

Основы расчёта деталей и узлов транспортных машин
.pdfСОЕДИНЕНИЯ
Для выполнения своих функций все детали должны быть связаны между собой. Различные виды механических связей (используемых в машиностроении), подразделяют на подвижные и неподвижные.
Подвижные связи образуют кинематические пары. Реализуются такие связи с помощью, например, различных шарниров, подшипников, зацеплений, опор, тросов, ремней и т.д. С их помощью детали осуществляют относительные перемещения в соответствии с заданным законом движения машины.
Неподвижные связи служат для предотвращения относительного перемещения деталей. Необходимость таких связей обусловлена конструктивными особенностями машины и технологическими возможностями их изготовления, а также требованиями транспортировки, контроля в процессе эксплуатации и обеспечения ремонтопригодности.
Неподвижные связи называют соединениями. Соединения подразделяют на разъемные и неразъемные.
Разъемные соединения – позволяют разъединять детали без разрушения или повреждения как основных (соединяемых), так и дополнительных деталей (например, резьбовые, шпоночные, штифтовые и т.д.).
Неразъемные соединения не могут быть разъединены в процессе их эксплуатации, так как разъединение деталей такого соединения приводит ,как правило, к повреждению (или полному разрушению) соединяемых деталей (сварные, заклепочные, соединения с натягом, клеевые, паяные и т.д.).
Основными критериями работоспособности соединений являются проч- ность и жесткость. Кроме этого, все типы соединений должны удовлетворять требованиям:
∙ равнопрочности – соединения не должны иметь деталей прочность которых ниже прочности соединения в целом;
131
∙технологичности – детали соединения должны соответствовать прогрессивным технологиям изготовления в соответствии с масштабом производства;
∙удобства обслуживания и ремонта.
Кроме того, в соединениях не должна существенно искажаться форма соединяемых деталей, а также нарушаться устойчивость (равновесие) конструкции.
132
7 . СВАРНЫЕ СОЕДИНЕНИЯ
Среди неразъемных соединений (сварные, паяные, клеевые) сварные являются наиболее распространенными. Они широко используются в автотракторной промышленности и сельхозмашиностроении, при строительстве мостов, домов, вагонов и др. Это объясняется прежде всего высокой прочностью сварных соединений, которая практически равна прочности материала свариваемых деталей.
В настоящее время разработаны методы сварки практически всех материалов, используемых в машиностроении, в том числе высоколегированных сталей, цветных сплавов, пластмасс и др.
При этом, кроме традиционных методов сварки под действием электрического тока или открытого пламени, разработано много альтернативных способов сварки (холодная, ультразвуковая, лазерная, сварка трением, взрывом и др.).
Достоинства и недостатки сварных соединений
Достоинства сварных соединений:
1)основным преимуществом сварных соединений является их прочность по сравнению с другими видами неразъемных соединений;
2)значительная экономия материала;
Например: а) применение сварки вместо литья позволяет снизить их массу, благодаря уменьшению толщин стенок, припусков на обработку и рациональному распределению массы свариваемых деталей (экономия
30…50%);
б) при использовании сварки появляется возможность более ответственные детали изготавливать из более прочных материалов, а менее ответственные – из дешевых материалов, что снижает их стоимость.
в) по сравнению с клепанными деталями экономия материала при сваривании составляет 10…20%;
133
3)создание герметичных соединений деталей, работающих под давлением (емкости, котлы, сосуды, трубопроводы и др.), так как герметичность сварных соединений значительно выше заклепочных;
4)возможность автоматизации технологических процессов;
5)возможность не только соединять детали, но и изготовлять различные конструкции.
Недостатки сварных соединений:
1)возникновение остаточных напряжений (причины возникновения: нестабильность шва, зависящая от квалификации сварщика; местный нагрев металла и последующее его охлаждение, которые приводят к изменению структуры и механических свойств металла):
а) коробление свариваемых деталей, б) остаточные напряжения от сварки, складываясь с рабочими напряже-
ниями, вызывают более быстрое разрушение, в) трещины в швах, вследствие технологических дефектов;
2)уменьшение прочности при переменных, особенно вибрационных нагрузках;
3)сложность контроля качества сварного шва.
4)зависимость качества сварного шва от квалификации сварщика (этот недостаток ликвидируется при использовании автоматической сварки).
Пути снижения остаточных напряжений в сварных соединениях:
1.стремиться к симметричному и равномерному расположению швов;
2.производить предварительный нагрев свариваемых деталей;
3.наложение компенсационных швов;
4.тренировочное предварительное нагружение (предварительное деформирование в направлениях противоположных предполагаемой деформации при сварке) или расположение швов так, что бы в деталях возникали напряжения сжатия, а не растяжения.
134
Виды сварных соединений
В зависимости от расположения деталей сварку выполняют с помощью
стыковых и угловых швов.
В зависимости от расположения относительно линии действия сил различаю лобовые, фланговые, косые, прорезные и точечные швы. Обычно применяют комбинированное соединение лобовыми и фланговыми швами.
