

7.3 Области применения ультразвуковой сварки и применяемое оборудование.
Сварка ультразвуком позволяет соединять различные металлы. Хорошо свариваются ультразвуком алюминий, медь, никель, удовлетворительно свариваются высоколегированные стали. При этом прочность сварных точечных соединений достаточно высока, разрушение соединений происходит обычно с вырывом точки по контуру как при испытаниях на срез, так и при испытаниях на отрыв.
С помощью ультразвука получены соединения на ряде тугоплавких металлов — ниобии, тантале, молибдене и вольфраме. Однако недостаток сварных соединений вольфрама и молибдена состоит в их хрупкости.
Ультразвуковая сварка нашла наибольшее применение в микроэлектронике, в основном для приварки токоотводов к интегральным схемам. Разработаны и выпускаются значительными сериями ультразвуковые машины для сварки различных элементов микросхем.
Машины оснащены автоматическими устройствами, позволяющими в значительной степени увеличивать их производительность: автоматизированы подача проводников, сварка, обрезка проводников и т. п.
Установки типа УЗС и УЗС-2 предназначены для присоединения круглых (диаметром 0,03—0,1) и плоских проводников толщиной до 0,1 мм из пластичных металлов (золота, алюминия) к тонким золотым, алюминиевым и медным пленкам, напыленным на диэлектрические подложки. Установки комплектуются ламповыми ультразвуковыми генераторами.
Полуавтомат МС41П2-1 предназначен для соединения деталей микросхем в круглом и плоском корпусах ультразвуковой сваркой золотыми и алюминиевыми проводниками диаметром 20—25 мкм.
Установка для ультразвуковой сварки с импульсным косвенным нагревом УЗСКН-1 предназначена для изготовления полупроводниковых приборов, тонко-пленочных и полупроводниковых интегральных схем. УЗСК.Н-1 можно приваривать круглые (диаметром 0,03—0,1 мм) и плоские (толщиной до 0,05 мм) проводники из алюминия, золота, меди к контактным площадкам из золота, алюминия, меди, тантала, никеля, напыленные на диэлектрические полупроводниковые подложки.
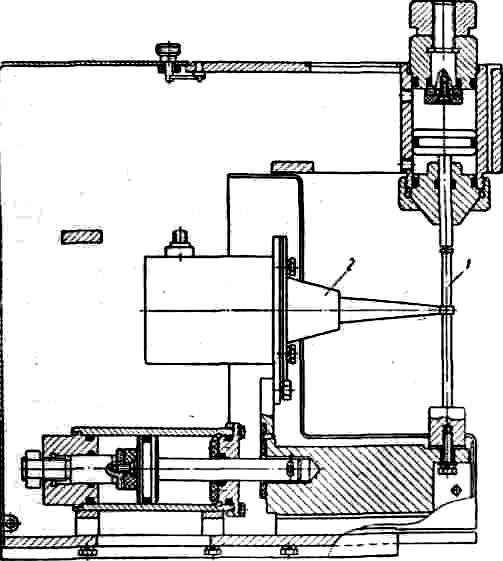
Акустический узел этой серии машин состоит из резонирующего стержня со сварочным наконечником 1, концентратора с магнитострикционным преобразователем 2 с обмоткой. Диаметр контактной площади наконечника определяется технологическими требованиями к сварной точке.
 Сварочный
наконечник изготовлен из высоколегированной
стали, применение которой исключает
налипание свариваемых металлов (медь,
алюминий) на наконечник и не требует
зачистки даже после сварки 5—20 тыс.
точек. Усилие сжатия свариваемых
деталей создается приводом давления.
Акустический узел в горизонтальном
направлении может перемещаться
специальным приводом.
Сварочный
наконечник изготовлен из высоколегированной
стали, применение которой исключает
налипание свариваемых металлов (медь,
алюминий) на наконечник и не требует
зачистки даже после сварки 5—20 тыс.
точек. Усилие сжатия свариваемых
деталей создается приводом давления.
Акустический узел в горизонтальном
направлении может перемещаться
специальным приводом.
Принцип построения механической колебательной системы сварочной головки ультразвуковых сварочных клещей КТУ-1,5 аналогичен системе, принятой в сварочных ультразвуковых машинах.
Перспективным считается использование этого метода при сварке металлов, образующих хрупкие интерметаллические соединения, для приварки тонких обшивок к несущей конструкции (в авиационной промышленности, автомобилестроении и ряде других отраслей промышленности).
Значительные успехи могут быть получены при воздействии ультразвука на жидкий металл в процессе сварки плавлением. Озвучивание металла приводит к раздроблению зерен, улучшению механических свойств.