксид железа также с выделением свободного кислорода. При недостаточной защите сварочной ванны окисление происходит за счет кислорода воздуха.
Кислород с железом образует оксиды: FeO (22,3% О2), Fe3O4 (27,6% О2), Fe2O3 (30,1% О2). При высокой температуре сварочной дуги за счет атомарного кислорода в результате реакции Fe + О
FeO образуется низший оксид, который при понижении температуры может переходить в другие формы высших оксидов.
Наибольшую опасность для качества шва представляет оксид FeO, способный растворяться в жидком металле. Этот оксид обладает температурой плавления меньшей, чем у основного металла. Поэтому при кристаллизации металла шва он затвердевает в последнюю очередь. В результате он располагается в виде прослоек по границам зерен, что вызывает снижение пластических свойств металла шва. Чем больше кислорода в шве находится в виде FeO, тем сильнее ухудшаются его механические свойства. Высшие оксиды железа не растворяются в жидком металле и, если они не успевают всплывать на поверхность сварочной ванны, остаются в металле шва в виде шлаковых включений.
Железо может окисляться также за счет кислорода, содержащегося в СО2 и парах воды Н2О:
В процессе сварки кроме железа окисляются и другие элементы, находящиеся в стали, - углерод, кремний, марганец. При переходе капель электродного металла в дуге окисление элементов происходит в результате взаимодействия их с атомарным кислородом газовой среды дугового промежутка: С + О= СО, Мn + О= MnO, Si + 2O= SiO2.
В сварочной ванне элементы окисляются при взаимодействии их с оксидом железа. Окисление этих элементов приводит к уменьшению их содержания в металле шва. Кроме того, образующиеся оксиды могут оставаться в шве в виде различных включений, значительно снижающих механические свойства сварных соединений, особенно пластичность и ударную вязкость металла шва. Повышенное содержание кислорода вредно влияет и на другие свойства - уменьшает стойкость против коррозии, повышает склонность к старению металла, сообщает ему хладноломкость и красноломкость. Поэтому одним из условий получения качественного металла шва является предупреждение окисления его в первую очередь путем создания различных защитных сред.
Раскисление металла при сварке. Применяемые при сварке защитные меры не всегда обеспечивают отсутствие окисления расплавленного металла. Поэтому его требуется раскислить. Раскислением называют процесс восстановления железа из его оксида и перевод кислорода в форму нерастворимых соединений с последующим удалением их в шлак. Окисление и раскисление, в сущности, представляют два направления протекания одного и того же химического процесса. В общем случае реакция раскисления имеет вид FeO + Ме= Fе + МеО, где Me - раскислитель.
Раскислителем является элемент, обладающий в условиях сварки большим сродством к кислороду, чем железо. В качестве раскислителей применяют кремний, марганец, титан, алюминий, углерод. Раскислители вводят в сварочную ванну через электродную проволоку, покрытия электродов и флюсы. Ниже приведены наиболее типичные реакции раскисления.
Раскисление марганцем: Fe + Мn= Fе + МnО
Оксид марганца малорастворим в железе, но сам хорошо растворяет оксид железа FeO, увлекая его за собой в шлак.
Раскисление кремнием: 2FeO + Si= 2Fe + SiO2.
Раскисление титаном: 2FeO + Ti = 2Fe + TiO. Титан - энергичный раскислитель, при этом образуются легкоплавкие титанаты марганца и железа:
Оксид кремния плохо растворим в железе и всплывает в шлак. Раскисление кремнием сопровождается реакциями образования более легкоплавких комплексных силикатов марганца, кремния и железа, которые лучше переходят в шлак:
Марганец, кремний и титан вводят в сварочную ванну через электродную проволоку, легируя ее через покрытие электрода или флюс, вводя соответствующие ферросплавы.
Раскисление углеродом: FeO + С = Fe + CO.
Образующийся оксид углерода выделяется в атмосферу в газообразном состоянии, вызывая сильное кипение сварочной ванны и образуя поры в шве. Для получения плотных швов реакцию раскисления углеродом следует «подавить» введением в сварочную ванну других раскислителей, например кремния.
В 2. Понятия планировки производственного участка и компоновки производственного корпуса.
Планировка производственного участка – это частичный горизонтальный разрез здания, охватывающий границы участка, на котором изображены элементы этого здания, исполнители, средства и предметы труда.
На планировке производственного участка приводят:
– элементы здания (колонны, стены, перегородки и тамбуры, окна, ворота, двери и лестницы, очертания фундаментов и оснований колонн, антресоли и подвалы) с координационными осями и их обозначением;
– технологическое оборудование в виде темплетов с привязочными размерами;
– сантехническое оборудование, тепловые завесы, зонты и др.;
– ресиверы со сжатым воздухом, емкости под СОЖ, баки и насосы и др.;
– точки подвода производственных ресурсов к оборудованию и точки отвода отходов;
– подземные коллекторы для размещения инженерных сетей;
– места расположения рабочих у оборудования;
– рабочие места без оборудования;
– организационную оснастку и производственную мебель;
– места у технологического оборудования для хранения материалов, заготовок и деталей;
– подъемно-транспортное оборудование участка;
– подъемно-транспортные устройства и накопители, обслуживающие отдельные рабочие места;
– рабочие места контролеров и мастеров, места отдыха рабочих, сатураторы, умывальники, питьевые фонтанчики и др.;
– проезды и проходы;
– электрические щиты и средства пожаротушения;
– знак категории взрывопожарной и пожарной опасности участка;
– границы участка.
На планировке приводят также фрагменты смежных участков, а в необходимых случаях и схему грузопотоков.
Все технологическое, обслуживающее и подъемно-транспортное оборудование производственного участка обозначают порядковыми номерами в технологической последовательности и вносят в спецификацию его планировки.
Проектная документация включает:
– задание на проектирование;
– комплект технологической документации, в которой изложен технологический процесс, действующий на участке;
– графические документы (технологическую планировку, схемы инженерных сетей, чертежи фундаментов, схему грузопотоков);
– пояснительную записку.
Задание на проектирование содержит постановку задачи, исходные данные и сроки завершения работы.
Пояснительная записка включает:
– обоснование видов обслуживаемых или ремонтируемых объектов, их краткую конструкторско-технологическую характеристику;
– расчет производственной мощности участка;
– краткую характеристику и обоснование принятых технологических решений;
– выбор организации технологического процесса;
– данные о затратах труда на единицу продукции, годовом объеме работ, механизации и автоматизации технологических процессов;
– обоснование видов и количества применяемого оборудования, в том числе импортного;
– определение состава и численности работающих и рабочих мест;
– расчеты производственной площади;
– схемы грузопотоков и организацию транспортного хозяйства;
– обоснование выбора помещения;
– описание технологической планировки участка во взаимодействии его с другими производственными участками и складами;
– обоснование места участка внутри производственного здания;
– обоснование объемно-планировочных элементов здания и его техническое состояние;
– предложения по организации контроля качества продукции;
– потребность в основных видах производственных ресурсов для технологических нужд;
– обоснование организации производства (в том числе поточного) и организационной структуры участка;
– характеристику межцеховых и цеховых инженерных сетей;
– решение по применению малоотходных и безотходных технологических процессов, повторному использованию тепла и уловленных химреактивов;
– данные о количестве вредных выбросов в воздушное пространство, в водные источники и на землю;
– мероприятия по сокращению выбросов вредных веществ в окружающую среду;
– вид, состав и объем отходов производства, подлежащих утилизации и захоронению;
– организацию содержания средств технологического оснащения в исправном состоянии;
– организацию складского хозяйства;
– описание мероприятий по обеспечению санитарных требований, правил охраны труда, взрывопожарной и пожарной безопасности;
– оценку возможности возникновения аварийных ситуаций и решения по их предотвращению;
– технико-экономические показатели технологических решений и их соответствие нормативам;
– заключение, в котором определяется соответствие проектных технологических решений заданию на проектирование и их перспективность.
Компоновка производственного здания
1.3.1. Выбор здания и определение его компоновки
Тип и конструкцию здания или его пролетов для размещения производственных участков выбирают с учетом:
– назначения здания;
– видов, размеров и массы изготавливаемых или ремонтируемых объектов, объема производства, видов технологических процессов и применяемого оборудования;
– типов, размеров и грузоподъемности транспортных средств;
– требований, предъявляемых к освещению, отоплению и вентиляции;
– сбора и отвода атмосферных осадков;
– учета возможности дальнейшего расширения здания;
– видов применяемых строительных материалов.
При выборе здания для размещения производственных участков и обслуживающих отделений вначале определяют его необходимую площадь. Эта площадь равна расчетной площади всех помещений с учетов необходимых проездов и проходов. Затем выбирают высоту пролетов.
Высота пролета определяется массой и габаритными размерами перемещаемых изделий, высотой установленного технологического оборудования, типом грузоподъемного оборудования и требованиями унификации строительных конструкций. При расчете этой высоты последовательно складывают габаритную высоту изготавливаемого или ремонтируемого объекта, высоту его предварительного подъема, высоту траверсного устройства, длину крюковой подвески, высоту крановой тележки и зазор от крановой тележки до низа несущих конструкций перекрытия. Полученное значение высоты округляют до ближайшего большего значения высоты пролета.
Грузоподъемность верхнего цехового транспорта для технологического перемещения соответствует массе груза. Верхний транспорт не предназначен для перемещения технологического оборудования при его монтаже или ремонте. Это оборудование будут перемещать лебедками, погрузчиками или другими видами заводского транспорта.
Здание должно быть приспособлено к местным климатическим условиям.
Компоновка производственного здания – это полный горизонтальный разрез этого здания с указанием его основных элементов, размеров, координационных осей и сетки колонн, структурных производственных подразделений, цехового транспорта, магистральных проходов и проездов.
Если планировка производственного участка представляет собой детальное расположение в нем рабочих мест, то компоновка производственного здания – это расположение в нем производственных участков и цеховых помещений. На компоновке здания указывают:
– элементы здания, координационные оси и необходимые размеры;
– границы производственных участков;
– поточные линии, конвейеры, лифты, опорные и подвесные краны;
– цеховое подъемно-транспортное оборудование;
– вентиляционные камеры, пункты ввода тепла и воды, газораспределительные пункты, трансформаторные подстанции и др.;
– складские помещения;
– административные и санитарно-бытовые помещения;
– подвалы и антресоли с отметкой их пола;
– цеховые проходы и проезды.
На компоновке производственного здания приводят наименования производственных подразделений, а также фрагменты смежных элементов генерального плана предприятия.
Поточные линии и цеховое подъемно-транспортное оборудование обозначают порядковыми номерами и вносят в спецификацию.
1.3.2. Расположение производственных участков в здании
Виды и количество производственных участков предприятия устанавливают в зависимости от типа и структуры предприятия, а размещают их в производственном корпусе в технологической последовательности с учетом рекомендаций и ограничений. Наименьшие площадь производственного корпуса, транспортная работа по перемещению предмета труда и потери энергии будут обеспечены при учете следующих положений (применительно к ремонтному производству):
– перемещения изделий при их общей разборке и сборке назначают параллельно и навстречу друг другу;
– разборочно-очистной участок имеет один канал входа предмета ремонта и несколько каналов выхода, сборочный участок, наоборот, имеет несколько каналов входа и один канал выхода, а участки восстановления деталей – по одному каналу входа и по одному каналу выхода;
– базовая корпусная деталь или сборочная единица ремонтируемого агрегата выходит с разборочно-очистного участка последней, а поступает на сборочный участок первой;
– участки восстановления деталей располагают между каналами выхода соответствующих деталей с разборочно-очистного участка и входа участка сборки, а перемещения деталей назначают перпендикулярно перемещению собираемых и разбираемых агрегатов;
– длины участков восстановления деталей должны быть равными расстоянию между сортировочно-накопительными и комплектовочно-сборочными рабочими местами или нечетно кратны этим расстояниям. Последнее требование относится к участкам восстановления деталей с большим числом рабочих мест.
– обслуживающие участки располагают на минимальном расстоянии от обслуживаемых участков.
Перечисленным принципам удовлетворяют компоновка здания, в котором пролеты с участками разборки и сборки агрегатов и машин расположены параллельно друг другу, но перпендикулярно остальным пролетам здания. При этом исключается пересечение потоков движущихся предметов ремонта.
Стрелками показаны основные перемещения ремонтируемых изделий. Склады ремонтного фонда и товарной продукции примыкают, соответственно, к разборочно-очистному и обкаточно-испытательному участкам.
Производственные участки стремятся расположить в одном здании. Если на участках имеет место избыточное тепловыделение или излучение, высокий уровень шума, выделение или применение вредных или взрыво- и пожароопасных веществ, то такие участки выделяют стенами или перегородками с возможностью выхода рабочих на улицу. Выделяют участки: кузнечный, сварочный, термический, гальванический, медницкий, переработки полимеров и резины, ремонта аккумуляторных батарей, обкатки и испытания двигателей, приготовления краски, окрашивания, деревообрабатывающий, зарядки электрокаров и электропогрузчиков, склады сгораемых материалов и несгораемых материалов в сгораемой упаковке, склады баллонов. В одном помещении можно размещать участки кузнечный, термический, сварочный и медницкий.
Пожароопасные производственные участки располагают вдоль наветренной по розе ветров стороны здания, а «горячие» участки (кузнечный, термический и др.) – вдоль его подветренной стороны.
На комплектовочном участке, в инструментально-раздаточной кладовой и складе деталей, ожидающих восстановления хранят значительные материальные ценности. Эти участки выделяют кирпичными или стальными перегородками на высоту не менее 3 м с потолками.
1.3.3. Заполнение объема здания
Производственное здание заполняют оборудованием, предметами труда и цеховыми коммуникациями в трех уровнях его пространства: технологическом потолке, на уровне пола и в технологическом подвале.
Объем технологического потолка, в свою очередь, можно разделить на две части по высоте здания: от кровли до подкрановых путей и от этих путей до высоты над уровнем пола 2,0…2,5 м. Объем выше подкрановых путей занимают воздушные, водяные, паровые и кабельные коммуникации. В некоторых производствах здесь размещают вентиляторы и силовые трансформаторы. На меньшей высоте размещают антресоли под вентиляционные камеры, гардеробы и комнаты отдыха. В этой части объема технологического потолка перспективно размещение предсборочных складов агрегатов. Здесь действуют грузоподъемные средства.
На технологическом потолке в зоне досягаемости рук рабочего размещают подвесные инструменты.
В объеме здания, непосредственно примыкающем к полу, размещают технологическое оборудование и организуют основное перемещение обрабатываемых изделий. Наибольший объем организационно-технологических работ приходится на оптимизацию решений в этой части производственного здания. Минимальная площадь производственных участков и минимальная транспортная работа по перемещению предмета труда и отходов будут при плотной расстановке технологического оборудования и прямолинейном (прямоточном) перемещении изделий.
Расстановка оборудования определяется содержанием технологического процесса и последовательностью технологических операций, расчетным количеством оборудования, выбранными средствами перемещения изготавливаемых или ремонтируемых изделий и нормами технологического проектирования.
Технологическое оборудование участков располагают по одному из принципов: по типам оборудования, в порядке технологических операций.
По типам оборудования располагают группы однородного оборудования в единичном, мелко- и среднесерийном производстве. Расположение таких групп станков на площади участка определяется последовательностью выполнения технологических операций большинства типовых деталей.
В порядке следования технологических операций на участках крупносерийного и массового производства располагают последовательно оборудование в соответствии с технологическими операциями для обработки одноименных или схожих объектов. В мелко- и среднесерийном производстве каждая группа станков выполняет обработку нескольких деталей, имеющих аналогичный порядок операций, потому что загрузить полностью все станки операциями по восстановлению одной детали не всегда возможно.
Производственный участок желательно разместить в одном пролете здания.
Технологический подвал занимают холостые ветви напольных конвейеров, технологическое оборудование обслуживающего назначения, инженерные сети. В ряде случаев технологический подвал используют для сбора и перемещения отходов. Создание канализационных коммуникаций требует строительных работ большой трудоемкости, а перенос этих коммуникаций в построенном здании почти невозможен.
В 3. Маркетинг: сущность, цели, принципы и основные функции.
маркетинг – вид человеческой деятельности, направленный на удовлетворение нужд и потребностей посредством обмена.
Исходной идеей, лежащей в основе маркетинга, является идея удовлетворения человеческих нужд и потребностей (физические нужды и потребности в пище, одежде, тепле, безопасности, социальные нужды и потребности, потребность в знаниях и самовыражении и т.п.). Потребности людей безграничны, а вот ресурсы для их удовлетворения ограничены. Так что человек будет выбирать те товары, которые доставляют ему наибольшее удовлетворение в рамках его возможностей.
Спрос – это потребность, подкрепленная покупательской способностью. Нетрудно перечислить спрос конкретного общества в конкретный момент времени. Однако спрос – показатель недостаточно надежный, так как он меняется. На смену выбора влияют и изменения цен, и уровень доходов. Человек выбирает товар, совокупность свойств которого обеспечивает ему наибольшее удовлетворение за данную цену, с учетом своих специфических потребностей и ресурсов.
Человеческие нужды, потребности и запросы удовлетворяются товарами. Под товаром в широком смысле можно понимать все, что может удовлетворить потребность или нужду и предлагается рынку с целью привлечения внимания, приобретения, использования или потребления.
Обмен – это акт получения от кого-либо желаемого объекта с предложением чего-либо взамен.
Рынок в маркетинге понимается как совокупность существующих и потенциальных потребителей товара (рынок сбыта).
Ключевым аспектом маркетинга является образ мышления. Он предполагает, что при принятии маркетинговых решений менеджер должен смотреть на все глазами потребителя. Следовательно, эти решения должны быть такими, в которых потребитель нуждается и которых он хочет.
Маркетинг – это процесс планирования и воплощения замысла, ценообразования, продвижения и реализации идей, товаров и услуг посредством обмена, удовлетворяющего цели отдельных лиц и организаций.
Можно выделить в этом определении четыре составляющих:
действие менеджмента (предвидение, определение целей и планирование, удовлетворение спроса);
совокупность управляемых элементов маркетинговой деятельности (продукт (замысел), цена, распределение (реализация) и продвижение);
объекты, при помощи которых удовлетворяется спрос и достигаются цели (товары, услуги, идеи, организации, люди, территории);
метод удовлетворения спроса (обмен).
Таким образом, кратко можно выразить предыдущее определение так: «маркетинг – управление удовлетворением спроса путем торговли».
Целями маркетинга могут быть:
максимально высокое потребление;
достижение максимальной потребительской удовлетворенности;
предоставление максимально широкого выбора;
максимальное повышение качества жизни.
С точки зрения управления предприятием можно выделить такие цели маркетинга:
увеличение дохода;
рост объемов продаж;
увеличение доли рынка;
создание и улучшение имиджа, известности предприятия и его продукции.
Под управлением маркетингом понимают анализ, планирование, претворение в жизнь и контроль за проведением мероприятий, рассчитанных на установление и поддержание обменов с целевыми покупателями ради достижения определенных целей предприятия.
Могут быть выделены следующие задачи маркетинговой деятельности на предприятии:
Исследование, анализ и оценка нужд реальных и потенциальных потребителей продукции фирмы в областях, интересующих фирму.
Маркетинговое обеспечение разработки новых товаров и услуг фирмы.
Анализ, оценка и прогнозирование состояния и развития рынков, на которых действует или будет действовать предприятие, включая исследование деятельности конкурентов.
Участие в формировании стратегии и тактики рыночного поведения предприятия.
Формирование ассортиментной политики предприятия.
Разработка ценовой политики предприятия.
Разработка политики распределение товаров предприятия.
Коммуникации маркетинга.
Сервисное обслуживание.
В 4. Возгораемость материалов и их характеристика. Огнестойкость конструкций. Пределы огнестойкости. Меры по повышению огнестойкости зданий и сооружений.
Группы материалов по возгораемости
Все строительные материалы по возгораемости подразделяют на три группы:
несгораемые – под действием огня или высоких температур не возгораются и не обугливаются ;
трудносгораемые – способны возгораться и продолжать гореть только при постоянном воздействии постороннего источника возгорания;
сгораемые – способны самостоятельно гореть после удаления источника возгорания.
Характеристика материалов по возгораемости
Возгораемость строительных конструкций определяют возгораемостью материалов, из которых они изготовлены.
Однако в ряде случаев возгораемость конструкций оказывается меньшей, чем возгораемость входящих в ее состав материалов (например, при покрытии сгораемого теплоизоляционного слоя металлическими листами можно сделать конструкцию трудносгораемой).
Под огнестойкостью строительных конструкций подразумевают их свойство выполнять эксплуатационные функции в течение определенного отрезка времени, сохраняя в условиях воздействия пожара заданную несущую способность и способность ограждать от продуктов горения и пламени.
Предел огнестойкости
Огнестойкость строительной конструкции оценивается пределом огнестойкости, который равен количеству часов, прошедших от начала испытания конструкции по стандартному температурно-временному режиму до появления одного из следующих признаков:
образование в образце конструкции сквозных трещин или отверстий, через которые проникают продукты горения или пламя;
повышение средней температуры в точках измерения на необогреваемой поверхности конструкции более чем на 160 °С, либо в любой из точек этой поверхности более чем на 190 °С по сравнению с температурой конструкции до испытания, или на 220 °С независимо от начальной температуры поверхности;
деформация и обрушение конструкции, потеря несущей способности.
