

Ультразвуковая точечная сварка.
Основной узел машины для выполнения точечных соединений с помощью ультразвука — магнитострикционный преобразователь (рис. 07-01).
 Р
Р
 ис.
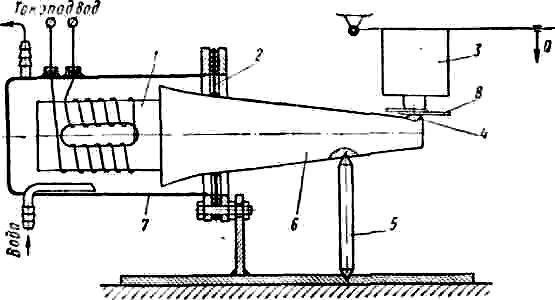
07-01. Схема установки для точечной сварки
ультразвуком:
ис.
07-01. Схема установки для точечной сварки
ультразвуком:
1 — магнитострикционный преобразователь; 2 — диафрагма; 3 — механизм нажатия; 4 — выступ; 5 — маятниковая опора; 6 — волновод; 7 — кожух водяного охлаждения; 8 — изделие
Его обмотка питается током высокой частоты от ультразвукового генератора.Охлаждаемый водой магнитострикционный преобразователь 1 изготовлен из пермендюра (К49Ф2), он служит для превращения энергии тока высокой частоты в механические колебания, которые передаются волноводу 6. На конце волновода имеется рабочий выступ 4. При сварке изделие 8 зажимают между рабочим выступом 4 и механизмом нажатия 3, к которому прикладывают усилие, необходимое для создания давления в процессе сварки.
Сварка происходит при включенном преобразователе. Высокочастотные упругие колебания передаются через волновод на рабочий выступ 4 в виде горизонтальных механических перемещений высокой частоты. Длительность процесса сварки зависит от свариваемого металла и его толщины, для малых толщин она исчисляется долями секунды.
Ультразвуковая шовная сварка.
Основные узлы машины для выполнения шовных соединений при помощи ультразвука (рис. 07-02): вращающийся магнитострикционный преобразователь 1 и волновод 2.
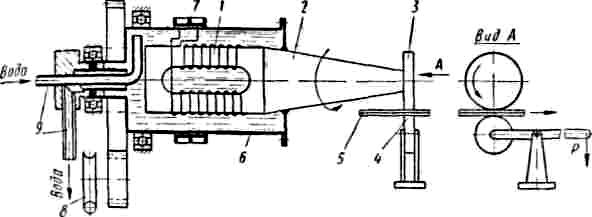 Рис.
07-02. Схема установки для роликовой сварки
ультразвуком:
Рис.
07-02. Схема установки для роликовой сварки
ультразвуком:
1 — магнитострикционный преобразователь; 2 — волновод; 3 — сваривающий ролик; 4 — прижимной ролик; 5 — изделие; 6 — кожух преобразователя;7 — подвод тока от ультразвукового генератора; 8 — привод; 9 — подвод охлаждающей воды
Конец волновода имеет форму ролика 3. Изделие 5, подлежащее соединению, зажимают между вращающимся роликом 3 волновода и холостым роликом 4. Высокочастотные упругие колебания передаются через волновод на ролик, который вращается вместе с волноводом. Изделие, зажатое между роликами, перемещается, и одновременно создается герметичное соединение.
Процесс ультразвуковой сварки происходит при воздействии сдвигающих высокочастотных колебаний, давления, приложенного перпендикулярно к поверхности листа, и теплового эффекта, сопровождающего процесс сварки. В результате в зоне сварной точки наблюдается небольшая пластическая деформация.
Иными словами, процесс ультразвуковой сварки происходит под действием трения, вызванного микроскопическим возвратно-поступательным перемещением трущихся поверхностей.
В начальный момент действия ультразвуковых колебаний на свариваемых поверхностях возникает сухое трение, приводящее к разрушению окисных пленок и пленок из адсорбированных газов и жидкостей. После появления ювенильных поверхностей процесс сухого трения переходит в чистое трение, которое сопровождается образованием узлов схватывания. Схватыванию в значительной степени способствует малая амплитуда колебаний трущихся поверхностей и возвратно-поступательный характер этих колебаний.
2 Теплофизические свойства сварных соединений.
Металлографические исследования образцов различных металлов, сваренных при повышенных давлениях, мощности и продолжительности, не обнаружили в зоне сварки литой структуры или воздействия на металл очень высоких температур.
Сварные соединения обладают прочностью, равной прочности основного металла.
Испытания на отрыв сварных соединений медных образцов показали высокий предел их прочности, около 20 кгс/мм2 (196 МН/м2), близкий к пределу прочности основного металла. Высокие значения предела прочности ультразвуковых сварных соединении подтверждают то, что они образуются вследствие возникновения металлических связей в узлах схватывания, имеющих такую же прочность и природу, как и основной металл.
Процесс ультразвуковой сварки сопровождается выделением теплоты в зоне сварки, вызванной трением на контактных поверхностях и пластическими деформациями металла.
Температура в зоне сварки зависит от прочностных характеристик, главным образом от твердости металла, его теплофизических свойств (теплопроводности и теплоемкости) и от режима сварки. Существует оптимальное давление, при котором развивается максимальная температура, дальнейшее увеличение давления приводит к увеличению скорости нарастания в начале сварки и уменьшению значения максимальной температуры.
Это вызвано уменьшением мощности, передаваемой в зону сварки вследствие выхода из резонанса колебательной системы, увеличением площади контакта в зоне сварки и т.п. Повышение температуры не является определяющим фактором, так как максимальная прочность сварных соединении достигается ранее, чем максимальная температура в контакте.
Предварительный подогрев изделия способствует уменьшению длительности пропускания ультразвуковых колебаний и увеличению прочности сварного соединения.
При малых давлениях прочность точки в значительной степени зависит от продолжительности прохождения ультразвука. С повышением давления сварные соединения прочнее при меньшей продолжительности прохождения ультразвука. При очень продолжительном пропускании ультразвука и большом давлении сварное соединение некачественно вследствие значительных деформаций основного металла и приваривания его к электроду. При шовной сварке прочность сварных соединений обычно выше прочности основного металла и разрушение происходит по основному металлу.