По расположению деталей относительно друг друга: стыковое соединение, тавровое соединение, соединение внахлест, крестовое соединение, угловое соединение и т.п.
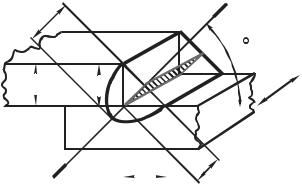
Основные параметры угловых сварных швов
Основные параметры поперечного сечения нормального углового шва
(рис.7.1) – катет k и расчетная высота – βk. Величина последней есть глубина проплавления соединяемых деталей, зависящая от технологического процесса сварки.
βk |
|
|
|
|
|
|
m |
||||
|
|
|
|
|
|
|
|
|
|
||
|
|
|
|
|
|
45 |
|
|
|||
a |
|
k |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
b |
|||||
|
|
|
|
|
|
|
|
|
|||
|
|
|
|
|
|
|
|
|
|
|
|
|
m |
|
|
|
k |
|
|
h |
|||
Рис. 7.1. Основные параметры углового шва |
|||||||||||
Высота нормального шва |
|||||||||||
h = k × sin 45° » 0,7k . |
(7.1) |
||||||||||
Для других видов швов (выпуклый, вогнутый) |
|||||||||||
h = βk . |
|
|
|
|
(7.2) |
||||||
Например, коэффициент проплавления β для ручной или многопроходной автоматической сварки β = 0,7; при двух- и трех проходной автоматической
135
b = 0,8; при однопроходной механизированной b = 0,9; для однопроходной автоматической сварки b = 1,1.
В большинстве случаев k = amin, где amin – меньшая из толщин сваривае-
мых деталей. По условиям технологии k ³ 3 мм, если amin ³ 3 мм. Максималь-
ная величина катета не ограничивается, однако на практике швы с k ³ 20 мм используется редко.
Разрушение углового шва происходит по сечению m – m ( рис. 7.1), которое для нормального углового шва совпадает с биссекторной плоскостью поперечного сечения шва.
Расчет стыковых сварных швов на прочность
Стыковые соединения могут разрушаться по шву или, как правило, в зоне термического влияния. Поэтому расчет на прочность стыкового соединения выполняется по размерам детали в этой зоне (см. рис.7.2), а снижение прочности металла учитывается при назначении допускаемых напряжений.
Стыковые сварные швы независимо от того какую нагрузку несет соеди-
нение рассчитывают на прочность так же и по тем же формулам, что и соединяемые детали.
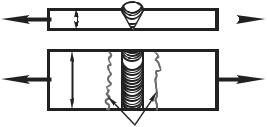
Расчет стыкового сварного шва на растяжение (сжатие)
Расчет на растяжение (сжатие) рассмотрим на примере стыковой сварки двух листов прямоугольного сечения (рис. 7.2).
F  F a
F a 

F  F
F
b
ориентировочные линии разрушения соединения
Рис. 7.2. Схема стыкового сварного шва, нагруженного растягивающей (сжимающей) силой
136
Напряжение растяжения (сжатия) для сварного соединения
sр(сж ) = |
F |
= |
F |
£ [s]¢ . |
(7.3) |
A |
a × b |
где [σ]' – допускаемое напряжение на растяжение для сварного соединения, МПа; а – толщина более тонкой из свариваемых деталей, мм; b – длина шва, мм; F – сила, растягивающая соединяемые детали, Н.
Отношение [σ]' к допускаемому напряжению на растяжение [σ]р для основного материала детали называют коэффициентом прочности сварного соединения
[σ ]′ |
|
|
ϕ = [σ ]р |
, |
(7.4) |
Величина ϕ при доброкачественной сварке колеблется в пределах 0,9…1,0, т. е. стыковое соединение почти равнопрочно с соединенными деталями.
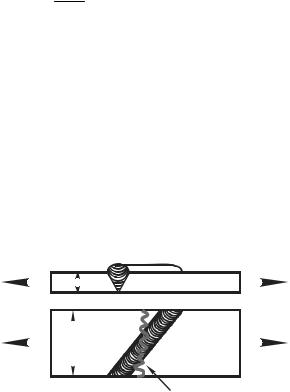
В тех случаях, когда требуется повысить прочность соединения, применяют косые швы (рис. 7.3). Расчет косого шва выполняют по формуле (7.3), в
которой ϕ = 1,0, то есть принимают, что [σ]' = [σ]р.
F |
a |
|
F |
||||
|
|||||||
|
|
|
|
|
|||
F |
F |
||||||
b |
|
|
|||||
|
|
||||||
|
|
|
|
|
|
||
|
|
|
|
||||
|
|
|
|
|
|
|
|
ориентировочная линия разрушения соединения
Рис. 7.3. Соединение косым стыковым сварным швом
Расчет стыкового сварного шва на изгиб
Рассмотрим случай, когда к опоре стыковым швом приварена балка с прямоугольным сечением (рис. 7.4).