В зависимости от величины предела огнестойкости основных строительных конструкций и пределов распространения огня по этим конструкциям здания и сооружения по огнестойкости подразделяют на восемь степеней.
Меры по повышению огнестойкости зданий и сооружений
облицовка, оштукатуривание металлических конструкций;
окрашивание металлических конструкций;
пропитка древесины антипиренами;
зонирование территории;
противопожарные;
противопожарные преграды.
Категорирование помещений, зданий и наружных установок по взрыво- и пожароопасности
Категорирование помещений, зданий по взрывопожароопасности
Производственные здания и склады по взрывной, взрывопожарной и пожарной опасности подразделяются на следующие категории: А, Б, В1 – В4, Г1, Г2, Д
Определение категории помещений зависит от характеристики веществ и материалов, находящихся (обращающихся) в помещении.
Категория А (взрывопожароопасные) – ГГ, ЛВЖ с температурой вспышки не более 28 °С в таком количестве, что могут образовывать взрывоопасные парогазовоздушные смеси, при воспламенении которых развивается расчетное избыточное давление взрыва в помещении, превышающее 5 кПа; вещества и материалы, способные взрываться и гореть при взаимодействии с водой, кислородом воздуха или друг с другом в таком количестве, что расчетное избыточное давление взрыва в помещении превышает 5 кПа.
Категория Б (взрывопожароопасные) – горючие пыли или волокна, ЛВЖ с температурой вспышки более 28 °С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные, пылевоздушные и паровоздушные смеси, при воспламенении которых развивается расчетное избыточное давление взрыва в помещении, превышающее 5 кПа.
Категория В1 – В4 (пожароопасные) – ГЖ и трудногорючие жидкости, горючие и трудногорючие вещества и материалы (в том числе пыли и волокна), вещества и материалы, способные при взаимодействии с водой, кислородом воздуха или друг с другом только гореть, при условии, что помещения, в которых они имеются в наличии или обращаются, не относятся к категории А и Б.
Категория Г1 – ГГ, ЛВЖ, ГЖ, твердые горючие вещества и материалы, используемые в качестве топлива.
Категория Г2 – негорючие вещества и материалы в горячем, раскаленном или расплавленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр и пламени. Процессы, связанные со сжиганием в качестве топлива ГЖ, а также твердых горючих веществ и материалов.
Категория Д – негорючие вещества и материалы в холодном состоянии; допускается относить к данной категории некоторые предметы мебели, находящиеся на рабочих местах.
Категорирование наружных установок по пожароопасности
Категория наружной установки |
Критерии отнесения наружной установки к той или иной категории по пожарной опасности |
АН |
Установка относится к категории АН, если в ней присутствуют ГГ; ЛВЖ с температурой вспышки не более 28 °С; вещества и/или материалы, способные гореть при взаимодействии с водой, кислородом воздуха и/или друг с другом, при условии, что горизонтальный размер зоны, ограничивающей газопаровоздушные смеси с концентрацией горючего, выше нижнего концентрационного предела распространения пламени (НКПР), превышает 30 м и/или расчетное избыточное давление при сгорании газопаровоздушной смеси на расстоянии 30 м от наружной установки превышает 5 кПа. |
БН |
Установка относится к категории БН, если в ней присутствуют горючие пыли или волокна; ЛВЖ с температурой вспышки более 28 °С; горючие жидкости, при условии, что горизонтальный размер зоны, ограничивающей паровоздушные смеси с концентрацией горючего, выше нижнего концентрационного предела распространения пламени (НКПР), превышает 30 м и/или расчетное избыточное давление при сгорании паро- или пылевоздушной смеси на расстоянии 30 м от наружной установки превышает 5 кПа. |
ВН |
Установка относится к категории ВН, если в ней присутствуют ГГ, ЛВЖ, ГЖ и/или трудногорючие жидкости; твердые горючие и/или трудногорючие вещества и/или материалы; вещества и/или материалы, способные при взаимодействии с водой, кислородом воздуха и/или друг с другом гореть; не реализуются критерии, позволяющие отнести установку к категориям АН или БН, и интенсивность теплового излучения от очага пожара указанных веществ и/или материалов на расстоянии 30 м от наружной установки превышает 4 кВт·м-2. Допускается не относить установку к категории ВН при условии, что величина индивидуального риска при возможности сгорания указанных веществ и/или материалов не превышает 10-6 в год на расстоянии 30 м от наружной установки. |
ГН |
Установка относится к категории ГН, если в ней присутствуют негорючие вещества и/или материалы в горячем, раскаленном и/или расплавленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр и/или пламени, а также ГГ, жидкости и/или твердые вещества, которые сжигаются, утилизируются в качестве топлива. |
ДН |
Установка относится к категории ГН, если в ней присутствуют в основном негорючие вещества и/или материалы в холодном состоянии, и по перечисленным выше критериям она не относится к категориям АН, БН, ВН, ГН. |
Характеристика взрывоопасных и пожароопасных зон производственных помещений
Согласно «Правилам устройства электроустановок» (ПУЭ) предусматривается классификация производственных помещений по взрывоопасным и пожароопасным зонам, с учетом взрывоопасных свойств и количества веществ и материалов.
Взрывоопасная зона – помещение или ограниченное пространство в помещении или наружной установке, в котором имеются или могут образовываться взрывоопасные смеси.
В случае выброса или утечки горючих газов к взрывоопасным относят производства, где взрывоопасный объем равен или превышает 5 % объема помещения.
Если взрывоопасный объем менее 5 % объема помещения, то взрывоопасной считается зона в помещении в пределах до 5 м по горизонтали и вертикали от технологического аппарата, из которого возможно выделение горючего газа.
Классификация взрывоопасных зон
В-I – зоны производственных помещений, в которых выделяются горючие газы и пары ЛВЖ в таком количестве и с такими свойствами, что они могут образовывать с воздухом взрывоопасные смеси при нормальных режимах работы.
В-Iа – зоны, расположенные в помещениях, в которых при нормальной эксплуатации взрывоопасные смеси горючих газов или паров ЛВЖ с воздухом не образуются, а образование их возможно только в результате аварий или неисправностей.
В-Iб – зоны, расположенные в помещениях, в которых при нормальной эксплуатации взрывоопасные смеси горючих газов или паров ЛВЖ с воздухом не образуются, а образование их возможно только в результате аварий или неисправностей, характеризующихся следующими особенностями: горючие газы в этих зонах обладают высоким нижним концентрационным пределом распространения пламени (15 % об.) и более резким запахом.
К классу В-Iб относятся также зоны лабораторных и других помещений, в которых горючие газы и ЛВЖ имеются в небольших количествах, недостаточных для создания взрывоопасной смеси в зоне, превышающей 5 % свободного объема помещения, и в которых работа с горючими газами и ЛВЖ проводится без применения открытого огня. Эти зоны не относятся к взрывоопасным, если работа с горючими газами и ЛВЖ проводится в вытяжных шкафах или под вытяжными зонтами.
В-Iг – пространства у наружных установок: технологических установок, содержащих горючие газы и ЛВЖ; надземных и подземных резервуаров с ЛВЖ или горючими газами (газгольдеры); эстакад для слива и налива ЛВЖ; открытых ловушек, прудов-отстойников с плавающей нефтяной пленкой и т.п.
К зонам класса В-Iг также относятся: пространства у поемов за наружными ограждающими конструкциями помещений с взрывоопасными зонами классов В-I, В-Iа и В-Iб; пространства у наружных и ограждающих конструкций, если на них расположены устройства для выброса воздуха из систем вытяжной вентиляции помещений с взрывоопасными зонами любого класса или если они находятся в пределах взрывоопасной наружной зоны; пространства у предохранительных и дыхательных клапанов емкостей и технологических аппаратов с горючими газами и ЛВЖ.
В-II – зоны, расположенные в помещениях, в которых выделяются переходящие во взвешенное состояние горючие пыли или волокна в таком состоянии или с такими свойствами, что они способны образовывать с воздухом взрывоопасные смеси при нормальных режимах работы (например, при загрузке и разгрузке технологических аппаратов).
В-IIа – зоны, расположенные в помещениях, в которых выделяются переходящие во взвешенное состояние горючие пыли или волокна в таком состоянии или с такими свойствами, что они способны образовывать с воздухом взрывоопасные смеси только в результате аварий и неисправностей.
Пожароопасная зона – пространство внутри и вне помещения, в пределах которого постоянно или периодически обращаются горючие вещества и в котором они могут находиться при нормальном технологическом процессе или при его нарушении
Классификация пожароопасных зон
П-I – зоны производственных помещений, в которых применяются или хранятся жидкости с температурой вспышки выше 61 °С.
П-II – зоны производственных помещений, в которых при проведении технологического процесса выделяется пыль или частицы волокон с нижним концентрационным пределом воспламенения 65 г/м3 к объему воздуха.
П-IIа – зоны производственных и складских помещений, в которых обращаются горючие вещества.
П-III – зоны, расположенные вне помещений, в которых используются горючие жидкости с температурой вспышки более 61 °С или твердые горючие вещества.
Если пожароопасные производственные установки размещены на открытой площадке, то пожароопасной зоной с признаками классов П-I, П-II, П-IIа считается зона на расстоянии 5 м от горизонтальных границ пожароопасной установки, а по вертикали – до ближайшего перекрытия или покрытия.
№ 24 Билет.
В 1. Взаимодействие расплавленного металла с содержащимся в газовой фазе водородом. Влияние водорода на качество сварного соединения. Пути снижения содержания водорода в металле шва.
Взаимодействие с водородом. Водород может попасть в зону сварки из влаги покрытия электрода или флюса, ржавчины на поверхности сварочной проволоки и детали, из воздуха. Атомарный водород хорошо растворяется в жидком металле, и с увеличением температуры нагрева растворимость увеличивается. Важной закономерностью в поведении газов является скачкообразное изменение их растворимости в металле при фазовых изменениях его и особенно при переходе из жидкого состояния в твердое.
При охлаждении и кристаллизации сварочной ванны выделяющийся водород не успевает полностью удаляться из металла шва. Это приводит к образованию в нем газовых пор. Кроме того, атомы водорода, диффундируя в имеющиеся полости и несплошности в затвердевающем металле, приводят к повышению в них давления, развитию в, металле внутренних напряжений и образованию микротрещин. Снижение газонасыщения швов проводят за счет качественной защиты расплавленного металла при сварке очисткой и прокалкой свариваемого и сварочных материалов.
Таким образом при сварке применяются различные методы борьбы с водородом:
Качественное проведение подготовительных работ:
А) зачистка кромок прилегающую плоскость металла на 20 – 30 мм.
Б) температура металла перед сваркой не должна быть низкой.
В) просушка электродов.
2) В процессе сварке (в ванне):
А) Вести сварку на постоянном токе на обратной полярности.
3) Связывание водорода в устойчивое соединение:
А) HF – фтористый водород;
Б)OH – гидроксил.
Таким образом в зону дуги вводят фтористые соединения или соединения с кислородом.
В 2. Основные элементы, из которых состоит производственное каркасное здание.
Основание здания – это массив грунта, находящийся в силовом взаимодействии с подземной частью здания. Основание рассчитывают на давление 0,20…0,25 МПа. При необходимости основание здания укрепляют цементным раствором или уплотняют вибрационными устройствами.
Производственное здание состоит из каркаса, стен и перегородок, кровли, фонарей и водостоков, полов и отмостки, ворот, дверей и окон.
Элементы железобетонного каркаса одноэтажного здания: фундаменты и фундаментные балки, колонны и связи, подкрановые и стропильные балки, подстропильные и стропильные фермы.
Фундамент – это конструктивный элемент здания, предназначенный для передачи нагрузки на основание. Он может быть из отдельных свай, башмаков или плит. Оголовки свай служат опорой башмаков или плит. Башмаки стаканного типа являются опорой колонн, плиты, образующие сплошной ленточный фундамент, – опорой для стен. Башмаки, расположенные по периметру здания, связаны фундаментными балками.
Колонны – это вертикальные элементы каркаса здания. Колонны воспринимают нагрузку от ферм, балок, покрытия и верхнего транспорта и опираются на фундаментные башмаки, в которых закреплены бетоном. Железобетонные колонны бывают сборными или монолитными. Первые колонны более экономичны. Сборные железобетонные колонны состоят из колонн наружных и внутренних рядов, отличающихся формой элементов для установки подкрановых балок. Сечения колонн пропорциональны их высоте. В многопролетных зданиях с шириной пролета от 12 до 24 м колонны, как правило, имеют сечение 400400 мм. Для увеличения жесткости каркаса применяют металлические связи колонн.
Подстропильные и стропильные фермы – горизонтальные элементы здания, которые связывают верхние концы колонн и служат опорой кровельных панелей. Кроме того, они воспринимают нагрузку от фонарных устройств, кровельного настила с осадками и подвесного транспорта с грузом. В качестве материала ферм используют сборный железобетон или металл (для пролетов 24 м и более). Указанные функции также могут выполнять стропильные и подкрановые балки.
Кровля защищает здание от дождя, снега и ветра и замыкает горизонтальную конструкцию здания. Она включает плиты, паровую изоляцию, утеплительный настил, фонари, водоизоляционные покрытия, цементно-песочные стяжки и верхние защитные покрытия. В качестве материала для утеплителей применяют пенобетон, для паровой изоляции – рубероид, для верхних защитных покрытий – толь, гравий на мастике.
Кровля может быть горизонтальной или скатной. В конструкцию горизонтальной кровли входят устройства для внутреннего отвода воды. Со скатных крыш вода стекает по наружным отводам.
Фонари обеспечивают освещение рабочих мест и естественную регулируемую вентиляцию помещений. Фонари бывают только световые, только аэрационные и светоаэрационные. Длина фонарей составляет не более 120 м. Расстояние между торцами фонарей и между торцом фонаря и наружной стеной здания должно быть не менее 6 м.
В прецизионных производствах, а также в северных районах, где естественное освещение кратковременное, предусматривают бесфонарные кровли и постоянными искусственными освещением и вентиляцией.
Стены, перегородки, окна, ворота, двери и лестницы составляют вертикальное ограждение здания.
Стены – это основная часть вертикальных ограждений. В каркасных зданиях применяют навесные или подвесные стены, выполненные из панелей длиной 6 или 12 м, высотой 1,2 и 1,8 м и толщиной 300…500 мм. Стены бескаркасных зданий выполняют из кирпича, мелких и крупных блоков. Толщина кирпичных стен составляет 510 мм (кладка в два кирпича).
Перегородки разделяют здание на отдельные помещения, в которых размещают производственные участки, кладовые, склады, места цеховых руководителей и др. Перегородки делают из кирпича, гипсовых панелей и металлопроката.
Оконные проемы необходимы для освещения и аэрации помещений. Оконные проемы выполняют глухими или в виде открывающихся створчатых переплетов. Остекление бывает одинарным или двойным.
Ворота замыкают магистральные проезды и служат для проезда транспортных средств. Для прохода людей в них могут быть калитки. Высота ворот не менее чем на 0,2 м превышает высоту проезжающих транспортных средств с грузом, а ширина, соответственно, на 0,6 м. Ширина ворот должна быть достаточной для перемещения технологического оборудования. Типовые ворота имеют следующие размеры (ширинавысота): 2,02,5; 3,03,0; 3,03,5; 4,03,0 и 4,04,2 м. Ворота для проезда пожарных автомобилей имеют высоту не менее 4,2 м.
Ворота бывают створчатыми (распашными), раздвижными (откатными), подъемно-складывающимися и шторными.
Двери делятся по назначению на эвакуационные, транспортные и запасные; по расположению – на наружные и внутренние. Ширина дверей – 1,0; 1,5 и 2,0 м, а высота – 2,4 м.
Лестницы размещают у капитальных стен с лестничными клетками шириной 2,5…3,0 м. Лестницы и выходы из зданий размещают на расстоянии 50 м (максимум 100 м) от наиболее удаленного рабочего места.
Полы должны быть прочными, обладать малой истираемостью, несгораемостью, бесшумностью, масло- и кислотостойкостью и не образовывать пыль при движении напольного транспорта. Элементы пола:
– подстилочный слой толщиной 100…150 мм из шлака, гравия или щебня;
– гидроизоляция, которая защищает пол и помещение от грунтовых вод;
– стяжка – слой, образующий жесткую, плотную и ровную корку по нежестким или пористым элементам пола;
– прослойка – промежуточный слой между стяжкой и последующим слоем пола;
– покрытие – верхний слой, который взаимодействует с оборудованием, транспортом, изготавливаемыми или ремонтируемыми объектами и людьми. Покрытия бывают сплошными и из штучных материалов.
Общая толщина пола примерно 250 мм. На полу указанной толщины возможна работа некоторого оборудования без фундаментов.
При применении в производстве агрессивных и вредных веществ предусматривают химстойкие полы, не допускающие сорбцию указанных веществ.
Если рабочие места организуют на бетонных или асфальтовых полах, то рабочих размещают на деревянных решетках.
Требования к полам и стенам помещения определяются характером технологического процесса и применяемыми материалами. При этом должна быть обеспечена возможность механической уборки помещения.
В 3. Налогообложение предприятий: функции, принципы. Виды налогов и отчислений, методика их расчета.
Налоги представляют собой обязательные платежи, взимаемые государством с плательщиков в государственный или местный бюджеты.
Они нужны государству для формирования государственного бюджета, из которого затем финансируются расходы на развитие хозяйства, социально-культурные мероприятия, на содержание органов управления, оборону страны и другие затраты.
Налоговая система – совокупность налогов, установленных законодательной властью и взимаемых ее исполнительными органами, а также методы и принципы построения налогов.
Каждый налог содержит следующие элементы: субъект, объект, источник, налоговую ставку, налоговые льготы.
Субъект налога, или налогоплательщик, гражданин или предприятие, на которые законом возложена обязанность уплачивать налог.
Объект налога – доход, имущество, товары, подлежащие налогообложению. Часто название налога вытекает из объекта.
Источник налога – доход налогоплательщика, из которого оплачивается налог.
Налоговая ставка – величина налога на единицу обложения.
Налоговые льготы – полное или частичное освобождение налогоплательщика от налогов в соответствии с действующим законодательством.
Принципы налогообложения:
1. горизонтальной справедливости;
2.вертикальной справедливости;
3.установления налогов законом;
4.отрицания обратной силы;
5.однократности;
6.стабильности.
Функции налогов:
- фискальная;
- регулирующая;
- стимулирующая;
- перераспределительная;
- контрольная;
- социальная.
Налоги бывают прямые и косвенные. Прямые налоги устанавливаются непосредственно на доход, имущество, уменьшают сумму доходов плательщиков. К косвенным налогам относятся платежи, включаемые в цену товара, увеличивающие ее размеры и в конечном итоге, также уменьшающие доходы плательщиков. Владелец товара при его реализации получает налоговые суммы, которые перечисляет государству. В данном случае связь между плательщиком (потребителем) и государством опосредствована через объект обложения.
В налоговой практике существуют два способа взимания налогов: изъятие налога до получения налогоплательщиком дохода и изъятие налога после получения дохода. При первом способе налог исчисляется и удерживается бухгалтерией предприятия, которое выплачивает доход субъекту налога. Таким способом взимается подоходный налог с заработной платы. Второй способ предусматривает подачу налогоплательщиком в налоговые органы декларации о полученных доходах.
В зависимости от органов власти, в распоряжение которых поступают те или иные налоги, различают общегосударственные и местные налоги и сборы. К общегосударственным налогам относятся налоги и сборы, поступающие в бюджет правительства. Они устанавливаются специальными законами законодательной власти. К местным относятся налоги и сборы, устанавливаемые решениями местных органов власти и зачисляемые в местные бюджеты.
Местные советы депутатов в пределах прав, предоставляемых им законодательством, могут устанавливать взимаемые на их территории местные налоги, сборы, пошлины. В Республике Беларусь установлена налоговая система, включающая следующие виды налогов и сборов:
- налог на добавленную стоимость; - акцизы; - налог на прибыль;
- налог за пользование природными ресурсами; - налог на недвижимость;
- налог на экспорт и импорт; - лесной доход;
- налог на добычу природных ресурсов;
- подоходный налог с граждан;
- местный транспортный сбор; - местный сбор за инфраструктуру;
- налог на выбросы загрязняющих веществ в окружающую среду;
- сбор в республиканский фонд поддержки производителей сельскохозяйственной продукции, продовольствия и аграрной науки и налог с пользователей автомобильных дорог;
- платежи за землю; - плата за размещение отходов;
- сбор в местные целевые бюджетные жилищно-инвестиционные фонды и сбор на финансирование расходов, связанных с содержанием и ремонтом жилищного фонда;
- налог на переработку нефти и нефтепродуктов;
- единый платеж с фонда заработной платы;
- налог на доходы;
- налог с продаж товаров в розничной торговле; - другие.
Налог на добавленную стоимость (НДС) является одним из главных источников бюджета. Это косвенный налог, который включается в цену товара. Особенностью его является то, что объектом обложения служит не вся выручка от реализации, а только добавленная стоимость. Она определяется как разница между стоимостью реализованных товаров, работ, услуг и стоимостью материальных затрат, отнесенных на издержки производства и обращения. В добавленную стоимость включаются заработная плата со всеми начислениями на нее, прибыль и амортизация основных фондов.
При реализации товаров, приобретенных с целью дальнейшей продажи, облагаемый оборот исчисляется как разница между ценой реализации и ценой приобретения товаров за вычетом материальных затрат, связанных с их реализацией.
В себестоимость продукции не включается НДС, уплаченный по сырью и комплектующим (так называемый входной НДС). После формирования отпускной цены НДС исчисляется по формуле:
где С – полная себестоимость продукции, руб.; П – балансовая прибыль, руб.; А- акциз (если продукция является подакцизной), руб.; МЦФ - целевые платежи исчисляются и уплачиваются единым платежом, руб. НДС - ставка НДС в %
Акциз. Акциз (А) является косвенным налогом и включается в цену товара. В Республике Беларусь некоторые производимые товары являются подакцизными. Акцизами облагается следующая продукция: спирт гидролизный технический, спиртосодержащие растворы, алкогольная продукция, табачная продукция, нефть сырая, автомобильные бензины, дизельное топливо, ювелирные изделия, автомобили легковые с объемом двигателя более 2500 см3, микроавтобусы.
Ставки акцизов могут быть адвалорными (в процентах от оборота по реализации) или специфическими (в евро или белорусских рублях на единицу реализованной продукции).
Если ставка акциза установлена в процентах, то акциз включается в цену товара и рассчитывается по формуле:
Для расчета цены с акцизом в одно действие (ОЦА) используется формула:
Для ввозимых товаров налоговой базой для исчисления акцизов является объем ввозимых подакцизных товаров в натуральном выражении, в отношении которых установлены твердые ставки акцизов.
Налоговой базой для исчисления акцизов является стоимость возимых подакцизных товаров, в отношении которых установлены адвалорные ставки акцизов. Стоимость ввозимых товаров определяется на основании стоимости, указанной в транспортных документах, подтверждающих перемещение товаров.
Налог на прибыль. Плательщиком налога на прибыль являются предприятия независимо от подчиненности и форм собственности. Налогом на прибыль облагается балансовая прибыль предприятия, состоящая из прибыли от реализации продукции (работ, услуг), иных материальных ценностей и доходов от внереализационных мероприятий. Ставка налога на прибыль установлена в размере 24 % от балансовой прибыли.
Налог на недвижимость, исчисляемый и уплачиваемый организациями.
Плательщиками налога на недвижимость являются предприятия, а так же граждане. В качестве объекта налога на недвижимость выступают остаточная стоимость производственных и непроизводственных основных фондов, стоимость объектов незавершенного строительства на начало отчетного квартала. Объекты недвижимого имущества юридических лиц подлежат налогообложению. При наличии объектов недвижимого имущества на территории нескольких районов, расположенных в пределах города, налоговые декларации представляются только по месту постановки плательщиков на учет. Налог исчисляется по действующей ставке с применением коэффициента, установленного на территории соответствующей административно-территориальной единицы по месту расположения объекта налогообложения, и уплачивается в местные бюджеты по месту расположения объектов недвижимого имущества.
Налог на недвижимость (ННЕДВ) рассчитывается исходя из налоговой ставки и стоимости производственных фондов (ОПФ):
СтННЕДВ – ставка налога на недвижимость, %.
Налог за использование природных ресурсов (экологический налог).
Чрезвычайный налог и отчисления в фонд занятости (единый платеж).
Целевые платежи (МЦФ). Объектами обложения целевыми платежами являются: реализация товаров собственного и несобственного производства (работ, услуг) сдача имущества в аренду, лизинг.
Налоговая база для исчисления целевых платежей у производителя товаров (работ, услуг) определяется как выручка от реализации товаров (работ, услуг) собственного производства. Из налоговой базы исключаются суммы налогов и сборов, уплачиваемых из выручки от реализации товаров в соответствии с законодательством, а также сумма НДС по товаром, отгруженным со ставкой НДС, подлежащая уплате в бюджет РБ и отнесенная на внереализационные расходы в случае неподтверждения такой ставки налога в установленном законодательством порядке и определенные сроки.
Сумма исчисления целевых платежей учитывается при формировании отпускной цены (тарифа) на товары (работы, услуги) и исключается из выручки от реализации товаров (работ, услуг), дохода, валового дохода при исчислении акцизов (для подакцизных товаров).
Отчисления в МЦФ включаются в цену и рассчитываются по следующей формуле:
В 4. Организационно-технические мероприятия по пожарной безопасности на предприятиях. Противопожарный режим. Пожарная сигнализация и связь.
Организационные противопожарные мероприятия на предприятии
Ответственность за пожарную безопасность предприятий возлагается на руководителей.
На каждом производственном объекте приказом назначается ответственный за пожарную безопасность.
Фамилии ответственных лиц должны быть вывешены на видных местах.
На предприятии при наличии штатного инженерно-технического персонала создаются пожарно-технические комиссии. Комиссия назначается приказом руководителя предприятия
Противопожарный режим
На каждом предприятии правилами, инструкциями, приказами, распоряжениями должен быть установлен соответствующий противопожарный режим, в том числе:
определены места и допустимое количество единовременно находящихся в помещениях сырья, полуфабрикатов и готовой продукции.
установлен порядок уборки горючих отходов и пыли, хранения промасленной спецодежды.
определен порядок обесточивания электрооборудования по окончании рабочего дня и в случае пожара.
регламентированы: порядок временных огневых и других пожароопасных работ; порядок осмотра и закрытия помещений после окончания работы; действия работников при обнаружении пожара.
определены порядок и сроки прохождения противопожарного инструктажа и пожарно-технического минимума, а также назначены лица, ответственные за их проведение.
определены и оборудованы места для курения.
Руководители и другие должностные лица организаций:
обеспечивают пожарную безопасность и противопожарный режим на предприятиях, в учреждениях и организациях;
обеспечивают своевременное выполнение противопожарных мероприятий;
внедряют научно-технические достижения в противопожарную защиту объектов;
обеспечивают выполнение и соблюдение требований нормативных правовых актов системы противопожарного нормирования и стандартизации при проектировании, строительстве, реконструкции, техническом переоснащении;
создают внештатные пожарные формирования и организуют их работу;
содержат в исправном состоянии пожарную технику, оборудование и инвентарь;
организуют обучение работников правилам пожарной безопасности;
обеспечивают разработку плана действий работников на случай возникновения пожара и проводят практические тренировки по его отработке;
представляют в органы государственного пожарного надзора отчеты о пожарах и их последствиях;
принимают меры к нарушителям противопожарных требований;
предоставляют в необходимых случаях органам и подразделениям по чрезвычайным ситуациям РБ технику, горючесмазочные материалы, продукты питания и места отдыха для личного состава.
Технические противопожарные мероприятия на предприятии
Противопожарные зоны – разделительные зоны для ограничения распространения пожара в здании. Обычно это пролет здания, отделяемый стенами и покрытиями, который разделяет здание на пожарные отсеки с разной пожарной опасностью.
Противопожарные перекрытия исключают распространение пожара по вертикали здания, они выполняются без проемов и отверстий и примыкают к глухим участкам наружных стен.
Легкосбрасываемые конструкции обеспечивают снижение нагрузки на конструкцию здания при взрывном горении. В качестве легкосбрасываемых конструкций используют остекление зданий, двери, распашные ворота, поворотные панели, сбрасываемые участки крыши. При взрыве они сбрасываются под действием ударной волны, предотвращая тем самым разрушение здания.
Огнепреградители – устройства, пропускающие паровоздушные смеси, но препятствующие распространению пламени. Огнепреградители устанавливают в трубопроводах горючих газов, на резервуарах горючих жидкостей. Они представляют собой металлический корпус, заполненный негорючими насадками, гравием, металлической сеткой и т.п.
Противодымная защита снижает задымление здания при пожаре и обеспечивается конструктивными решениями, которые не позволяют распространяться дыму по горизонтальным и вертикальным каналам в здании. К таким конструктивным решениям можно отнести:
создание незадымляемых лестниц путем устройства воздушных зон с подпором воздуха;
использование оконных проемов, фонарей для удаления дыма;
устройство дымовых люков, проемов, шахт, через которые из помещения удаляется дым.
Автоматическая пожарная сигнализация, установка систем автоматического пожаротушения, снабжение помещений первичными средствами пожаротушения и др.
Пожарная связь
Связь извещения о пожаре обеспечивается:
городской и местной телефонной связью,
специальной пожарной телефонной связью (для наиболее важных объектов)
электрической пожарной сигнализацией.
Пожарные извещатели
Извещатели преобразуют факторы пожара в электрические сигналы. Эти электрические сигналы регистрируются различными приемно-контрольными приборами.
Пожарные извещатели:
ручного действия: кнопочные; кодовые;
автоматического действия: тепловые; дымовые; световые; комбинированные.
Тепловые извещатели срабатывают при повышении температуры окружающей среды. Чувствительные элементы этих извещателей – биметаллические пластинки или спирали, пружинящие пластинки со спаянными легкоплавким припоем концами, терморезисторы, термопары и др.
В извещателях, реагирующих на дым, чувствительными являются фотоэлементы или ионизационные камеры с радиоактивными веществами.
Комбинированные извещатели имеют ионизационную камеру и терморезисторы.
В световых извещателях используется явление фотоэффекта. Фотоэлемент реагирует на ультрафиолетовую или инфракрасную часть спектра пламени.
Кнопочные извещатели в основном применяют для дублирования автоматических извещателей. Они устанавливаются как внутри, так и вне зданий при температуре воздуха от – 50 до + 60 °С.
Приемные станции пожарной сигнализации принимают сигналы от ручных и автоматических извещателей.
№ 25 Билет
В 1. Шлаковая фаза, ее образование при дуговой сварке. Основные физические свойства шлаков и их влияние на процесс сварки.
Шлаки представляют собой жидкие минеральные фазы, отделяющие зеркало металла от непосредственного действия газовой атмосферы. Шлаки не изолируют металл от окружающей газовой среды, а только заменяют непосредственное взаимодействие диффузионным. Через шлак могут диффундировать газы или металлы (в виде своих низших оксидов) на границу раздела с газами, там окисляться, возвращаясь к металлу, передавать захваченный кислород. Так, железо, обладающее переменной степенью окисления, может переносить кислород по следующей схеме (в круглых скобках — компоненты шлака):

Взаимодействие шлаковой фазы с металлом полностью зависит от ее состава, обычно сложного, и температуры. Равновесие между компонентами шлаковой и металлической фаз и возможность возникновения окислительно-восстановительных процессов определяются обобщенно законом распределения. Активное взаимодействие шлака и металла при высоких температурах сварочного процесса приводит к изменению состава металла шва и это необходимо учитывать при разработке технологии сварки.
По типу взаимодействия с металлической ванной шлаки разделяются на окислительные и восстановительные.
Значение закона распределения зависит не только от температуры, но и от состава шлака и определяется обычно экспериментально. Для сварки употребляют только восстановительные шлаки и при производстве сварочных флюсов для автоматической сварки их тщательно раскисляют, а содержание FeO, S и Р строго регламентируется ГОСТом.
Физические свойства сварочных шлаковых систем. Температура плавления сварочных шлаков должна быть ниже, чем температура кристаллизации свариваемого металла. Температура плавления в сложных системах представляет собой функцию состава и определяется соответствующими диаграммами плавкости (состав — свойство). Сплавы силикатов и алюмосиликатов обладают способностью к переохлаждению и образованию стекловидных шлаков, а это обстоятельство осложняет задачу экспериментального исследования.
Вязкость шлаков прежде всего должна удовлетворять технологии сварки, так как от ее значения зависят условия формирования сварочного шва, интенсивность металлургических реакций на границе металл — шлак, отделение шлаковых включений от металла (экзогенные включения); особенно высокие требования предъявляются к вязкости шлаков при сварке в вертикальном и потолочном положениях. Вязкость зависит от температуры и строения жидкости, т. е. от взаимодействия частиц, ее составляющих. Особенно сильно это проявляется для расплавов или ионных растворов.
Поверхностное натяжение жидкости зависит от температуры и от природы жидкости или ее состава, если жидкость представляет собой раствор.
С повышением температуры поверхностное натяжение уменьшается. Для полярных жидкостей применим закон Этвеши:
σ=А(Ткрит-Т),
где Ткрит —критическая температура данного вещества; Т — текущая температура; А — постоянная.
Из закона Этвеши следует, что при критической температуре на границе жидкость — пар поверхностное натяжение обращается в нуль.
Для жидких металлов и шлаковых систем критические условия неизвестны, но снижение поверхностного натяжения при увеличении температуры наблюдалось многими исследователями.
Отделение шлаковой корки определяется различием коэффициентов термического расширения (к.т.р.), создающим скалывающее усилия при охлаждении сварного соединения, но часто при самопроизвольном отделении общей шлаковой корки на металле остаются тонкие стекловидные слои твердого шлака, прочно связанного с металлом. Их удаление требует дополнительных усилий, так как они будут мешать дальнейшим технологическим операциям. Кроме того, они могут форсировать коррозионные процессы. Такое явление наблюдается при недостаточно раскисленном металле сварочной ванны.
Теплофизические свойства шлаковых систем: теплоемкость, теплопроводность, энтальпия — влияют на условия формирования сварного шва и скорость охлаждения металла шва.
В 2. Содержание понятия "сетка колонн" и правила размещения колонн у стен здания.
Координационные оси, пролеты здания, сетка колонн
Здание в плане разделяют осями на ряд элементов. Эти оси определяют расположение основных конструкций (стен и колонн) и называются координационными осями. Различают продольные и поперечные координационные оси. Они делят здание на его пролеты и шаги колонн. Пересечения этих осей определяют места установки колонн каркасного здания. Координационные оси наносят на основание здания в начале строительных работ. Их обозначают на плане здания следующим образом. Вертикальные оси рядов колонн нумеруются слева направо по оси абсцисс последовательными арабскими цифрами, начиная с единицы (1, 2, 3 и т.д.). Горизонтальные оси рядов колонн обозначаются снизу вверх по оси ординат последовательными заглавными буквами русского алфавита (А, Б, В, Г и т.д., кроме З, Й, О, Х, Ц, Ч, Ш, Ъ, Ы, Ь).
Привязка конструктивных элементов здания – это указание их расположения относительно координационных осей.
При проектировании каркасных зданий геометрические центры сечений колонн средних рядов совмещают с точками пересечения координационных осей.
Наружные грани колонн и внутренние поверхности стен совмещают с горизонтальной координационной осью (так называемая нулевая привязка). Оси колонн, примыкающих к торцовой стене, отступают внутрь здания на 500 мм от вертикальной координационной оси.
Пролет – это часть здания, ограниченная двумя смежными рядами колонн, перекрытых балками, фермами или другими конструкциями.
Пролеты здания размещаются, как правило, параллельно друг к другу. Пролет характеризуется: шириной и длиной, шагом и сеткой колонн, высотой, объемно-планировочным и планировочным элементами.
Ширина пролета – это расстояние L между смежными продольными координационными осями. Для предприятий наиболее распространены пролеты шириной 18 и 24 м.
Длина пролета – это расстояние между крайними поперечными координатными осями. Длина пролета равна произведению шага колон на количество шагов.
Шаг колонн – расстояние t между смежными поперечными координационными осями. Шаг колонн должен быть кратным 6 м.
Сетка колонн определяется произведением ширины пролета на шаг колонн (Lt). Для предприятий наиболее часто применяют сетку колонн 1812 или 186 м. Укрупненная сетка колонн позволяет более экономно использовать производственную площадь здания.
Унифицированная типовая секция представляют собой блок, состоящий из нескольких одинаковых пролетов одой высоты. Рекомендуются следующие типы секций зданий: размерами в плане 14472 м (10000 м2) и 7272 м (5000 м2) с сеткой колонн 2412 м и 1812 м.
Высота пролета – это расстояние Н от пола до низа несущих конструкций. Кратность высоты пролета составляет 0,6 м или 1,2 м.
В зданиях с подвесными кран-балками принимают:
– для пролетов шириной 12 м Н = 3,6; 4,2; 5,4 или 6,0 м;
– для пролетов шириной 18 или 24 м Н = 4,8; 5,4; 6,0; 7,2; 8,4; 9,6 или 10,8 м.
Высота пролетов бескрановых зданий или с подвесными талями грузоподъемностью до 5 т включительно составляет 6,0 или 7,2 м.
Использование зданий с одинаковыми направлением пролетов, сеткой колонн и высотой помещений в ряде случаев нецелесообразно. Высота здания в средних пролетах обычно превышает ее в крайних пролетах. Участки вспомогательного производства, складские, бытовые и административные помещения, а также участки основного производства – окрасочные и тепловые, выделяющие аэрозоли и отработавшие газы – размещают в крайних низких пролетах.
Объемно-планировочное решение здания определяется количеством, шириной, длиной и высотой пролетов, их относительным направлением и шагом колонн. Это решение должно обеспечить реализацию принятых технологических процессов, возможность реконструкции и технического перевооружения производства, изменение технологического процесса и переход на новые виды продукции.
В 3. Финансовые ресурсы предприятия: понятия, источники формирования и основные направления использования.
Финансовые ресурсы предприятия – это совокупность собственных денежных доходов и поступлений извне (привлеченные и заемные средства), находящихся в распоряжении субъекта хозяйствования и предназначенных для выполнения финансовых обязательств предприятия, финансирования текущих затрат, связанных с расширением производства и экономическим стимулированием.
Основными элементами финансовых ресурсов предприятия являются: уставный фонд, амортизационный фонд, специальные фонды целевого назначения неиспользованная прибыль, кредиторская задолженность всех видов, ресурсы, полученные из централизованных и децентрализованных фондов и другие.
Понятие эффективного использования финансовых ресурсов, как и любых других видов ресурсов (материальных, трудовых, природных) включает в себя сопоставление количества и качества израсходованных ресурсов с количественным и качественным выражением достигнутых результатов.
эффективность использования финансовых ресурсов непосредственно связана с эффективным использованием материальных, трудовых и других видов ресурсов. Уменьшение затрат живого труда на единицу продукции означает рост эффективности использования трудовых ресурсов, что также ведет к экономии финансовых ресурсов через рост денежных накоплений и уменьшение потребностей предприятия в дополнительных денежных средствах.
Эффективность использования финансовых ресурсов можно оценивать с помощью сопоставления достигнутых результатов деятельности с суммой финансовых ресурсов, которые были в распоряжении предприятия за соответствующий период.
Большое значение имеет структура источников формирования финансовых ресурсов, и, в первую очередь, удельный вес собственных. Большой удельный вес привлеченных средств утяжеляет финансовую деятельность предприятия дополнительными затратами на уплату процентов по кредитам коммерческих банков, дивидендов по акциям и облигациям и осложняет ликвидность баланса предприятия.
Формирование и использование финансовых ресурсов может осуществляться в двух формах: фондовой и нефондовой.
На уровне предприятия финансовые ресурсы формируются и используются как в фондовой форме, так и в нефондовой. Часть финансовых ресурсов предприятие использует на образование денежных фондов целевого назначения: фонд оплаты труда, фонд развития, фонд материального поощрения и др. Использование финансовых ресурсов на выполнение платежных обязательств перед бюджетом и банками осуществляется в нефондовой форме.
ИСТОЧНИКИ ФОРМИРОВАНИЯ ФИНАНСОВЫХ РЕСУРСОВ
Источниками формирования финансовых ресурсов является совокупность источников удовлетворения дополнительной потребности в капитале на предстоящий период, обеспечивающем развитие предприятия.
Принципиально все источники финансовых ресурсов предприятия можно представить в виде следующей последовательности:
· собственные финансовые ресурсы и внутрихозяйственные резервы,
· заемные финансовые средства,
· привлеченные финансовые средства.
Собственные и привлеченные источники финансирования образуют собственный капитал предприятия. Суммы, привлеченные по этим источникам извне не подлежат возврату. Инвесторы участвуют в доходах от реализации инвестиций на правах долевой собственности. Заемные источники финансирования образуют заемный капитал предприятия.
Собственный капитал
Прежде всего предприятие ориентируется на использование внутренних источников финансирования.
Собственные внутренние средства включают:
· уставный капитал,
· добавочный капитал,
· нераспределенную прибыль.
Организация уставного капитала, его эффективное использование, управление им - одна из главных и важнейших задач финансовой службы предприятия. Уставный капитал - основной источник собственных средств предприятия. Сумма уставного капитала акционерного общества отражает сумму выпущенных им акций, а государственного и муниципального предприятия - величину уставного капитала. Уставный капитал изменяется предприятием по результатам его работы за год после внесения изменений в учредительные документы.
Увеличить (уменьшить) уставный капитал можно за счет выпуска в обращение дополнительных акций (или изъятия из обращения какого-то их количества), а также путем увеличения (уменьшения) номинала старых акций.
К добавочному капиталу относятся:
· результаты переоценки основных фондов;
· эмиссионный доход акционерного общества;
· безвозмездно полученные денежные и материальные ценности на производственные цели;
· ассигнования из бюджета на финансирование капитальных вложений;
· средства на пополнение оборотных фондов.
Нераспределенная прибыль эта прибыль, полученная в определенном периоде и не направленная в процессе ее распределения на потребление собственниками и персоналом. Эта часть прибыли предназначена для капитализации. По своему экономическому содержанию она является одной из форм резерва собственных финансовых ресурсов предприятия, обеспечивающих его производственное развитие в предстоящем периоде.
Привлеченные средства предприятий – средства, предоставленные на постоянной основе, по которым может осуществляться выплата владельцам этих средств дохода, и которые могут не возвращаться владельцам.