137

x |
|
|
|
|
|
|
|
|
|
|
|
x |
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
b a
a
 Mи
Mи
Рис. 7.4. Схема стыкового сварного шва, нагруженного изгибающим моментом
Условие прочности на изгиб |
|
|||||||
s |
и max |
£ [sи ]′ . |
|
(7.5) |
||||
|
|
|
|
|
|
|
|
|
s |
|
= |
M и |
= |
6M и |
£ [sи ]¢ |
, |
(7.6) |
и max |
|
|
||||||
|
Wос |
|
bа2 |
|
|
|||
где Wос – осевой момент сопротивления изгибу, σи max – максимальные изги-
бающие напряжения, [σи ]′ – допускаемое напряжение на изгиб соединения.
Расчет стыкового сварного шва при одновременном воздействии растягивающей нагрузки и изгибающего момента
Условие прочности сварного соединения (рис. 7.5)
σmax ≤ [σ]'. |
|
|
|
(7.7) |
|
smax = |
F |
+ |
M и |
. |
(7.8) |
a × b |
|
||||
|
Wос |
|
|||
где дополнительно σmax – |
наибольшее нормальное напряжение. |
||||
138
a
b 
 Mи
Mи
 F
F
Рис. 7.5. Схема стыкового сварного шва, нагруженного растягивающей силой F и изгибающим моментом Mи
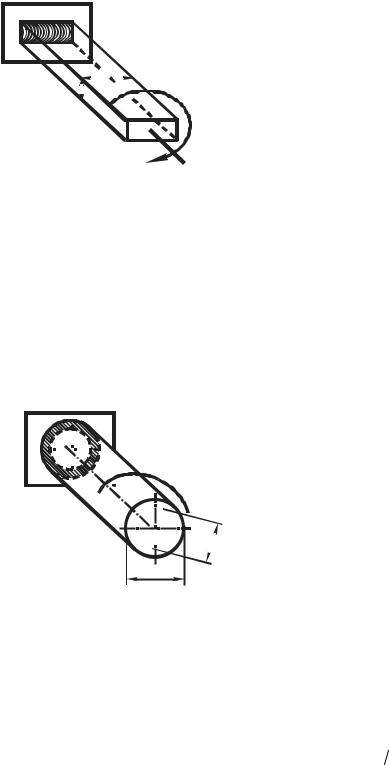
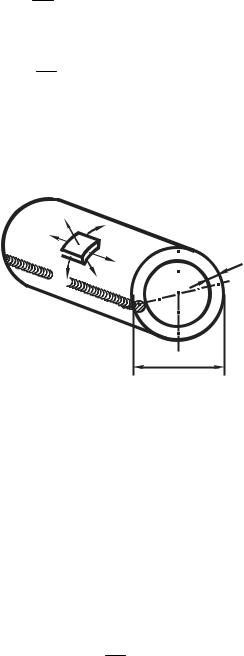
Расчет стыкового сварного шва на кручение
Условие прочности сварного соединения (рис. 7.6)
τmax ≤ [τ]′ . |
(7.9) |
||||||||||||||||||
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
|
T
 dвн
dвн
d
Рис. 7.6. Схема стыкового сварного шва, нагруженного крутящим моментом
τmax |
= |
T |
≤ [τ]′ , |
(7.10) |
|
||||
|
Wp |
|
||
где Wр – полярный момент сопротивления сварного шва.
Для трубы (рис.7.6) Wp = πd 3 (1 − α 4 ), где α = d вн d . Тогда |
|||||||
|
|
|
|
|
|
≤ [τ]′ . |
16 |
τmax = |
T |
= |
|
Т |
(7.11) |
||
|
|
|
|
||||
Wp |
πd 3 |
(1 − α 4 ) |
|||||
|
|
|
16 |
|
|
||
|
|
|
|
|
|
|
|
139
Расчет стыкового сварного шва в условиях сложного напряженного состояния
Рассмотрим сосуд с внешним диаметром D, толщиной стенки δ, находящийся под внутренним давлением q (рис. 7.7). На прямоугольный элемент, вырезанный из цилиндрической стенки сосуда действуют: окружное напряжение
σt = |
qD |
, |
(7. 12) |
2δ |
осевое напряжение
σ= qD , (7. 13)
x4δ
атакже радиальное напряжение σr, которое для относительно тонкого сосуда
(δ << D) можно принять σr = 0.
σ |
σr |
σ |
|
|
|
x |
t |
|
|
||
|
|
|
σx |
|
δ |
|
|
|
|
||
|
|
|
|
||
|
σ |
σr |
|
|
|
|
|
|
|||
|
|
t |
|
|
|
D
Рис. 7.7. Схема стыкового сварного шва в условиях сложного напряженного состояния
Условие прочности стенки сосуда по теории наибольших касательных напряжений имеет вид
σэкв = σt − σr ≤ [σ], |
(7.14) |
где дополнительно σэкв – |
эквивалентное напряжение. |
Таким образом, для расчета стыкового сварного шва получим аналогичное условие прочности
σэкв = σt − σr = |
qD |
≤ [σ]′ , |
(7.15) |
2δ |
140