Заемный капитал
Для покрытия потребности в основных и оборотных фондах в ряде случаев для предприятия становится необходимым привлечение заемного капитала. Такая потребность может возникнуть по независящим от предприятия причинам. Ими могут быть необязательность партнеров, чрезвычайные обстоятельства, реконструкция и техническое перевооружение производства, отсутствие достаточного стартового капитала, наличие сезонности в производстве, заготовках, переработке, снабжении и сбыте продукции и другие причины.
Заемный капитал, заемные финансовые средства - это привлекаемые для финансирования развития предприятия на возвратной основе денежные средства и другое имущество. Основными видами заемного капитала являются: банковский кредит, финансовый лизинг, товарный (коммерческий) кредит, эмиссия облигаций и другие.
Заемный капитал по сроку подразделяется на:
· краткосрочный;
· долгосрочный.
Заемный капитал сроком до одного года относится к краткосрочному, а больше года - к долгосрочному. Эффективность вложения заемного капитала определяется степенью отдачи основных или оборотных средств.
По источникам финансирования заемный капитал подразделяется на:
· банковский кредит;
· размещение облигаций;
· ссуды юридических лиц под долговые обязательства;
· лизинг.
Долгосрочный банковский кредит, размещение облигаций и ссуды юридических лиц являются традиционными инструментами заемного финансирования.
Банковские кредиты предоставляются предприятию на основании кредитного договора, кредит предоставляется на условиях платности, срочности, возвратности под обеспечения: гарантии, залог недвижимости, залог других активов предприятия.
Кредитуются не только крупные инвестиционные проекты, но и затраты на текущую деятельность: реконструкцию, расширение, переформирование производств, выкуп коллективом арендованной собственности и другие мероприятия.
Сущность лизинга состоит в следующем. Если предприятие не имеет свободных средств на покупку оборудования, оно может обратиться в лизинговую компанию. В соответствии с заключенным договором лизинговая компания полностью оплачивает производителю (или владельцу) оборудования его стоимость и сдает в аренду предприятию-покупателю с правом выкупа в конце аренды. Предприятие получает долгосрочную ссуду от лизинговой фирмы, которая постепенно погашается в результате отнесения платежей по лизингу на себестоимость продукции. Лизинг позволяет предприятию получить оборудование, начать его эксплуатацию, не отвлекая средства от оборота.
Направления использования финансовых ресурсов предприятием
Формирование финансовых ресурсов осуществляется за счет собственных и приравненных к ним средств, мобилизации ресурсов на финансовом рынке и поступления денежных средств от финансово-банковской системы в порядке перераспределения.
Первоначальное формирование финансовых ресурсов происходит в момент учреждения предприятия, когда образуется уставный фонд. Его источниками в зависимости от организационно-правовых форм хозяйствования выступают: акционерный капитал, паевые взносы членов кооперативов, отраслевые финансовые ресурсы, долгосрочный кредит, бюджетные средства. Величина уставного фонда показывает размер тех денежных средств – основных и оборотных, – которые инвестированы в предприятие.
Основным источником финансовых ресурсов на действующих предприятиях выступает стоимость проданных товаров, различные части которой в процессе распределения выручки принимают форму денежных доходов и накоплений. Финансовые ресурсы формируются главным образом за счет прибыли и амортизационных отчислений. Наряду с ними источниками финансовых ресурсов также выступают:
– выручка от реализации выбывшего имущества,
– устойчивые пассивы,
– различные целевые поступления,
– мобилизация внутренних ресурсов в строительстве,
– паевые и иные взносы членов трудового коллектива.
Системой финансовых ресурсов предприятия будем считать совокупность активов предприятия, которые могут быть использованы им в качестве знаков распределяемой стоимости при осуществлении своей деятельности и для дальнейшего развития и функционирования.
Система финансовых ресурсов предприятия может быть охарактеризована как экономическая, действующая в сфере финансово-кредитных отношений, динамическая, открытая, управляемая.
Также формирование фондов предприятия начинается с момента организации хозяйствующего субъекта. Предприятие в соответствии с законодательством формирует уставный капитал - основной первоначальный источник собственных средств предприятия, который в виде основного и оборотного капитала направляется на приобретение фондов предприятия. К числу фондов относится добавочный капитал - создается за счет: прироста стоимости имущества в результате переоценки основных фондов, эмиссионного дохода, безвозмездно полученных ценностей на производственные цели. Он может быть использован на погашение сумм снижения стоимости имущества, выявившихся по результатам его переоценки, на погашение убытков, возникших в результате безвозмездной передачи имущества другим предприятиям и лицам, на увеличение уставного капитала, на погашение убытка по результатам работы предприятия за отчетный год.
В процессе свое деятельности доходы от реализации товаров в форме выручки от реализации поступают на расчетный счет. Выручка же является источником возмещения затрат на закупку, продвижение на продукции на рынок, на реализацию товаров (работ, услуг). Амортизация, таким образом, поступает в составе выручки от реализации в амортизационный фонд, предназначенный для обеспечения воспроизводства основных фондов.
Результатом деятельности предприятия является прибыль. После налоговых выплат образуется чистая прибыль, которая расходуется в соответствии с уставными документами и по усмотрению хозяйствующего субъекта. Из нее формируются: резервный капитал и другие аналогичные резервы, фонд накопления, фонд потребления.
Резервный капитал - фонд, который образуется в соответствии с законодательством и учредительными документами. Он предназначен для покрытия убытков отчетного периода, выплаты дивидендов при недостаточности или отсутствии прибыли. Наличие фонда является важнейшим условием обеспечения устойчивого финансового состояния предприятия. К числу резервных фондов относятся также резервы под обесценение вложений в ценные бумаги, выкупной фонд, отложенный фонд, создаваемые для погашения облигаций и выкупа акций.
Фонд накопления - средства, предназначенные для развития предприятия. Их использование связано с увеличением имущества предприятия и финансовыми вложениями для извлечения прибыли.
Фонд потребления - средства, направляемые на социальные нужды, финансирование объектов, единовременное поощрение работников, выплаты компенсационного характера и т.д.
Остаток прибыли - нераспределенная прибыль также характеризует финансовую устойчивость и может использоваться для последующего развития предприятия.
Для оперативного управления финансовыми ресурсами могут создаваться и другие оперативные фонды: для выплаты заработной платы, для платежей в бюджет и др.
Назначение финансовых ресурсов на предприятии - средство обеспечения торговой деятельности предприятия, факторы производства или источник воспроизводственного процесса. Целесообразным является оптимальное обеспечение финансовыми ресурсами всех стадий торгового процесса. Именно за счет финансовых ресурсов на предприятии образуется имущество, обновляются основные фонды, пополняются оборотные средства. Приоритетность данной функции обусловлена тем, что от эффективности и непрерывности производственной деятельности предприятия во многом зависит поступление собственных финансовых ресурсов, являющихся основой его деятельности, а, значит, темпы экономического развития хозяйствующего субъекта и социальное благополучие работающих.
Не все финансовые ресурсы обслуживают торговую сферу предприятия, так как у предприятия возникают определенные обязательства перед финансово-кредитной системой, работниками. Поэтому часть ресурсов отвлекается в: резервный капитал, фонд накопления, потребления и другие фонды. Возникновение этой функции обусловлено обязательствами предприятия, необходимостью расширения своей деятельности. Роль этой функции не менее важна, так как от того, насколько своевременно и в полном объеме будут выполняться обязательства предприятия, зависит и его деятельность.
Развитие рыночных отношений привело к тому, что сегодня любой хозяйствующий субъект заинтересован в прибыльном использовании имеющихся ресурсов. Поэтому часть финансовых ресурсов направляют на расширение, то есть выполняют инвестиционную функцию, которая реализуется посредством прибыльных краткосрочных и долгосрочных финансовых вложений.
В 4. Огнегасительные вещества. Средства пожаротушения (первичные и автоматические). Эвакуация людей при пожаре.
Способы тушения пожара
охлаждение очага горения ниже определенных температур;
интенсивное разбавлением воздуха в зоне реакции инертными газами, водяным паром, тонко распыленной водой и т.д. для снижения концентрации кислорода ниже критического уровня, при котором не может происходить горение;
изоляция очага горения от воздуха;
создание огневой преграды в зоне реакции, вследствие чего пламя распространяется через узкие каналы с потерей тепловой энергии в стенках каналов;
механический срыв пламени в результате воздействия на него сильной струи воды или газа;
ингибированием горения.
Огнегасительные вещества
вода;
химическая и воздушно-механическая пена;
водные растворы солей;
инертные и негорючие газы;
водяной пар;
галоидоуглеводородные огнегасящие составы;
сухие огнетушащие порошки.
Средства пожаротушения
1. Первичные средства пожаротушения
огнетушители;
бочки с водой;
лопаты;
ящики с пеком;
асбестовые полотна;
войлочные маты.
2. Автоматические системы пожаротушения
Первичные средства пожаротушения
Первичные средства пожаротушения применяются для тушения небольших очагов пожара.
Для различных объектов и помещений существуют нормы первичных средств пожаротушения.
Для размещения первичных средств пожаротушения в помещениях, на территории предприятия устанавливаются пожарные посты.
На пожарных постах размещают только первичные средства пожаротушения, которые применяются в данном помещении.
Огнетушители делятся на:
переносные (массой до 20 кг),
передвижные (массой не менее 20, но не более 400 кг)
стационарные.
По виду огнетушащих веществ огнетушители бывают:
пенные;
порошковые ;
углекислотные;
жидкостные.
Емкости с водой, предназначенные для целей пожаротушения, должны иметь объем не менее 0,2 м3 и комплектоваться крышкой и ведром. Емкости должны быть окрашены в красный цвет, иметь надпись белым цветом «Для тушения пожара» и быть постоянно (соответственно объему) заполнены водой.
Ящики для песка должны иметь объем не менее 0,5м3 и комплектоваться совковой лопатой. Конструкция ящика должна обеспечивать удобство извлечения песка и исключать попадание в него влаги. Перед заполнением ящика песок должен быть просеян и просушен. Песок следует систематически осматривать и при увлажнении и комковании просушивать.
Противопожарное полотнище должно иметь размеры 1,5´1,5 м или 2´2 м, его следует хранить в металлическом либо пластмассовом футляре с крышкой. Содержание и эксплуатация противопожарного полотнища должны осуществляться в соответствии с эксплуатационной документацией (паспортами).
Автоматические системы пожаротушения
К автоматическим стационарным системам пожаротушения относятся установки, в которых все элементы смонтированы и находятся постоянно в готовности к действию.
Стационарными установками оснащаются здания, сооружения, технологические линии, группы или отдельное технологическое оборудование.
Стационарные установки пожаротушения имеют, как правило, автоматическое местное или дистанционное включение и одновременно выполняют функцию автоматической пожарной сигнализации.
Установки водяного пожаротушения - к ним относятся пожарные автомашины и водяные стволы (ручные и лафетные). Для подачи воды при тушении пожара применяют пожарные стволы или оросители, которыми можно создавать сплошные, капельные, распыленные и мелкодисперсные водяные струи.
Наибольшее распространение в настоящее время получили стационарные водяные спринклерные и дренчерные установки.
Спринклерные установки включаются автоматически при повышении температуры среды внутри помещения до заданного предела. Датчиками таких систем являются спринклеры.
Дренчерные установки применяются в помещениях с высокой пожарной опасностью. При горении ЛВЖ эти установки локализуют пожар и предотвращают распространение огня на соседнее помещение.
Быстродействующие установки пожаротушения локального действия предназначены для защиты участков технологических процессов, где возможны воспламенения, взрывы и другие аварийные ситуации, при ликвидации которых нельзя использовать спринклерные или дренчерные системы. Эффект тушения быстродействующими установками достигается мгновенной подачей большого количества воды на очаг пожара в течение очень короткого промежутка времени.
Установки тушения распыленной и мелкодисперсной водой применяются для защиты производств, в которых обращаются ГЖ и масла.
Установки водопенного тушения бывают, полустационарными, стационарными и автоматическими стационарными.
Стационарные установки для тушения пожара воздушно-механической пеной бывают поверхностного, объемного, локального и комбинированного действия.
Установки газового пожаротушения подразделяются на установки общего объемного пожаротушения и локального пожаротушения по объему, локального пожаротушения по площади.
Эвакуация людей при пожаре
Эвакуация – вынужденное движение людей одновременно в одном направлении в короткий промежуток времени, с высокой плотностью потока в неблагоприятных условиях.
Путь эвакуации – путь от возможного места пребывания человека по линии свободных проходов до выхода из здания наружу.
Эвакуационный выход – выход из здания наружу или на защищенный эвакуационный выход.
Требуемое время эвакуации – нормируемый промежуток времени до наступления критических значений опасных факторов пожара, в течение которого люди должны покинуть помещение, здание.
План эвакуации – документ, в котором указаны выходы, установлены правила поведения людей, а также порядок и наглядность действий обслуживающего персонала на объекте при возникновении пожара.
Количество эвакуационных выходов из здания должно быть, как правило, не менее двух.
Путь эвакуации
К путям эвакуации людей из здания или сооружения относятся помещения:
ведущие от мест постоянного пребывания людей, расположенных на первых этажах, непосредственно наружу или к выходу через проходы, коридоры, вестибюли или лестничную клетку;
ведущие от мест постоянного пребывания людей, расположенных на любом этаже, кроме первого, к выходу через проходы, коридоры, лестничную клетку, имеющую выход непосредственно наружу или через вестибюль;
ведущие от места постоянного пребывания людей на данном этаже в соседние помещения, обеспеченные выходами, если эти помещения не связаны с производствами категорий А и В.
Все эвакуационные пути должны иметь ровные вертикальные ограждающие конструкции без конструктивных или технологических выступов.
Все пути эвакуации должны иметь естественное или искусственное освещение, которое должно работать как от обычной электросети, так и от сети аварийного освещения.
Дверные проемы на путях эвакуации должны располагаться по оси прохода, коридора или лестничной клетки.
Двери на путях эвакуации должны быть расположены с открыванием во время эвакуации по ходу движения людского потока.
На всем протяжении прохода или коридора не должно быть порогов или промежуточных ступеней.
При небольшой разности уровней пола должны устраиваться пандусы с уклоном не более 1:8.
Полы на путях эвакуации людей должны иметь нескользящую поверхность и быть выполнены из материалов, хорошо сопротивляющихся истиранию.
На лестничных клетках не должно быть рабочих, складских и иного назначения помещений, выходов из шахт лифтов.
Для всех этажей при одновременном нахождении на этаже более 10 человек должны быть разработаны планы эвакуации людей.
На протяжении всего пути эвакуации до непосредственного выхода наружу должны быть установлены указательные знаки.
В местах, где выступающие конструкции и оборудование, а также перепады высот затрудняют эвакуацию людей, должны быть предусмотрены светильники эвакуационного освещения.
Производственные и административно-бытовые помещения должны быть оборудованы системами оповещения о пожаре.
Запрещается устанавливать на окнах помещений глухие металлические решетки.
Эвакуационные выходы должны быть оборудованы запорами, открывающимися изнутри без ключа.
На стенах путей эвакуации запрещается размещать стенды, шкафы (за исключением пожарных) и любое оборудование, выступающее из плоскости стен на пути движения людей ниже 2 м от пола.
Запрещается отделка и облицовка помещений на путях эвакуации сгораемыми материалами.
Запрещается установка зеркал на путях эвакуации: на стенах, колоннах и в вестибюлях.
Приспособления для самозакрывания дверей в лестничных клетках, уплотнения в притворах должны содержаться в исправном состоянии.
№26 билет
В 1. Рафинирование металла сварочной ванны при дуговой сварке. Способы удаления серы и фосфора. Ограничение содержания водорода в сварочной ванне.
Рафинирование
металла шва заключается в освобождении
его от вредных примесей, главным образом
от серы и фосфора, которые попадают в
ванну из основного металла, электродного
стержня и покрытия, проволоки и флюса.
Сера может остаться в шве в виде сульфида
железа FeS, располагаясь между кристаллами
стали. Это приводит к появлению горячих
трещин в стали. Фосфор, находясь в шве
в виде фосфидов
 ,
снижает его ударную вязкость, особенно
при низкой температуре, поэтому удаление
из шва серы и фосфора необходимо. Это
осуществляется путем связывания серы
и фосфора в химические соединения, не
растворимые в стали и удаляемые в шлак,
по реакциям:
,
снижает его ударную вязкость, особенно
при низкой температуре, поэтому удаление
из шва серы и фосфора необходимо. Это
осуществляется путем связывания серы
и фосфора в химические соединения, не
растворимые в стали и удаляемые в шлак,
по реакциям:


Такого же эффекта достигают введением кальция по реакции FeS + СаО = FeO + CaS.
Оксид кальция получают разложением в дуге мрамора СаСО3.
В металле фосфор находится в виде соединений - фосфидов железа с температурой плавления много ниже, чем у железа (1170°С):


Затем происходит связывание оксида фосфора по реакциям


Фосфор в металле шва располагается по границам зерен в виде легкоплавкой прослойки и приводит к сильной неоднородности металла, росту зерен и снижению пластичности, особенно при низких температурах, вызывая хладноломкость металла. Удаление фосфора проводят его окислением и последующим связыванием в прочное соединение, удаляемое в шлак:


Полученные соединения выводятся в шлак.
|
|
В 2. Содержание и цель отнесения производственных участков к одной из категорий пожарной и взрывной опасности.
Противопожарные мероприятия на проектируемом участке назначают в зависимости от его категории взрывопожарной и пожарной опасности, которую обозначают символами: А, Б, В1, В2, В3, В4, Г1, Г2 и Д (табл. 1.7). Категорию опасности выбирают по наиболее неблагоприятному сочетанию факторов в отношении возможности взрыва или пожара, исходя из видов используемых горючих веществ и материалов, их количества и свойств, а также особенностей технологического процесса.
1.7. Категории производств по взрывопожарной и пожарной опасности
Категории В1…В4 отличаются друг от друга удельной пожарной нагрузкой на участке. Для категории В1 эта нагрузка (МДж·м–2) составляет более 2200 для категории В2 – 1401…2200, В3 – 181…1400 и для В4 – 1…180.
Производство относят к одной из категорий взрывопожарной и пожарной опасности по нормам пожарной безопасности НПБ 5 – 2000 (Категорирование помещений, зданий и наружных установок по взрывопожарной и пожарной опасности). Согласно этим нормам учитывают поступление опасных веществ в помещение, рассчитывают время достижения взрывоопасного их содержания в воздухе, избыточное давление взрыва или удельную пожарную нагрузку и определяют категорию пожарной и взрывной опасности. Избыточное давление взрыва рассчитывают для:
– горючих газов, паров легковоспламеняющихся жидкостей и горючих жидкостей;
– горючих пылей;
– веществ и материалов, способных взрываться и гореть при взаимодействии с водой, кислородом воздуха или друг с другом;
– взрывоопасных смесей, содержащих горючие газы (пары) и пыли.
Удельную пожарную нагрузку g определяют из соотношения
 ,
МДж·м–2,
(1.2)
,
МДж·м–2,
(1.2)
где Q – пожарная нагрузка, МДж; S – площадь размещения пожарной нагрузки, м2 (но не менее 10 м2).
Пожарную нагрузку определяют по формуле
 ,
МДж, (1.3)
,
МДж, (1.3)
где Gi – количество i-го материала пожарной нагрузки, кг; Qнi – низшая теплота сгорания i-го материала пожарной нагрузки, МДж·кг–1; i = 1…n – вид материала.
Категория |
Характеристика веществ и материалов, применяемых в производстве |
А (взрывопожароопасная) |
Горючие газы (ГГ), легковоспламеняющиеся жидкости (ЛВЖ) с температурой вспышки паров не более 28 оС в таком количестве, что могут образовывать взрывоопасные парогазовые смеси, при воспламенении которых развивается избыточное давление взрыва в помещении, превышающее 5 кПа Вещества и материалы, способные взрываться и гореть при взаимодействии с водой, кислородом воздуха и друг с другом в таком количестве, что избыточное давление взрыва в помещении превышает 5 кПа. |
Б (взрывопожароопасная) |
Горючие пыли или волокна, ЛВЖ с температурой вспышки более 28 оС, горючие жидкости (ГЖ) в таком количестве, что могут образовывать взрывоопасные пылевоздушные или паровоздушные смеси, при воспламенении которых развивается избыточное давление взрыва в помещении, превышающее 5 кПа |
В1…В4 (пожароопасные) |
ГЖ и трудногорючие жидкости, твердые горючие и трудногорючие вещества и материалы (в том числе пыли и волокна), способные при взаимодействии с водой, кислородом воздуха или друг с другом только гореть, при условии, что производства, в которых они имеются или обращаются, не относятся к категориям А и Б |
Г1 |
Процессы, связанные со сжиганием в качестве топлива ГГ и ЛВЖ |
Г2 |
Негорючие вещества и материалы в горячем, раскаленном или расплавленном состоянии, процесс обработки которых сопровождается выделением лучистого тепла, искр и пламени. Процессы, связанные со сжиганием в качестве топлива ГЖ, а также твердых горючих веществ и материалов |
Д |
Негорючие вещества и материалы в холодном состоянии |
Категорию производства по взрывопожарной и пожарной опасности и средства пожаротушения указывают на планировке участка. Соответствующий знак устанавливают на воротах производственного участка. В обозначении приводят также класс взрывопожароопасной зоны по ПУЭ:
П-I – зоны помещения с горючими жидкостями, температура вспышки которых превышает 61 оС;
П-II – зоны помещения с горючими пылями или волокнами с нижним концентрационным пределом взрываемости более 65 г/м3;
П-IIа – зоны помещения с горючими твердыми веществами;
П-III – зоны вне помещений с горючими жидкостями, температура вспышки которых превышает 61 оС или с горючими твердыми веществами.
Взрывоопасные зоны по ПУЭ обозначают классами:
В-I – взрывобезопасные;
В-Iа – повышенной надежностью против взрыва;
В-Iб – без средств взрывозащиты;
В-II – взрывобезопасные для работы в средах со взрывоопасными смесями газов и паров с воздухом;
В-IIа – без средств взрывозащиты.
Категория взрывопожарной и пожарной опасности производственного участка определяет соответствующие требования, касающиеся:
– возможности подъезда пожарных машин снаружи и изнутри здания к участку;
– материалов и устройств строительных конструкций помещения;
– допустимой площади между противопожарными преградами;
– места размещения участка в здании;
– наличия комплекта средств пожаротушения;
– количества и размеров эвакуационных выходов.
К зданию должен быть обеспечен подъезд пожарных автомобилей: с одной стороны – при его ширине до 18 м, с двух сторон – свыше 18 м до 100 м и со всех сторон – при ширине здания более 100 м. Внутри здания пожарные автомобили перемещаются по его магистральным проездам.
Строительные конструкции здания по критериям огнестойкости должны соответствовать категориям взрывопожарной и пожарной опасности производств.
В 3. Рентабельность: сущность, виды, порядок расчета, факторы роста.
Сумма прибыли не дает общего представления об эффективности работы предприятия, т.к. на её размер влияет не только качество работы. Но и масштаб предприятия. Поэтому наряду с абсолютной суммой прибыли используется относительный показатель – уровень рентабельности для характеристики эффективности производственной деятельности предприятия.
Рентабельность – показатель, который характеризует эффективность применения или потребления ресурсов.
Она показывает величину прибыли, полученной предприятием в расчете на единицу применяемых (основных и ОБС) или потребляемых (сырь, энергия, труд).
Различают следующие виды рентабельности:
1)рентабельность предприятия – отношение прибыли за отчетный период к среднегодовой стоимости ОС (производственных фондов) и нормируемых ОС.
Рпр-тия = Потч. / (Фс.г. + Он), где Потч. – прибыль отчетного периода в руб., Фс.г. – среднегодовая стоимость основных производственных фондов в руб., Он – норматив ОбС в руб.
2)рентабельность продукции – отношение прибыли от реализации продукции к затратам на годовой объем производства продукции.
Рпрод-ии = Пр / Сполн. * 100%, где Пр – прибыль от реализации продукции, работ, услуг, Сполн. – себестоимость полная
3)рентабельность продаж, показывает величину прибыли на один рубль продаж.
Рпродаж = Пр / Qр * 100%, где Пр – прибыль от реализации продукции, работ, услуг в руб., Qр – объем реализованной продукции в руб.
4)рентабельность инвестиционного капитала
5)рентабельность материальных активов
6)рентабельность собственного капитала
7)рентабельность заемного капитала
8)рентабельность имущества предприятия
Для повышения рентабельности предприятия необходимо снижение себестоимости продукции, мероприятия по увеличению прибыли.
В 4. Аттестация рабочих мест по условиям труда.
Правовой основой для проведения работы по аттестации рабочих мест по условиям труда является Закон Республики Беларусь «О пенсионном обеспечении».
Аттестация рабочих мест по условиям труда – система учета, анализа и комплексной оценки на конкретном рабочем месте всех факторов производственной среды и трудового процесса, воздействующих на здоровье и трудоспособность человека в процессе трудовой деятельности.
Периодичность проведения аттестаций – один раз в 5 лет.
Аттестация проводится аттестационной комиссией предприятия.
Состав и полномочия аттестационной комиссии определяются приказом руководителя предприятия.
В состав аттестационной комиссии включаются:
главные специалисты организации;
работники отдела кадров,
работники отдела труда и заработной платы,
работники отдела охраны труда;
медицинские работники,
представители профсоюзного комитета,
иного представительного органа работников.
Аттестация рабочих мест предусматривает:
выявление на рабочем месте вредных или опасных производственных факторов, установление причин их возникновения;
оценку технического и организационного уровня рабочего места на его соответствие строительным нормам и правилам, стандартам безопасности труда;
исследование санитарно-гигиенических факторов производственной среды, сложности и напряженности трудового процесса;
качественную оценку условий труда на рабочем месте;
разработку и составление перечня организационно-технических мероприятий по улучшению условий труда;
определение права работников на пенсию по возрасту по Спискам № 1 и № 2;
составление перечня рабочих мест, производств, профессий и должностей, работники которых по результатам аттестации имеют право на пенсию по возрасту в связи с особыми условиями труда по Спискам № 1 и № 2;
составление перечня рабочих мест, на которых работающим устанавливаются доплаты за работу в неблагоприятных условиях труда;
определение размера дифференцированных тарифов (взносов) на государственное социальное страхование.
Периодичность проведения аттестации рабочих мест
Периодичность проведения аттестаций – один раз в 5 лет.
Внеочередная аттестация проводится:
при изменении условий труда в связи с реконструкцией производственного объекта, внедрением новой техники и технологии, применением новых видов сырья и материалов;
по требованию органов государственной экспертизы условий труда;
при создании новых рабочих мест;
при внесении изменений и дополнений в Списки № 1 и № 2.
Результаты аттестации рабочих мест по условиям труда
Оценка условий труда включает исследование санитарно-гигиенических и психофизиологических факторов производственной среды.
Сведения о результатах аттестации заносятся в Карту условий труда на рабочем месте.
Карта условий труда – документ, содержащий количественные и качественные характеристики факторов производственной среды.
В соответствии с действующим СанПиН «Гигиеническая классификация условий труда», утвержденные Постановление Министерства здравоохранения Республики Беларусь от 20 декабря 2007 № 176 определяют льготы и компенсации за работу в неблагоприятных условиях.
Перечень рабочих мест, производств, профессий и должностей, работники которых имеют право на пенсию по возрасту в связи с особыми условиями труда по Спискам № 1, № 2 после согласования с профсоюзным органом и ознакомления с ним работников, занятых на аттестуемых рабочих местах, утверждается приказом руководителя предприятия.
Перечень рабочих мест, на которых работающим устанавливаются доплаты за работу в неблагоприятных условиях труда, после согласования с профсоюзным комитетом включается в коллективный договор.
№ 27 билет
В 1. Термический цикл при сварке. Основные параметры цикла и их влияние на свойства сварного соединения. Эффективная погонная энергия сварки.
Изменение
температуры во времени в данной точке
тела, вызванное действием подвижного
или временным действием неподвижного
источника тепла, называется термическим
циклом в данной точке (фиг.).
Основные характеристики (параметры) термического цикла:
-макс температура (рост зерна при перегреве)
-скорость нагрева и скор охлаждения (при малой скорости нагрева возможен значительный рост зерна аустенита, в результате чего понижаются пластические свойства; при значительной скорости охлаждения аустенит переохлаждается и превращается полностью или частично в мартенсит, что приводит к повышению твёрдости и уменьшению пластичности околошовной зоны)
-длительность пребывания материала выше заданной температуры
Предпочтительные
условия 1100 градусов, время
 12
с)
12
с)
эффективная погонная энергия сварки. Влияние погонной энергии на зтв.
Отношение эффективной тепловой мощности дуги (источника) qи к скорости перемещения дуги υ называется погонной энергией.

где υ — скорость перемещения дуги (скорость сварки ), см/с.
Погонная энергия — это количество тепла в калориях, введенное на единицу длины однопроходного шва или валика.
Полную тепловую мощность сварочной дуги приближенно считают равной тепловому эквиваленту ее электрической мощности
Q = 0,24Uд ּ I, кал/с,
где Uд — падение напряжения на дуге, В; I — величина сварочного тока, A; Q — тепловой эквивалент электрической мощности сварочной дуги, кал/с.
Количество тепла, введенное сварочной дугой в изделие в процессе его нагрева за единицу времени, называется эффективной тепловой мощностью сварочной дуги, которая является суммой тепловой энергии, выделяющейся в пятне дуги на изделии, вводимой в изделие при теплообмене со столбом дути и пятном на изделии и поступающей с каплями расплавленного флюса, электродного металла и покрытия:
qи = 0,24Uд ּ I ּ hи кал/с,
где qи — эффективная тепловая мощность сварочной дуги, кал/с; hи — эффективный к. п. д. процесса нагрева металла сварочной дугой.
Откуда
hи = qи/0,24 ּ Uд ּ I.
Эффективным к. п. д. процесса нагрева металла сварочной дугой называется отношение количества введенного в металл тепла к тепловому эквиваленту электрической мощности дуги. Этот коэффициент характеризует эффективность процессов выделения тепла и теплообмена в дуговом промежутке по отношению к нагреву металла изделия и зависит в основном от способа сварки.
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
||
Увеличение погонной энергии сварки приводит к уменьшению скоростей охлаждения и увеличению времени выдержки при температурах выше критической. Оба фактора способствуют росту зерна в металле зоны.
 Изменение
вязких и прочностных свойств металла
ЗТВ: значительное изменение величины
погонной энергии практически не
влияет на изменение твердости. Ударная
вязкость закономерно снижается с
увеличением поперечника зерна, однако
остается выше нижних значений ее по
стандарту.
Изменение
вязких и прочностных свойств металла
ЗТВ: значительное изменение величины
погонной энергии практически не
влияет на изменение твердости. Ударная
вязкость закономерно снижается с
увеличением поперечника зерна, однако
остается выше нижних значений ее по
стандарту.
Выбор значений погонной энергии сварочной дуги имеет следующий смысл. Нижнее значение погонной энергии сварочной дуги в первом проходе обусловлено необходимостью полного проплавления корня шва. Величина верхнего предела определяется необходимостью удержания сварочной ванны от вытекания. Во втором проходе увеличение погонной энергии сварочной дуги связано с поперечными колебаниями электрода и увеличением пути, совершаемого дугой в единицу времени. При этом нижняя граница погонной энергии сварочной дуги обусловлена условием перекрытия последовательно накладываемых соседних поперечных валиков. Верхняя граница определяется необходимостью удержания требуемой формы сварочной ванны и исключения прожога металла. Увеличение погонной энергии в третьем и последующих проходах связано с увеличением амплитуды поперечных колебаний электрода.
В 2. Расчет фондов времени работы рабочего и оборудования.
Режим работы предприятия определяется количеством рабочих дней в году, продолжительностью рабочей недели и смены, количеством смен. Все составляющие режима работы, кроме количества смен, регламентирует Трудовой кодекс. При проектировании производственного участка, как правило, принимают двухсменную работу.
Годовые фонды времени устанавливают для рабочего, рабочего места и технологического оборудования. Эти фонды подразделяют на номинальные и действительные.
Номинальный годовой фонд времени рабочего Фнр определяется количеством рабочих дней в году, их продолжительностью и временем сокращения рабочих смен
Фнр = (365 – Nв – Nп) tсм – tск Nск, ч/год, (1.18)
где Nв и Nп – соответственно, количество выходных и праздничных дней в году; tсм – длительность рабочей смены, ч; tск – время, на которое сокращается рабочая смена в предпраздничные дни, ч; Nск – число дней с сокращенной рабочей сменой.
Действительный годовой фонд времени рабочего Фдр определяется разностью номинального годового фонда времени рабочего и неизбежных потерь рабочего времени
Фдр = (365 – Nв – Nп – Nо) tсм – tск Nск 1, ч/год, (1.19)
где No – число дней в трудовом отпуске; – коэффициент, учитывающий потери рабочего времени по уважительным причинам, 1 ~ 0,96.
Уважительные причины – это пребывание работника в учебных отпусках, болезнь, выполнение им государственных обязанностей и др.
Действительные годовые фонды времени рабочего с учетом пребывания его только в трудовых отпусках составляют:
– при продолжительности рабочей недели 36 ч, трудового отпуска 24 или 27 дней соответственно 1641,6 или 1620 ч;
– при продолжительности рабочей недели 40 ч, трудового отпуска 24 или 27 дней соответственно 1816 или 1792 ч.
Номинальный годовой фонд времени оборудования Фно находится аналогично номинальному годовому фонду рабочего, но с учетом сменности работы
Фно=Фнр η3с nc, ч/год. (1.22)
При односменной работе Фно = Фнр.
Действительный годовой фонд времени оборудования Фдо определяют с учетом его пребывания в планово-предупредительном ремонте в рабочее время
Фдо = Фно (1 – kро), ч/год, (1.23)
где kро – коэффициент, учитывающий затраты времени на ремонт оборудования
В 3. Порядок ценообразования. Методика расчета отпускной цены продукции.
Процесс ценообразования можно представить как последовательность нескольких этапов:
постановка целей ценообразования
Определение объемов продаж, получение наибольшей прибыли в короткие сроки, обеспечение стабильности ассортимента и объемов выпуска, увеличение объемов продаж, обеспечение выживаемости предприятия
определение спроса на основе анализа эластичности цен
определение издержек предприятия на выпуск продукции
сравнительный анализ цен и качества товаров конкурента
выбор метода ценообразования
на основе затрат (средние издержки + прибыль, получение целевой прибыли, метод анализа убыточности)
с ориентацией на спрос (метод гибких цен, т.е. товар продается различным группам покупателей по различным ценам, цены аукционов, биржевые котировки)
с ориентацией на уровень конкуренции (метод текущей цены, метод тендеров)
учет госуд.регулирования
установление окончательной цены и порядка ее будущих изменений Классификация цен
в зависимости от стадии товародвижения
цена производителя
отпускная цена производителя
оптовая цена
розничная цена
Отпускная цена предприятия – цена (тариф), применяемый субъектами хозяйствования в расчетах за поставленную продукцию (услуги) со всеми покупателями за исключением населения.
Процедура формирования цены на предприятии является сложным и многоэтапным процессом, состоящим из следующих этапов:
Этап 1. Изучение рынка сбыта продукции:
характер конкуренции на рынке;
выделение основных конкурентов;
уровень платежеспособного спроса.
Этап 2. Выбор цели ценообразования:
максимизация прибыли;
выживаемость на рынке;
удержание определенного сегмента рынка.
Этап 3. Анализ спроса:
характер спроса на продукцию;
чувствительность покупателей к уровню цены;
тип товара, с точки зрения, эластичности спроса по доходу.
Этап 4. Анализ себестоимости продукции:
верхний уровень цены определяется платежеспособным спросом;
нижний уровень цены определяется себестоимостью;
удельный вес постоянных и переменных издержек в себестоимости;
коэффициент валовой или маржинальной прибыли.
Этап 5. Анализ налоговой политики:
косвенные налоги в цене;
удельный вес налогов и др. обязательных платежей в цене;
налогообложение прибыли.
Этап 6. Анализ цен конкурентов:
отличительные особенности товара;
достоинства и недостатки товаров конкурентов по сравнению с данным товаром;
цены на товары конкурентов.
Этап 7. Выбор метода ценообразования:
методы, основанные на издержках производства;
методы, ориентированные на потребительские свойства продукции;
методы, основанные на анализе уровня конкуренции.
Этап 8. Выбор ценовой стратегии и политики:
определение ценовой стратегии и политики предприятия на данном рынке или сегменте рынка.
Этап 9. Учет психологических факторов:
местоположение, уровень обслуживания;
психологический уровень цены.
Этап 10. Установление окончательной цены:
устанавливается цена, соответствующая ценовому образу фирмы и ее ценовой политике.
Наиболее применимым методом расчета первоначальной отпускной цены является затратный метод ценообразования. В основе данного метода лежит расчет себестоимости продукции как основного элемента цены.

КН – косвенные налоги.
Метод структурной аналогии. Согласно этому методу цена устанавливается по аналогу:

Со – абсолютное значение основного вида затрат при производстве нового изделия;
До – доля основного вида затрат в цене изделия аналога.
Метод удельной цены:


Цо – удельная цена единицы основного параметра;иЦф – цена изделия принятого в качестве базы;рМф – значение основного параметра базового изделия в состав ед. измерения;рМн – значение основного параметра нового изделия.
П оэлементный
состав отпускной цены (ОП)
предприятия-производителя
оэлементный
состав отпускной цены (ОП)
предприятия-производителя
В 4. Производственная пыль, классификация. Воздействие на организм человека. Средства защиты от неблагоприятного воздействия на человека.
Производственная пыль – тонкодисперсные частицы, образующиеся при различных производственных процессах и способные длительное время находиться в воздухе во взвешенном состоянии.
Основными источниками образования пыли являются следующие процессы:
механическое измельчение твердых тел – дробление, размалывание, резание;
обработка поверхности материала – шлифовка, полировка; транспортировка, перемешивание, упаковка.
Классификация производственной пыли
В зависимости от происхождения пыль подразделяется на:
органическую - растительная и животная пыль, а также пыль отдельных синтетических веществ;
неорганическую - металлическая, минеральная.
смешанную.
Пыль по степени ее измельчения (дисперсности) делят на группы:
видимую, с размером частиц более 50 мкм;
микроскопическую – 10 – 50 мкм;
ультрамикроскопическую – менее 10 мкм.
По вредности пыль может быть:
инертной (сажа, сахарная пыль и др.) - состоит из веществ, не оказывающих токсического воздействия на организм человека;
агрессивной (пыль свинца, мышьяка и др.) - обладает токсическими свойствами
Пути проникновения пыли в организм человека
через органы дыхания;
через желудочно-кишечный тракт;
через кожу.
Концентрация пыли в воздухе рабочей зоны не должна превышать установленной для нее нормы – пдк.
По степени воздействия на организм человека:
1-й класс – чрезвычайно опасные;
2-й класс – высоко опасные;
3-й класс – умеренно опасные;
4-й класс – малоопасные.
Средства защиты от действия пыли
максимальная механизация и автоматизация производственных процессов;
применение герметичного оборудования, герметичных устройств для транспорта пылящих материалов;
использование увлажненных сыпучих материалов;
применение эффективных аспирационных установок;
тщательная и систематическая пылеуборка помещений с помощью вакуумных установок;
очистка от пыли вентиляционного воздуха при его подаче в помещения и выбросе в атмосферу;
применение в качестве индивидуальных средств защиты от пыли респираторов (лепестковых, шланговых и др.), очков и противопыльной спецодежды
№ 28 билет
В 1. Природа и механизм образования горячих трещин при сварке плавлением. Пути повышения сопротивляемости металла образованию горячих трещин.
Горячие трещины при сварке - это хрупкие межкристаллитные разрушения металла сварного шва и ЗТВ, возникающиe в твердожидком состоянии пpи завершении кристаллизации, a также в твердом состоянии пpи высоких температурах на этапе преимущественного развития межзеренной деформации. Потенциальную склонность к горящим трещинам имеют все конструкционные сплавы пpи любыx видах сварки плавлением, a также при некоторых видах сварки давлением, сопровождающихся нагревoм металла дo подсолидусных температур.
Согласно теоретическим представлениям, горячие трещины образуются при критическом сочетании значений следующих факторов:
температурного интервала хрупкости (ТИХ) в период кристаллизации металла шва;
минимальной пластичности в ТИХ δmin;
темпа высокотемпературной сварочной деформации α.
Образование горячих трещин обусловлено соответствующим изменением механических свойств металла при нагреве, в частности резким снижением его деформационной способности. Причиной такого снижения может быть наличие в металле легкоплавких эвтектик, дефектов кристаллического строения или выделений хрупкой второй фазы. Если металл в состоянии пониженной деформационной способности подвергается воздействию внутренних или внешних напряжений, то при достаточной их величине в металле образуются горячие трещины. Сварные соединения подвержены горячим трещинам преимущественно в местах наибольшей концентрации напряжений при высоких температурах: в корне швов, в участках пересечения сварными швами стыков деталей или каких-либо прорезей, в начальных участках сварных швов и т. д.
В зависимости от вида свариваемых материалов горячие трещины возникают в металле шва или в металле околошовной зоны.
Металлографический анализ сварных соединений с горячими трещинами показывает, что во всех случаях разрушение является межкристаллическим, т. е. горячие трещины образуются и распространяются по границам зерен. В случае разрушения сварных швов в литой зоне трещины распространяются по границам кристаллитов, сформированных в процессе кристаллизации сварочной ванны. Трещины в околошовной зоне возникают по границам рекристаллизованных зерен.
Исследования температурных интервалов образования горячих трещин показывают, что разрушения этого вида могут происходить как при температурах выше солидуса, т. е. при наличии жидкой фазы по границам зерен, так и при температурах ниже солидуса, т. е. в твердом состоянии. Опыт сварки металлических конструкций показывает, что образование горячих трещин зависит не только от состава свариваемых материалов (основного и присадочного металла или флюса), но также от технологии и режимов сварки. Режимы сварки влияют на развитие ликвации при кристаллизации, форму и ориентацию кристаллитов в металле шва, структуру границ зерен, развитие таких зернограничных процессов, как миграция границ зерен и межзеренное проскальзывание, и, наконец, на сегрегацию по границам зерен, их частичное оплавление и формирование химической неоднородности на границе раздела твердой и жидкой фаз.
При неблагоприятном развитии процессов кристаллизации металла шва и собирательной рекристаллизации в околошовной зоне и сопровождающих их процессов в сварных соединениях образуются горячие трещины.
Предлагают следующие пути повышения сопротивляемости образованию кристаллизационных трещин:
1) подавление столбчатой кристаллизации и измельчение кристаллической структуры путем легирования элементами-модификаторами, а также элементами, способствующими образованию высокотемпературных вторых фаз при кристаллизации;
2) повышение чистоты сплавов по примесям, способствующим образованию при кристаллизации легкоплавких фаз в той области составов, в которой увеличение количества этих фаз снижает технологическую прочность, и, наоборот, увеличение количества легирующих элементов, образующих эвтектики, в области составов сплавов, близких к эвтектическим. Эти пути сужают температурный интервал хрупкости и повышают запас пластичности.
Для повышения сопротивляемости металлов и их однофазных сплавов образованию подсолидусных горячих трещин при сварке рекомендуют:
1) легирование сплавов элементами, снижающими диффузионную подвижность атомов в решетке или способствующими созданию фрагментарной литой структуры;
2) повышение чистоты основного металла по примесям внедрения;
3) сокращение времени нахождения металла при температуре высокой диффузионной подвижности (увеличение скорости охлаждения металла сварных швов) и снижение темпа нарастания упругопластических деформаций при охлаждении (ограничение деформаций за счет выбора рациональной конструкции соединений).
Установлены следующие наиболее важные металлургические факторы, способствующие повышению сопротивляемости металла шва образованию горячих трещин при сварке аустенитных сталей:
1) образование двухфазной структуры в высокотемпературной области при кристаллизации металла за счет выделения первичного феррита, дисперсных частиц тугоплавкой фазы или боридной фазы и хромоникелевой эвтектики;
2) ограничение содержания примесей, образующих легкоплавкие фазы, с целью сужения эффективного интервала кристаллизации.
Все известные способы повышения технологической прочности в конечном итоге сводятся к следующим:
Изменение химического состава
Выбор оптимального режима сварки
Применение рационального типа конструкции и порядка наложения сварных швов.
В 2. Методы расчета потребного количества оборудования различных видов.
Технологическое оборудование выбирают с учетом технологической функции, размеров обрабатываемых, собираемых, окрашиваемых и испытываемых изделий, точности и производительности обработки. Сведения о технологических функциях выбирают из технологических карт, о характеристике ремонтируемых или изготавливаемых объектов – из их чертежей, а об оборудовании – из справочников, каталогов или паспортов.
Количество оборудования определяют по одному из показателей:
– трудоемкости работ;
– станкоемкости изготавливаемых или ремонтируемых объектов;
– продолжительности технологических операций;
– физическим параметрам предметов труда.
По трудоемкости работ определяют количество оборудования nо, связанного с ручным или машинно-ручным трудом, по формуле
 ,
(1.24)
,
(1.24)
где Тго – годовая трудоемкость работ, выполняемых на оборудовании данного вида, чел-ч; ηи – коэффициент использования оборудование во времени.
По станкоемкости изготавливаемых или ремонтируемых объектов рассчитывают оборудование с машинными способами обработки с той разницей, что величину годового объема работ выражают в станко-часах. Часто небольшие партии обрабатываемых заготовок различных видов обусловливают многочисленные наладки. Поэтому при расчетах потребности в оборудовании учитывают затраты времени на наладочные работы
 ,
(1.25)
,
(1.25)
где Сгр – годовая станкоемкость работ, выполняемых на оборудовании данного вида, станко-ч; Сгн – годовой объем наладок оборудования, станко-ч.
По продолжительности технологических операций определяют количество оборудования, работа на котором связана с загрузкой (установкой) изготавливаемых или ремонтируемых изделий, основными технологическими воздействиями и периодическим наблюдением за ними и их снятием. К такому оборудованию относят очистные погружные машины, сушильные камеры, обкаточно-тормозные стенды, гальванические ванны и др. Их количество определяют по одной из формул
 ,
(1.26)
,
(1.26)
 ,
(1.27)
,
(1.27)
где nз – количество загрузок оборудования в течение года, tто – продолжительность технологической операции с учетом времени на загрузку и выгрузку объектов, ч; kн – коэффициент неравномерности подачи объектов, равен 1,1…1,2; kп – коэффициент, учитывающий повторность обкатки или испытания агрегатов (машин), у которых обнаружены и устранены дефекты, равен 1,10..1,15; N – количество изделий в годовом объеме выпуска, ед./год; а – количество одновременно устанавливаемых изделий, ед.
Коэффициент kн учитывает возможные отклонения хода работ от расчетного такта производства, возникающие по организационным причинам. Его значение больше единицы и равно отношению действительного такта производства к расчетному.
По физическим параметрам обрабатываемых изделий рассчитывают оборудование, производительность которого определяется массой обрабатываемых заготовок в единицу времени (термические и нагревательные печи, кузнечные молоты, отдельные типы очистных машин и др.), а также оборудование участков нанесения покрытий, производительность которого выражается площадью поверхности обрабатываемых изделий в единицу времени (гальванические ванны, окрасочные камеры и др.). Количество такого оборудования определяют по одной из формул
 ,
(1.28)
,
(1.28)
 ,
(1.29)
,
(1.29)
где Мг и Sг – соответственно, годовые объемы работ, выраженные массой (кг/год) и площадью поверхностей (м2/год) обрабатываемых изделий; mч и sч – часовая производительность оборудования, соответственно, кг/ч и м2/ч; 3 – коэффициент, учитывающий полноту загрузки оборудования по массе, (3 = 0,7...0,8).
В 3. Цена: экономическая сущность, функции, виды.
Цена – это денежное выражение стоимости продукции, сформированное на основе спроса и предложения.
На уровень цены могут оказывать влияние как внешние (на уровне государства), так и внутренние (на уровне предприятия) факторы.
Внешние факторы:Политическая стабильность государства, Обеспеченность государства основными сырьевыми и топливно-энергетическими ресурсами, Масштабы госуд.регулирования цен, Уровень инфляции в государстве, Уровень конкуренции, Состояние налогового законодательства, Внешне экономическая деятельность государства
Внутренние факторы:Особые потребительские свойства товара (качество), Способ производства, Ориентация товара на рыночные сегменты, Жизненный цикл товара, Длительность цепочки движения товара, Организация рекламы, Товарная марка и имидж предприятия
В условиях рынка цена выполняет следующие функции:
Информационная представляет собой распространение сведений о наличии товара или продукции, об издержках производства, о рынках
Распределительная цены участвуют в распределении и перераспределении национального дохода между различными отраслями и сферами производства, различными группами населения
Стимулирующая предполагает создание заинтересованности предприятия в развитии инновационной деятельности, улучшении качества продукции, снижении издержек и в итоге стремление повысить конкурентоспособность продукции
Уравновешивающая предполагает обеспечение равновесия между спросом и предложением, производством и потреблением
обеспечение доходности т.е. цена предполагает возмещение издержек, а также получение прибыли при достижении объема производства больше критического
учетная функция учета и измерения результативности общественного труда, а также средство исчисления всех стоимостных показателей.
Виды цен:
в зависимости от стадии товародвижения
цена производителя
отпускная цена производителя
оптовая цена
розничная цена
Отпускная цена предприятия – цена (тариф), применяемый субъектами хозяйствования в расчетах за поставленную продукцию (услуги) со всеми покупателями за исключением населения.
Цена предприятия-производителя включает в себя полную себестоимость и плановую прибыль.
ЦПР=СПОЛН+ППЛ
По цене производителя осуществляются расчеты, применяемые при анализе работы предприятия.
Отпускная цена – предприятие реализует продукцию по отпускным ценам.
ЦОТП =СПОЛН+ППЛ+НКОСВ
Оптовая цена – это цена первого оптового покупателя.
ЦОПТ=ЦОТП+НОПТ
НОПТ – оптовая надбавка
Розничная цена – это цена, по которой товар реализуется населению.
ЦРОЗН=ЦОТП+НРОЗН
НРОЗН – розничная надбавка
Надбавка (оптовая и розничная) включает в себя издержки и прибыль оптовых и розничных организаций.
Степень участия государства в регулировании цен
Регулируемые
Свободные
Регулируемые цены – это цены, по которым государство может устанавливать максимальный и минимальный пределы, переходить которые предприятие не может.
Государство оказывает регулирование и косвенным путем (совершенствование налогового законодательства, контроль и регулирование доходов населения, стимулирование малого предпринимательства).
Прямое регулирование устанавливает:
Фиксированные цены (тарифы)
Нефть, газ, электроэнергия, водка, драгоценные металлы, тарифы на провоз пассажиров, грузов, железнодорожные перевозки, квартирная плата и т.д. устанавливается Министерством экономики.
Предельная минимальная цена - Это предел цены, ниже которого продавец не имеет права продавать (закупать) продукцию растениеводства и животноводства. Цены устанавливает Министерство сельскохозяйственной продукции.
Предельная (фиксированная) надбавка (скидка)
Устанавливается в сфере обращения. Верхний предел оптовой надбавки – 20%, розничной – 30%. По отдельным социально значимым товарам 15-20%.
Декларирование цен - Это регистрация в органах ценообразования предельных цен на продукцию предприятия, занимающих доминирующее положение.
Свободные цены – это цены, устанавливаемые в государстве на основе спроса и предложения с учетом конъюнктуры рынка и на выше не перечисленные товары.
В 4. Микроклимат производственных помещений, параметры микроклимата и их воздействие на организм человека. Способы нормализации микроклимата.
Метеорологические условия производственной среды – температура, относительная влажность и скорость движения воздуха определяют интенсивность теплообмена между организмом человека и окружающей средой и оказывают существенное влияние на функциональное состояние различных систем организма, самочувствие, работоспособность, производительность труда, здоровье.
Микроклимат производственных помещений – метеорологические условия внутренней среды этих помещений, которые определяются действующими на организм человека сочетаниями температуры, влажности, скорости движения воздуха и теплового излучения.
Показатели, характеризующие микроклимат производственных помещений
температура воздуха;
относительная влажность воздуха;
скорость движения воздуха;
интенсивность теплового излучения.
Оптимальные микроклиматические условия – сочетание количественных показателей микроклимата, которые при длительном и систематическом воздействии на человека обеспечивают сохранение нормального теплового состояния организма без напряжения механизмов терморегуляции. Они обеспечивают ощущение теплового комфорта и создают предпосылки для высокого уровня работоспособности.
Допустимые микроклиматические условия – сочетание количественных показателей микроклимата, которые при длительном и систематическом воздействии на человека могут вызывать преходящие и быстро нормализующиеся изменения теплового состояния организма, сопровождающиеся напряжением мышц терморегуляции, не выходящим за пределы физиологических приспособительных возможностей. При этом не возникает повреждений или нарушений состояния здоровья, но могут наблюдаться дискомфортные теплоощущения, ухудшение самочувствия и понижение работоспособности.
Параметры микроклимата устанавливаются на два периода года:
теплый - период года, характеризуемый среднесуточной температурой наружного воздуха выше + 10 °С.
холодный - период года, характеризуемый среднесуточной температурой наружного воздуха, равной + 10 °С и ниже.
Категория работ – разграничение работ по тяжести на основе общих энергозатрат организма в ккал/ч (Вт).
Различают:
легкие физические работы (категория I);
средней тяжести физические работы (категория II);
тяжелые физические работы (категория III).
Легкие физические работы (категория I) – виды деятельности с расходом энергии не более 150 ккал/ч (174 Вт).
Различают легкие физические работы:
категории Iа – энергозатраты до 120 ккал/ч (139 Вт);
категории Iб – энергозатраты от 121 до 150 ккакл/ч (140 – 174 Вт).
К категории Iа относятся работы, производимые сидя и сопровождающиеся незначительным физическим напряжением (ряд профессий на предприятиях точного приборо- и машиностроения, на часовом и швейном производствах, в сфере управления и т.п.).
К категории Iб относятся работы, производимые сидя, стоя или связанные с ходьбой и сопровождающиеся некоторым физическим напряжением (ряд профессий в полиграфической промышленности, на предприятиях связи, контролеры, мастера в различных видах производства и т.п.).
Средней тяжести физические работы (категория II) – виды деятельности с расходом энергии в пределах 151 – 250 ккал/ч (175 – 290 Вт).
Различают физические работы средней тяжести:
категории IIа – энергозатраты 151 – 200 ккал/ч (175 – 232 Вт);
категории IIб – энергозатраты 201 – 250 ккал/ч (233 – 290 Вт).
К категории IIа относятся работы, связанные с постоянной ходьбой, перемещением мелких (до 1 кг) изделий или предметов в положении стоя или сидя и требующие определенного физического напряжения (ряд профессий в механосборочных цехах машиностроительных предприятий, в прядильно-ткацком производстве и т.п.).
К категории IIб относятся работы, связанные с ходьбой, перемещением и переноской тяжестей до 10 кг и сопровождающиеся умеренным физическим напряжением (ряд профессий механизированных литейных, прокатных, кузнечных, термических, сварочных цехов машиностроительных и металлургических предприятий и т.п.).
Тяжелые физические работы (категория III) – виды деятельности с расходом энергии более 250 ккал/ч (290 Вт).
К категории III относятся работы, связанные с постоянными передвижениями, перемещением и переноской значительных (свыше 10 кг) тяжестей и требующие больших физических усилий (ряд профессий в кузнечных цехах с ручной ковкой, литейных цехах с ручной набивкой и заливкой опалубок машиностроительных и металлургических предприятий и т.п.).
Влияние метеорологических условий на организм человека
При благоприятных сочетаниях параметров микроклимата человек испытывает состояние теплового комфорта, что является важным условием высокой производительности труда и предупреждения заболеваний.
Значительное отклонение микроклимата рабочей зоны от оптимального может быть причиной ряда физиологических нарушений в организме работающих, привести к резкому снижению работоспособности и даже к профессиональным заболеваниям.
При температуре воздуха более 30 °С и значительном тепловом излучении от нагретых поверхностей наступает нарушение терморегуляции организма, что может привести к :
перегрев
тепловой удар
солнечный удар
судорожная болезнь
профессиональная катаракта
Длительное и сильное воздействие низких температур может вызвать различные неблагоприятные изменения в организме человека:
местное и общее охлаждение организма
отморожение
обморожение
Смерть
Влажность воздуха определяется содержанием в нем водяных паров.
Различают:
Абсолютная влажность (А) – это масса водяных паров, содержащихся в данный момент в определенном объеме воздуха.
Максимальная (М) – максимально возможное содержание водяных паров в воздухе при данной температуре (состояние насыщения).
Относительная влажность (В) определяется отношением абсолютной влажности А к максимальной М и выражается в %
Оптимальной является относительная влажность в пределах 40 – 60 %.
Повышенная влажность воздуха (более 75 – 85%) в сочетании с низкими температурами оказывает значительное охлаждающее действие, а в сочетании с высокими способствует перегреванию организма.
Относительная влажность менее 25 % также неблагоприятна для человека, так как приводит к высыханию слизистых оболочек и снижению защитной деятельности верхних дыхательных путей.
Классификация производственных помещений в зависимости от относительной влажности
сухие – относительная влажность не превышает 60 %;
влажные – относительная влажность от 60 до 75 %;
сырые – относительная влажность более 75 %;
особо сырые – относительная влажность приближается к 100 %.
Человек начинает ощущать движение воздуха при его скорости примерно 0,1 м/с.
Легкое движение воздуха при обычных температурах способствует хорошему самочувствию.
Большая скорость движения воздуха, особенно в условиях низких температур, вызывает увеличение теплопотерь и ведет к сильному охлаждению организма.
Особенно неблагоприятно действует сильное движение воздуха при работах на открытом воздухе в зимних условиях.
Тепловое воздействие облучения на организм человека зависит от:
длины волны
интенсивности потока излучения
величины облучаемого участка тела
длительности облучения
угла падения лучей
вида одежды человека
Наибольшей проникающей способностью обладают красные лучи видимого спектра и короткие инфракрасные лучи с длиной волны 0,78 – 1,4 мкм, которые плохо задерживаются кожей и глубоко проникают в биологические ткани, вызывая повышение их температуры.
Инфракрасное излучение вызывает также в организме человека различные биохимические и функциональные изменения.
Допустимый для человека уровень интенсивности теплового облучения на рабочих местах составляет 0,35 кВт/м2.
Способы нормализации микроклимата производственных помещений
механизация и автоматизация тяжелых и трудоемких работ;
дистанционное управление теплоизлучающими процессами и аппаратами;
рациональное размещение и теплоизоляция оборудования, аппаратов, коммуникаций и других источников, излучающих на рабочем месте конвекционное и лучистое тепло;
рациональные объемно-планировочные и конструктивные решения производственных зданий;
внедрение более рациональных технологических процессов и оборудования;
рационализация режимов труда и отдыха;
использование средств индивидуальной защиты.
№ 29 билет
В 1. Природа и механизм образования холодных трещин при сварке плавлением. Пути повышения сопротивляемости металла образованию холодных трещин.
Холодные трещины образуются обычно при температурах ниже 200°С, иногда после полного остывания сварной конструкции. Холодные трещины могут проходить как по границам, так и по телу зерен. Отличительной особенностью холодных трещин является замедленный характер их развития. Часто они зарождаются по истечении некоторого времени после окончания сварки и затем на протяжении некоторого времени распространяются вдоль и в глубь шва. Наряду с развитием ранее образовавшихся трещин появляются и развиваются новые. В наибольшей степени это относится к околошовной зоне при сварке металла большой толщины. По достижении некоторой определенной величины трещины в швах могут развиваться мгновенно (взрывоподобно), со звоном.
Холодные трещины образуются в сварном шве или зоне термического влияния, как правило, при наличии закалочных структур, отрицательное влияние которых усугубляется повышенным содержанием водорода в металле и неблагоприятными полями внутренних напряжений.
Холодные трещины – типичный дефект высокопрочных легированных сталей мартенситного и бейнитного классов. Достаточно вероятно их образование и при сварке низколегированных теплоустойчивых сталей перлитного класса.
Механизм образования холодных трещин состоит в следующем. Как известно, при охлаждении сварного соединения происходит полиморфное превращение γ-железа в α-железо. Фазы железа α и γ отличаются друг от друга типом кристаллической решетки и способностью растворять в себе углерод. Аустенит (γ-железо) может растворить значительно большее количество углерода, чем α-железо. По мере охлаждения и протекания превращения γ–>α избыточный углерод выделяется. Если охлаждение медленное, весь избыточный углерод выделяется и образуется равновесная структура, например феррит, имеющая достаточно высокую пластичность. Если охлаждение происходит быстро, то углерод во время превращения γ–>α не успевает выделиться и получается неравновесная α-структура, пересыщенная углеродом. Это и есть мартенсит, который в результате повышенного содержания углерода и искаженной кристаллической решетки обладает низкой пластичностью и поэтому склонен к образованию трещин под действием напряжений.
При сварке сталей, склонных к образованию мартенсита, напряженное состояние в зоне шва более сложное, чем при сварке обычных сталей. Это связано с тем, что мартенсит занимает больший объем, чем аустенит, из которого он образовался. В связи с этим на границе закалки образуются напряжения сжатия, которые резко переходят в напряжения растяжения, традиционно действующие в сварном шве. Большой перепад (скачок) напряжений создает предпосылки для образования в этой зоне холодных трещин, а иногда и полного откола металла.
Существенно увеличивает вероятность образования холодных трещин содержание водорода в сварном шве и околошовной зоне. Растворимость водорода в γ-железе (аустените) выше, чем в других структурных составляющих. При распаде аустенита образуется свободный диффузионный водород, который имеет очень высокую подвижность, начинает активно перемещаться в шве и околошовной зоне, оказывая существенное влияние на процессы, происходящие в металле.
Образование холодных трещин при сварке закаливающихся сталей уменьшается:
1) при выборе способа и технологии сварки, обеспечивающих отсутствие грубодендритной закалочной структуры литого металла шва, минимальном перегреве зоны термического влияния и минимальных дополнительных растягивающих напряжениях при остывании шва за счет реакций связей;
2) при сварке с применением подогрева, уменьшающего вероятность образования закалочных структур;
3) при снижении содержания водорода в сварном соединении;
4) при отпуске после сварки.
Основные факторы, влияющие на образование холодных трещин:
Структурное строение металла сварного соединения, характеризуемое наличием составляющих мартенситного и бейнитного типа
Концентрация диффузионно–подвижного водорода в зоне зарождения трещины
Уровень растягивающих сварочных напряжений I рода.
Способы борьбы с холодными трещинами направлены на уменьшение или устранение отрицательного действия основных факторов, обуславливающих их образование. Наиболее часто для предупреждения возникновения холодных трещин применяют предварительный и/или последующий подогрев сварного соединения. При невозможности подогрева применяют низкий или высокий отпуск сварных узлов непосредственно после сварки.
В 2. Порядок и стадии проектирования производственного участка.
Создание, реконструкцию или техническое перевооружение производственного участка инициируют отделы маркетинга, технического контроля, главного технолога, бюро охраны труда или руководители цехов. Отдел маркетинга рекомендует освоение продукции нового вида или увеличение объема выпуска освоенной продукции, отделы технического контроля и главного технолога следят за качеством выпускаемой продукции и предлагают мероприятия по его повышению, предложения об улучшении условий труда исходят из бюро охраны труда или от руководителей цехов.
Решение о совершенствовании производства и, соответственно, о проектировании производственного участка готовит технический совет предприятия, принимает это решение директор завода. Предложение вносят в заводской план организационно-технических мероприятий.
При проектировании производственного участка одновременно решают множество взаимосвязанных технологических, организационных и экономических задач. Эти взаимосвязи обусловлены тем, что каждое технологическое решение должно быть экономически обосновано и подкреплено современной организацией.
Наибольший объем работ при проектировании производственного участка выполняют работники отдела главного технолога. Им помогают работники отделов планово-экономического, охраны труда, организации труда и заработной платы, главного механика и главного энергетика. Последовательность проектирования следующая:
– определяют назначение участка и принимают исходные данные для проектирования;
– определяют вид проектных работ;
– рассчитывают производственную мощность участка;
– разрабатывают или выбирают технологические процессы, протекающие на участке, учитывая, что они будут действовать в течение 5…15 лет;
– определяют затраты труда на единицу продукции (трудоемкость, станкоемкость или время выполнения работ различных видов);
– назначают годовые объемы изготовления или ремонта изделий в человеко-часах, станко-часах или часах;
– рассчитывают годовые фонды времени рабочих, рабочих мест и оборудования;
– выбирают необходимые виды основного и обслуживающего оборудования, рассчитывают его необходимое количество и составляют ведомость, при этом производительность оборудования должна соответствовать производственной мощности участка;
– определяют количество рабочих мест и составляют их список;
– определяют состав, рассчитывают численность работающих и составляют штатное расписание участка;
– определяют потребность в транспортных перемещениях и выбирают подъемно-транспортное оборудование, рассчитывают его количество и составляют ведомость;
– предварительно определяют площадь участка, а также складских, бытовых и административных помещений;
– выбирают место участка в производственном корпусе;
– выполняют планировку участка с обеспечением необходимых требований и уточняют его размеры и площадь;
– устанавливают потребность в производственных ресурсах;
– рассчитывают количество отходов и составляют их ведомость;
– разрабатывают мероприятия по освещению, отоплению и вентиляции;
– определяют категорию взрывопожарной и пожарной опасности участка;
– разрабатывают мероприятия по охране труда и окружающей среды, взрывопожарной и пожарной безопасности, обеспечению санитарных норм.
– подтверждают технико-экономическим расчетом целесообразность создания, реконструкции или технического перевооружения производственного участка.
Проектирование участка протекает в две стадии. Первая стадия проектирования – это постановка задачи, предварительные расчеты и разработка укрупненной планировки. Вторая стадия содержит уточнение предварительных результатов с технико-экономической оценкой, выполнение точных расчетов с уточнением планировки и принятием решения о реализации проекта.
Проект производственного участка, утвержденный главным инженером завода, согласуют с инспекцией труда, санитарной службой города или района, учреждениями МЧС и с комитетом охраны природы.
Графическое проектирование производственного участка включает:
– обоснование его места на площади цеха;
– разработку предварительной планировки участка с определением связей и отношений с элементами здания, цеховыми проходами и проездами, инженерными сетями, складами и смежными производственными участками;
– оптимизацию планировки участка.
В 3. Формирование и распределение прибыли предприятия.
Источником образования прибыли предприятий является общий доход, который представляет собой сумму денежных средств, получаемых предприятием от всех видов его деятельности. Прибыль, прежде всего, зависит от объема реализованной продукции, ее конкурентоспособности, маркетинговой, инновационной и инвестиционной деятельности.
Первоочередными платежами из выручки, полученной от реализации продукции (работ, услуг) при формировании прибыли являются налог на добавленную стоимость, отчисления в республиканский фонд поддержки производителей сельскохозяйственной продукции, аграрной науки и продовольствия и дорожный фонд, отчисления в местный бюджет по единому нормативу и себестоимость продукции (работ, услуг). Распределение прибыли представляет собой процесс формирования направлений ее предстоящего использования в соответствии с целями и задачами развития предприятия.
Распределение прибыли производится в соответствии с законом о налогах и сборах, взимаемых в бюджет, инструктивными и методическими указаниями министерства финансов, уставом предприятия. Предприятия должны обеспечивать выполнение обязательств перед бюджетом, банками, поставщиками и потребителями, вышестоящими и другими организациями, финансирование затрат на развитие науки и техники, техническое перевооружение, реконструкцию и расширение действующих производств; социальное развитие и материальное стимулирование за счет заработанных средств.
В процессе распределения прибыли предприятия обеспечивается ее использование по следующим основным направлениям:
1. Сумма налоговых платежей за счет прибыли;
2. Сумма льготируемой прибыли;
3. Капитализируемая часть прибыли:
средства фонда накопления, направляемые на инвестирование производственного развития; средства, направляемые на формирование резервного фонда; прочие формы капитализации прибыли.
4. Фонд потребления:
средства, направляемые на выплату доходов владельцам имущества; средства, направляемые на материальное стимулирование и социальное развитие персонала; прочие формы потребления прибыли.
Характер распределения прибыли определяет многие существенные аспекты деятельности предприятия, оказывая влияние на ее результативность.
Высокая роль характера распределения прибыли в деятельности предприятия определяется следующими основными положениями:
1. Распределение прибыли непосредственно реализует главную цель политики управления ею — повышение уровня благосостояния собственников предприятия. Оно формирует пропорции между текущими выплатами им дохода на капитал (в форме дивидендов, процентов и т.п.) и ростом этих доходов в предстоящем периоде (за счет обеспечения возрастания вложенного капитала). При этом собственники предприятия самостоятельно формируют эти направления удовлетворения своих потребностей во времени.
2. Распределение прибыли является основным инструментом воздействия на рост рыночной стоимости предприятия. В прямой форме это воздействие проявляется в обеспечении прироста капитала в процессе капитализации части распределенной прибыли, а косвенно оно обеспечивается основными пропорциями этого распределения.
3. Пропорции распределения прибыли определяют темпы реализации стратегии развития предприятия. Эта стратегия реализуется в процессе инвестиционной деятельности предприятия, объемы которой определяются возможностями формирования финансовых ресурсов, в первую очередь, за счет внутренних источников. А реинвестируемая в процессе распределения прибыль является основным из этих внутренних источников.
4. Характер распределения прибыли является важнейшим индикатором инвестиционной привлекательности предприятия. В процессе привлечения собственного капитала из внешних источников уровень выплачиваемых предприятием дивидендов (или других форм инвестиционного дохода) является одним из основных оценочных критериев, определяющих результат предстоящей эмиссии акций. Кроме того, как было показано ранее, возрастание уровня дивидендных выплат определяет соответствующий рост стоимости акций на фондовом рынке, формируя дополнительный доход инвесторов.
5. Распределение прибыли является одной из действенных форм воздействия на трудовую активность персонала предприятия. Объемы и формы участия персонала в прибыли определяют уровень трудовой мотивации работников, способствуют стабилизации персонала и росту производительности труда.
6. Пропорции распределения прибыли формируют уровень обеспечения дополнительной социальной защищенности работников. В условиях низкой действенности государственных форм социальной защиты занятых работников, эта роль распределительного механизма прибыли на предприятии позволяет дополнить их минимальную социальную защищенность.
7. Характер распределения прибыли оказывает влияние на уровень текущей платежеспособности предприятия. Выплаты прибыли, предусмотренной к потреблению собственниками и персоналом предприятия, осуществляются, как правило, в денежной форме, т.е. в форме основного актива, обеспечивающего платежеспособность по неотложным финансовым обязательствам. При большом объеме выплат прибыли на цели потребления, уровень платежеспособности предприятия в текущем периоде может существенно снизиться.
Распределение прибыли осуществляется в соответствии со специально разработанной политикой (ее основу составляет дивидендная политика), формирование которой представляет собой одну из наиболее сложных задач общей политики управления прибылью предприятия. Эта политика призвана отражать требования общей стратегии развития предприятия, обеспечивать повышение его рыночной стоимости, формировать необходимый объем инвестиционных ресурсов, обеспечивать материальные интересы собственников и персонала. При этом в процессе формирования политики распределения прибыли необходимо учитывать противоположные мотивации собственников предприятия (акционеров, вкладчиков) — получение высоких текущих доходов или значительное увеличение их размеров в перспективном периоде.
Основной целью политики распределения прибыли, остающейся в распоряжении предприятия, является оптимизация пропорций между капитализируемой и потребляемой ее частями с учетом обеспечения реализации стратегии его развития и роста его рыночной стоимости.
Исходя из этой основной цели в процессе формирования политики распределения прибыли предприятия решаются следующие задачи:
обеспечение получения собственниками необходимой нормы прибыли на инвестированный капитал; обеспечение приоритетных целей стратегического развития предприятия за счет капитализируемой части прибыли; обеспечение стимулирования трудовой активности и дополнительной социальной защиты персонала; обеспечение формирования в необходимых размерах резервного и других фондов предприятия.
С учетом реализации этих основных задач осуществляется непосредственное распределение прибыли предприятия.
Специфика задач, стоящих перед каждым конкретным предприятием в процессе его развития, различие внешних и внутренних условий их хозяйственной деятельности не позволяют выработать единую модель распределения прибыли, которая носила бы универсальный характер. Поэтому основу механизма распределения прибыли конкретного предприятия составляет анализ и учет в процессе этого распределения отдельных факторов, которые увязывают этот процесс с текущей и предстоящей хозяйственной деятельностью данного предприятия.
Факторы, влияющие на пропорции и эффективность распределения прибыли, весьма разнообразны, различна и степень интенсивности их проявления. Одна группа этих факторов определяет предпосылки к росту капитализируемой части прибыли; другая группа, наоборот, склоняет управленческие решения в пользу увеличения доли потребляемой ее части.
По характеру возникновения все факторы, влияющие на распределение прибыли, можно разделить на две основные группы:
а) внешние; б) внутренние. Внешние факторы рассматриваются как своего рода ограничительные условия, определяющие границы формирования пропорций распределения прибыли. К числу важнейших из этих факторов относятся: правовые ограничения, налоговая система, среднерыночная норма прибыли на инвестированный капитал, альтернативные внешние источники формирования финансовых ресурсов, темп инфляции, стадия конъюнктуры товарного рынка, «прозрачность» фондового рынка.
Внутренние факторы оказывают решающее воздействие на пропорции распределения прибыли, так как определяются конкретными условиями и результатами хозяйствования данного предприятия. К числу этих факторов относятся: интересы собственников предприятия, уровень рентабельности деятельности, инвестиционные возможности реализации высокодоходных проектов, необходимость ускорения завершения начатых инвестиционных программ и проектов, альтернативные внутренние источники формирования финансовых ресурсов, стадия жизненного цикла предприятия, уровень его платежеспособности, численность персонала и программы его участия в прибыли.
Учет рассмотренных факторов позволяет существенно снизить диапазон параметров возможных пропорций распределения прибыли по отдельным направлениям, в первую очередь — пропорций капитализируемой и потребляемой ее частей, формирующих главные условия предстоящего развития предприятия.
Принципы распределения прибыли и факторы, его обуславливающие, позволяют сформировать на предприятии конкретный тип политики распределения прибыли (дивидендной политики), в наибольшей степени удовлетворяющей цели и учитывающий возможности развития предприятия в предстоящем периоде.
Сумма прибыли, принадлежащая работнику, может быть передана ему в личное пользование или направлена как вклад в развитие производства. На сумму вклада члену трудового коллектива предприятия ежегодно начисляются дивиденды.
В практике работы предприятия рассчитываются следующие показатели, характеризующие объем полученной прибыли:
• валовая (балансовая) прибыль;
• прибыль, подлежащая налогообложению;
• чистая прибыль предприятия;
• чистая прибыль, остающаяся в распоряжении предприятия.
Валовая (балансовая) прибыль представляет собой сумму прибыли, полученной от реализации продукции (Ппр) и прочей реализации, полученных от внереализационных операций доходов, уменьшенных на расходы предприятия по этим операциям (Пвр), а также полученные предприятием средства целевого финансирования, благотворительная помощь и т.д.
Объем прибыли, полученной после уплаты налога на прибыль, называется чистой прибылью.
Из чистой прибыли предприятие производит выплаты по заемному капиталу (оплата кредитов), осуществляет платежи за сверхнормативные выбросы загрязняющих веществ в окружающую среду. Разница между чистой прибылью и указанными обязательными платежами представляет собой чистую прибыль, остающуюся в распоряжении предприятия.
Сумму полученной чистой прибыли, остающейся в распоряжении предприятия, оно использует самостоятельно, направляя ее в создаваемые фонды. Распределение этой прибыли производится, как правило, на формирование фонда накопления, фонда потребления и резервного (страхового) фонда.

Рисунок 4.1 – Порядок формирования и использования прибыли предприятия
Фонд накопления, в который также включается и сумма амортизационных отчислений, в основном используется на техническое и социальное развитие предприятия. За счет средств этого фонда оно приобретает новые материальные активы, в том числе и создает новые основные фонды как производственного, так и непроизводственного назначения. Кроме того, средства фонда могут использоваться на проведение научно-исследовательских работ и на осуществление природоохранных мероприятий.
Фонд потребления используется на финансирование материального стимулирования работников предприятия и на социальные нужды. Так, в частности, из этого фонда могут оплачиваться: премии, не связанные с производственными показателями (за долголетний труд, в связи с юбилейными датами и т.д.); материальная помощь; санаторно-курортные путевки, медикаменты и лечение работников предприятий; дивиденды держателям акций предприятия.
Резервный фонд создается для покрытия непредвиденных расходов, вызванных стихийными действиями. Размеры этого фонда должны соответствовать учредительным документам.
В 4. Виды производственного освещения и их характеристика. Основные светотехнические величины и единицы их измерения, КЕО.
Под производственным освещением понимают систему устройств и мер, обеспечивающих благоприятную работу зрения человека и исключающую вредное и опасное влияние на него в процессе труда.
Производственное освещение характеризуется следующими показателями:
количественными: световой поток(лм), сила света(кондела), освещенность, яркость и коэффициент отражения;
качественными: объект различения, фон, контраст объекта с фоном, видимость, показатель ослепленности, коэффициент пульсации освещенности.
В зависимости от источника света различают:
естественное;
искусственное;
совмещенное освещение.
Естественное освещение обеспечивается солнцем и рассеянным светом небосвода, проникающим и через световые проемы в наружных ограждающих конструкциях. Измеряется в лн.
Естественное освещение подразделяется на:
боковое - через световые проемы в наружных стенах;
верхнее - через фонари, световые проемы в стенах в местах перепада высот здания.
комбинированное - сочетание верхнего и бокового естественного освещения.
Искусственное освещение создается искусственными источниками света (лампами накаливания или газоразрядными лампами).
Искусственное освещение бывает:
общее (равномерное, локализованное);
комбинированное
Общая локализованная система освещения предназначена для увеличения освещения путем размещения ламп ближе к рабочим поверхностям..
Местное освещение предназначено для освещения только рабочих поверхностей и не создает необходимой освещенности даже на прилегающих к ним площадях.
Комбинированное освещение состоит из общего и местного (местный светильник, например, настольная лампа). Его устанавливают при работах высокой точности, а также при необходимости создания определенного или изменяемого в процессе работы направления света
Искусственное освещение подразделяется на:
рабочее;
эвакуационное (аварийное);
охранное;
дежурное.
Рабочее освещение предназначено для осуществления производственного процесса.
Аварийное освещение предусматривается, если отключение рабочего освещения и связанное с этим нарушение обслуживания оборудования может привести к взрыву, пожару, длительному нарушению технологического процесса, нарушению работы электростанций, насосных установок водоснабжения, узлов связи и других подобных объектов.
Для аварийного освещения используются лампы накаливания, для которых применяется автономное питание электроэнергией. Светильники функционируют все время или автоматически включаются при аварийном отключении рабочего освещения.
Эвакуационное освещение предназначено для безопасной эвакуации людей из помещений при аварийном отключении рабочего освещения в местах, опасных для прохода людей, на лестницах, вдоль основных проходов производственных помещений, в которых работает более 50 человек. Светильники для эвакуационного освещения присоединяют к сети, независимой от рабочего освещения.
Охранное освещение предусматривается вдоль границ территории, охраняемых в ночное время.
Дежурное освещение предназначено для минимального искусственного освещения для несения дежурств охраны в нерабочее время, совпадающее с темным временем суток.
При выборе требуемого уровня освещенности рабочего места сначала устанавливается разряд (характер) выполняемой зрительной работы. Все зрительные работы, проводимые в производственных помещениях, делятся на 8 разрядов в зависимости от размера объекта различения и условий зрительной работы.
Нормирование естественного освещения осуществляется с помощью коэффициента естественной освещенности КЕО, %.
Коэффициент естественной освещенности (КЕО) е определяется как отношение освещенности естественным светом какой-либо точки внутри помещения к значению наружной освещенности горизонтальной поверхности, освещаемой диффузным светом полностью открытого небосвода (не прямым солнечным светом), %:
е = (Евн/Енар)·100 %,
где Евн – освещенность какой-либо точки внутри помещения; Енар – освещенность точки вне помещения.
Расчет естественного освещения заключается в определении площади световых проемов (окон и фонарей) в соответствии с нормированным значением КЕО.
Для зданий, расположенных в различных районах местности, нормированные значения КЕО или еN определяют по формуле:
eN = eH·mN,
где eН – значения КЕО, приведенные в табл. СНБ 2.04.05-98;
mN – коэффициент светового климата для соответствующего номера группы районов; N – номер группы административного района стран СНГ по ресурсам светового климата.
Влияние освещенности рабочих поверхностей на производительность труда
при плохом освещении человек быстро устает, работает менее продуктивно, возрастает потенциальная опасность ошибочных действий и несчастных случаев;
плохое освещение может привести к профессиональным заболеваниям (например, близорукости);
у лиц, которые по характеру работы частично или полностью лишены естественного света, может возникнуть «световое голодание»;
недостаточная освещенность рабочей зоны может явиться причиной травматизма в результате плохо освещенных опасных зон.
неправильная эксплуатация осветительных установок в зданиях с пожаро- и взрывоопасными условиями, могут привести к пожару, взрыву и несчастным случаям.
загрязнение остекленных поверхностей световых проемов, а также загрязнение стен и потолков значительно снижает уровень освещенности.
пульсация яркости рабочих поверхностей вызывает зрительное утомление и снижает производительность труда.
освещение не должно создавать блесткости (чрезмерно слепящей яркости)
№ 30 билет
В 1. Скорость охлаждения металла в термическом цикле сварки. Оценка процесса охлаждения металла по времени охлаждения в диапазоне температур 800-500ºС (для свариваемых конструкционных сталей).
При охлаждении в области высоких температур в шве и в ЗТВ, находящихся в аустенитном состоянии, продолжают развиваться ряд процессов, начавшихся на этапе нагрева: гомогенизация, рост зерна и др. Некоторые процессы изменяют свое направление. Так, по мере охлаждения усиливается сегрегация примесей на границах зерен, а у мартенситно-стареющих сталей при условии медленного охлаждения возможно выпадение карбо-нитридов и карбидов хрома при температурах ниже 1320... 1220 К. Основной процесс в сталях при охлаждении, окончательно определяющий микроструктуру и свойства металла сварных соединений, — превращение аустенита. В зависимости от состава стали и сварочного термического цикла (СТЦ) в ОШЗ и шве при охлаждении возможны фазовые превращения аустенита: ферритное, перлитное, мартенситное и бейнитное. Часто имеет место смешанное превращение.
Ферритное
превращение характерно
при сварке низкоуглеродистых сталей
и относительно малых скоростях охлаждения
при условии. Оно представляет собой
превращение диффузионного типа и
начинается при некотором переохлаждении
ниже
![]() .
Выделения феррита могут приводить к
уменьшению прочности, а тонкопластинчатая
видманштеттова структура — к снижению
пластичности.
.
Выделения феррита могут приводить к
уменьшению прочности, а тонкопластинчатая
видманштеттова структура — к снижению
пластичности.
Перлитное
превращение характерно
при сварке среднеуглеродистых сталей
и как дополнительное при сварке
низкоуглеродистых. Оно происходит
при сравнительно невысоких скоростях
охлаждения при условии . Скорость роста
перлитных колоний и межпластиночное
расстояние (между одноименными
пластинами) зависит от степени
переохлаждения ниже
![]() .
Для
стали с 0,8% = С по признаку дисперсности
различают следующие разновидности
перлитных структур: собственно перлит,
температуры образования 940... 920 К; сорбит
— соответственно 920...870 К; троостит —
соответственно 870...770 К. Наиболее высокие
пластичность и ударную вязкость имеет
сорбит.
.
Для
стали с 0,8% = С по признаку дисперсности
различают следующие разновидности
перлитных структур: собственно перлит,
температуры образования 940... 920 К; сорбит
— соответственно 920...870 К; троостит —
соответственно 870...770 К. Наиболее высокие
пластичность и ударную вязкость имеет
сорбит.
С уменьшением размеров перлитных зерен их размера повышаются механические свойства структуры.
Мартенситное
превращение при
типичных сварочных скоростях
охлаждения характерно для
среднеуглеродистых легированных
сталей. При условии
![]() происходит полное мертенситное
превращение, при
происходит полное мертенситное
превращение, при
![]() частичное мартенситное в оставшейся
части аустенита после других более
высокотемпературных превращений.
частичное мартенситное в оставшейся
части аустенита после других более
высокотемпературных превращений.
Тип мартенсита определяет его механические и технологические свойства. Например, пластинчатый мартенсит в околошовной зоне более склонен к образованию холодных трещин, чем пакетный. Это связано с тем, что у вершины двойниковой пластины создаются высокие плотность дислокаций и уровень микронапряжений.
Бейнитное
превращение, называемое
также промежуточным, характерно при
сварке большинства углеродистых и
легированных сталей при скоростях
охлаждения в диапазоне
![]() Оно происходит в интервале температур
770 К. Различают верхний (Бв)
и нижний (Б„) бейнит, образующиеся
соответственно в верхней и нижней части
температурного интервала превращения.
Верхний бейнит имеет пониженную прочность
и невысокие пластичность и вязкость
из-за относительно больших размеров
составляющих структуры и повышенного
количества нераспавшегося А0.
Нижний
бейнит, особенно образовавшийся при
температурах на 50...100 К выше Тми,
наоборот,
обладает благоприятным сочетанием
указанных свойств.
Оно происходит в интервале температур
770 К. Различают верхний (Бв)
и нижний (Б„) бейнит, образующиеся
соответственно в верхней и нижней части
температурного интервала превращения.
Верхний бейнит имеет пониженную прочность
и невысокие пластичность и вязкость
из-за относительно больших размеров
составляющих структуры и повышенного
количества нераспавшегося А0.
Нижний
бейнит, особенно образовавшийся при
температурах на 50...100 К выше Тми,
наоборот,
обладает благоприятным сочетанием
указанных свойств.
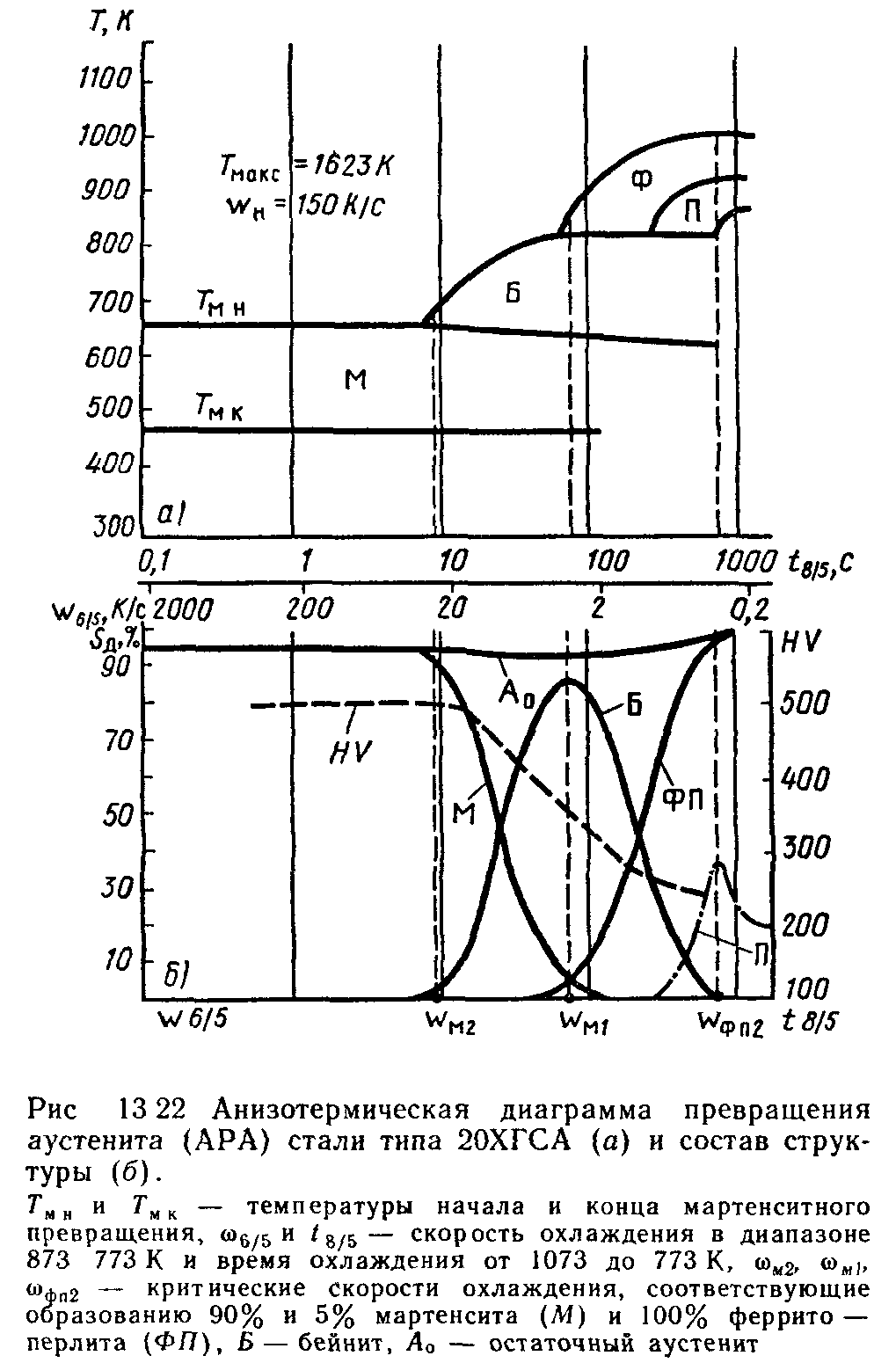
В 3. Себестоимость: понятие, функции, виды, калькулирование. Источники и факторы снижения себестоимости. Прибыль предприятия: понятие, функции, виды.
Себестоимость продукции - выраженные в денежной форме затраты на производство и реализацию продукции предприятия.
Себест-сть является важнейшей экономической категорией и качественным показателем, т.к. она характеризует уровень использования всех ресурсов, находящихся в распоряжении предприятия.
Как экономическая категория себест-сть продукции, работ, услуг выполняет ряд важнейших функций:
позволяет осуществить учет и контроль всех затрат на выпуск и реализацию продукции.
себест-сть является основой для формирования цены на продукцию предприятия и определения прибыли и рентабельности.
себест-сть является важнейшим фактором для обоснования целесообразности вложения инвестиций на реконструкцию, тех. перевооружение, расширения действующего предприятия.
себест-сть является формой возмещения потребляемых средств труда, предметов труда и рабочей силы.
В зависимости от объекта сеебст-сть предприятия м.б.:
1. индивидуальной (т.е. отражающей затраты на выпуск продукции одного предприятия).
2. среднеотраслевой: определяется как средневзвешенная величина из индивидуальных себестоимостей предприятия отрасли, изготовляющий данную продукцию.
В зависимости от степени учета затрат себест-сть м.б.:
1. технологическая – сумма затрат непосредственно связанная с выполнением технологического процесса.
2. цеховая себест-сть вкл. в себя технолог-ю себест-сть и все затраты связанные с содержанием и эксплуатацией ОС цеха, управлением цеха.
3. производственная – общие затраты предприятия на выпуск данного вида продукции.
4. полная себест-сть отражает все затраты предприятия, связанные с производством данного вида продукции и его реализации.
Расчет размеров затрат в ден. выражении в разрезе калькуляционных статей называется калькулированием себест-сти. Полученные при калькулировании суммы, сведенные в таблицу наз. калькуляцией.
В разных отраслях применяется отличающиеся отдельными элементами виды калькуляции, но типовая калькуляция имеет следующее содержание:
-сырье и материалы.
-покупные комплексные изделия, полуфабрикаты и услуги кооперированных предприятий.
-возвратные отходы (вычитаются).
-топливо и энергия на технолог. цели.
-основная зар.плата производственных рабочих (зар.плата по тарифу и сдельным расценкам, премии производственного характера, доплаты).
-дополнительная зар.плата производственных рабочих (оплата отпусков, выполнение гос. обязанностей).
-отчисления в фонд соц. защиты населения (35% от основной и дополнительной зар.платы).
-отчисления в гос.фонд содействия занятости (1% от основной и дополнительной зар.платы).
-расходы на подготовку и освоение производства.
-возмещение износа инст-та.
-общепроизводственные расходы.
Итого: цеховая себест-сть.
общехозяйственные расходы.
налоги включенные в себест-сть в соответствии с законодательством РБ (эклогический, земельный, налог в инновационный фонд).
Итого: производственная себест-сть.
коммерческие расходы.
Итого: полная себест-сть.
Калькуляция может быть 3-х видов:
Сметная (нормативная) составляется по отдельным заказам клиента. Данный вид себестоимости рассчитывается до начала пр-ва.
Плановая исчисляется по затратам на единицу продукции в определенном плановом периоде. Составление плановой себестоимости возможна на предпр-ях массового и серийного пр-ва. В единичном такие калькуляции не используются, т.к. данные составляются на отдельный заказ (сменная себестоимость).
Отчетная составляется по окончании пр-ва, в котором проявляются все фактические затраты.
Факторы определяют условия, обеспечивающие успешное использование источников снижения себестоимости. Факторы снижения себестоимости систематизированы следующим образом: повышение технического уровня производства (внедрение новой и совершенствование применяемой техники и технологии; расширение масштабов применения новой техники, технологии, модернизация и улучшение эксплуатации действующего оборудования; повышение качества выпускаемой продукции, улучшение ее характеристик); совершенствование управления, организации производства и труда (рационализация управления производством; улучшение организации и обслуживания производства; улучшение организации труда и использования рабочего времени; ликвидация излишних затрат и потерь); изменение объема и структуры продукции, структуры производства (относительное изменение условно-постоянных расходов как следствие изменения объема производства продукции; относительное изменение амортизационных отчислений; изменение структуры выпускаемой продукции; ввод новых производств (а в объединениях также и ввод новых предприятий); освоение новых предприятий и подготовка производства на действующих предприятиях); изменение условий хозяйствования (изменение цен на производимую продукцию; изменение цен на потребляемые сырье, материалы, комплектующие изделия и полуфабрикаты, топливо, энергию; изменение оплаты труда в соответствии с решением Правительства).
Источники показывают, где искать возможности сокращения затрат на производство продукции. Источниками снижения себестоимости продукции могут быть улучшение использования сырья и материалов, снижение трудоемкости продукции, сокращение затрат на обслуживание производства и управление, экономия внепроизводственных расходов.
Предприятие должно постоянно искать и использовать факторы и источники снижения себестоимости. Работа в данном направлении позволяет предприятию оптимизировать размеры своих затрат с целью повышения уровня прибыли в краткосрочном и долгосрочном периодах, что является необходимым условием конкурентоспособности предприятия в рыночных условиях.
В рыночной экономике основной движущей силой производства и его конечной целью является получение прибыли. Прибыль затрагивает экономические интересы участников производственного процесса.
Прибыль – это финансовый результат производственной деятельности предприятия за определенный период, представляющий собой превышение доходов предприятия над его расходами (выраженный в денежной форме чистый доход, созданный в сфере материального производства).
Функции прибыли:
1)результирующая – прибыль выступает в качестве одного из обобщающих показателей эффективности производственно-коммерческой деятельности предприятия, т.к. в ней отражаются все результаты деятельности предприятия.
2)стимулирующая – прибыль служит инструментом распространения части чистого дохода между предприятием и обществом, предприятием и его работниками, между сферой материального производства и непроизводственной сферой.
3)финансирующая – прибыль является источником формирования фонда накопления и фонда потребления предприятия, необходимые для его производственного и социального развития.
4)источник формирования бюджетов разных уровней.
Виды прибыли:
1.Прибыль за отчетный период
2.Прибыль от реализации товаров, работ, услуг
3.Прибыль от операционных доходов и расходов
4.Прибыль от внереализационных доходов и расходов
5.Налогооблагаемая прибыль
6.Чистая прибыль
7.Нераспределенная прибыль (оставшаяся в распоряжении пред-тия).
(1)данная прибыль формируется нарастающим итогом с начала периода и к его концу отражает прибыль (убыток) от реализации, от операционных доходов и расходов и прибыль (убыток) от внереализационных доходов и расходов
Потч = Преализации + Попер. Д и Р + Пвнереализ. Д и Р
(2)рассчитывается как выручка от реализованных товаров, работ, услуг за минусом налогов включенных в цену продукции и выплачиваемых из выручки (НДС, акциз), себестоимость реализованных товаров, работ, услуг, а также расходов на реализацию (если последние включены в себестоимость).
Преализации = ВР – косвенные налоги – С – расходы на реализацию
Прибыль (2) – финансовый результат, полученный от основной деятельности предприятия, который может осуществляться в любых видах, зафиксированных в его уставе и незапрещенных законом.
(3)представляет собой финансовый результат, не связанный с основными видами деятельности предприятия и других материальных ценностей. Прибыль рассчитывается как выручка от реализованных материальных ценностей за минусом налогов, включенных в цену и выплачиваемых из выручки и затрат связанных с реализацией материальных ценностей.
Попер. Д и Р = ВР – косвенные налоги – затраты на реализацию – остаточная стоимость
(4)прибыль (убыток) по операциям различного характера, не относящихся к основной деятельности предприятия и не связанным с реализацией ОС, иного имущества предприятия, выполнение работ, оказание услуг. В состав внереализационной прибыли (убытков) включено сальдо внереализационных доходов и расходов.
- штрафы, пени, неустойки, за нарушения условий договоров, присужденные или признанные должником;
- доход от аренды;
- активы, полученные безвозмездно, в том числе по договору дарения;
- прибыль прошлых лет, выявленная в отчетном году;
- курсовая разница;
- сумма кредиторской задолжности, по которым истек срок давности.
(5)(с учетом льгот)= Потч – налог на недвижимость
Часть прибыли в соответствии с законодательством льготируется, т.е. освобождается от уплаты налога на прибыль. К льготируемой прибыли может относится:
- использующих труд инвалидов, если численность их не менее 50% от среднесписачной численности ППП.
- на НИОКР
- на развитие производства, увелич. выписка товаров народного потребления
- на развитие топливно-энергетического комплекса.
прибыль фактического использования на противопожарные и природоохранные мероприятия
прибыль фактически используемая на расширение производства и его обновление и т.д.
Прибыль отчетного периода, уменьшенная на все перечисленные выше суммы, образует налогооблагаемую прибыль.
Налог на прибыль = 24% от налогооблагаемой прибыли (с учетом льгот)
(6) Чистая приб = налогооблаг приб (с уч льгот) – налог на прибыль.
(7)нераспред приб = чист приб – местные налоги.
Нераспределенная прибыль делится на:
- Фонд накопления (60%) является источником финансирования, развития и расширения производства, на модернизацию оборудования, финансируются затраты на НИОКР, осуществляется уплата %-ов и погашение долгосрочных кредитов.
- Фонд потребления (30%) – финансируются затраты предприятия на мероприятия культурного, социального, спортивного характера, выплачиваются единовременные вознаграждения работникам, осуществляется материальная помощь, выплата пособий.
- Резервный фонд (10%) на непредвиденные расходы.
В 4. Безопасность эксплуатации сосудов, работающих под давлением.
Сосудом называется герметически закрытая емкость, предназначенная для ведения химических, тепловых и других технологических процессов, а также для хранения, транспортирования газообразных, жидких и других веществ.
Характеристика сосуда под давлением как источника взрыва
Особую опасность представляют сосуды, находящиеся под избыточным давлением, так как при взрыве выделяется огромное количество энергии.
Особенно опасны взрывы сосудов, содержащих горючую среду, так как образовавшиеся осколки даже небольшой массы вызывают разрушение зданий, гибель людей.
При взрыве выделяется энергия сжатой среды в течение короткого промежутка времени (0,1 секунды).
Причины взрыва сосудов, работающих под давлением:
несоответствие конструкции сосуда максимально допустимому давлению и температуре;
превышение давления сверх предельного;
потеря механической прочности (коррозия, внутренние дефекты, местные перегревы);
несоблюдение установленного режима работы;
недостаточная квалификация обслуживающего персонала;
отсутствие надлежащего надзора.
Сосуды, работающие под давлением, являются объектами повышенной опасности и их изготовление и эксплуатация регламентируются «Правилами устройства и безопасной эксплуатации сосудов, работающих под давлением»
Правила распространяются на:
а) сосуды, работающие под давлением воды с температурой выше 115 °С или другой жидкости с температурой, превышающей температуру кипения при давлении 0,07 Мпа (0,7 бар), без учета гидростатического давления;
б) сосуды, работающие под давлением пара или газа свыше 0,07 Мпа (0,7 бар);
в) баллоны, предназначенные для транспортирования и хранения сжатых, сжиженных и растворенных газов под давлением свыше 0,07 Мпа (0,7 бар);
г) цистерны и бочки для транспортирования и хранения сжатых и сжиженных газов, давление паров которых при температуре до 50 °С превышает давление 0,07 Мпа (0,7 бар);
д) цистерны и сосуды для транспортирования или хранения сжатых, сжиженных газов, жидкостей и сыпучих тел, в которых давление выше 0,07 Мпа (0,7 бар) создается периодически при их опорожнении;
е) барокамеры. Барокамера – сосуд, оснащенный приборами и оборудованием, и предназначенный для размещения в нем людей.
Виды сосудов, работающих под давлением
Стационарные - сосуды, постоянно установленные в определенном месте.
Передвижные – сосуды, предназначенные для временного использования в различных местах или во время их передвижения.
Организация безопасной эксплуатации сосудов, работающих под давлением
К обслуживанию сосудов допускаются лица не моложе 18 лет, прошедшие медицинское освидетельствование, обучение по соответствующей программе, аттестованные и имеющие удостоверения установленной формы.
Владелец сосуда должен разработать и утвердить в установленном порядке инструкцию по режиму работы и безопасному обслуживанию сосудов; по охране труда по профессиям и видам выполняемых работ.
На рабочих местах должна быть вывешена схема включенного сосуда с указанием источника давления, параметров, его рабочей среды, арматуры, контрольно измерительных приборов, средств автоматического управления, предохранительных и блокирующих устройств. Схема должна быть утверждена главным инженером организации – владельца сосуда.
Требования, предъявляемые к установке сосудов
Стационарные сосуды, работающие под давлением, должны устанавливаться на открытых площадках в местах, исключающих скопление людей, или в отдельно стоящих зданиях.
Не разрешается установка регистрируемых в органах технадзора сосудов в жилых, общественных и бытовых зданиях, а также в примыкающих к ним помещениях.
При любой установке сосудов должна обеспечиваться возможность осмотра, ремонта и очистки их с внутренней и наружной стороны.
Установка сосудов должна исключать возможность их опрокидывания.
Для удобства обслуживания сосудов должны быть предусмотрены площадки и лестницы.
Требования, предъявляемые к регистрации сосуда
Сосуды, на которые распространяются Правила, до пуска их в работу должны быть зарегистрированы в органе Госпромнадзора.
Регистрация сосуда производится на основании письменного заявления владельца сосуда. Для регистрации должны быть предоставлены:
1. паспорт сосуда установленной формы;
2. удостоверение о качестве монтажа;
3. схема включения сосуда, с указанием всех параметров;
4. паспорт предохранительного клапана с расчетом его пропускной
способности.
Техническое освидетельствование – комплекс работ по техническому диагностированию в объеме контроля технического состояния сосуда, выявление дефектов, износа и повреждения его элементов, разработка мер по устранению и восстановлению работоспособности сосуда, соответствие его правилам и определение возможности дальнейшей эксплуатации.
Сосуды, на которые распространяются Правила, должны подвергаться техническому освидетельствованию после монтажа до пуска в работу, периодически в процессе эксплуатации и в необходимых случаях – внеочередному.
Техническое освидетельствование сосудов зарегистрированных в органах надзора, должно производиться экспертом Госпромнадзора.
Этапы проведения технического освидетельствования
наружный и внутренний осмотр,
гидравлическое испытание,
сосуды, работающие под давление вредных веществ 1-го и 2-го класса опасности, должны подвергаться испытанию на герметичность воздухом или инертным газом под давлением, равным рабочему.
Наружный и внутренний осмотры проводятся с целью:
при первичном освидетельствовании – проверить, что сосуд установлен и оборудован в соответствии с Правилами, представленными на регистрацию документами, а также, что сосуд и его элементы не имеют повреждений;
при периодических и внеочередных освидетельствованиях – установить исправность сосуда и возможность его дальнейшей эксплуатации.
Гидравлическое испытание проводится с целью проверки прочности элементов сосуда и плотности соединений.
Сосуды, работающие с вредными веществами 1-го и 2-го класса опасности, до начала выполнения внутренних работ, а также перед внутренним осмотром подвергают тщательной обработке (нейтрализации, дегазации) в соответствии с инструкцией по безопасному ведению работ.
Внеочередное освидетельствование сосудов, находящихся в эксплуатации, проводится в следующих случаях:
если сосуд не эксплуатировался более 12 мес., перед пуском в работу;
если сосуд был демонтирован и установлен на новом месте;
если произведено выправление выпучин или вмятин, а также реконструкция или ремонт сосуда с использованием сварки или пайки элементов, работающих под давлением;
перед наложением защитного покрытия на стенки сосуда;
после аварии сосуда или элементов, работающих под давлением, если по объему восстановительных работ требуется такое освидетельствование;
по требованию инспектора Госпромнадзора или ответственного по надзору за техническим состоянием и эксплуатацией сосуда.
Результаты технического освидетельствования
Результаты технического освидетельствования записываются в паспорте сосуда лицом, производившим эту работу, с указанием разрешенных параметров эксплуатации сосуда и сроков следующего освидетельствования.
Разрешение на ввод в эксплуатацию сосуда выдается инспектором (экспертом) после его регистрации на основании технического освидетельствования и проверки организации обслуживания и надзора на предприятии.
Предохранительные устройства от превышения давления
Каждый сосуд, работающий под давлением, должен быть снабжен
предохранительными устройствами от повышения давления выше допустимого значения.
В качестве предохранительных устройств применяются:
– пружинные предохранительные клапаны;
– рычажно-грузовые предохранительные клапаны;
– мембранные предохранительные устройства
– импульсные предохранительные устройства
– другие устройства, применение которых согласовано с органом технадзора.