

Лабораторна робота №5 Виготовлення піщаного стрижня для виливання пустотілих деталей
Тривалість 2 год.
Мета роботи: |
Отримати практичні навики з виготовлення піщаного стержня, всесторонньо вивчити роль стержня як частини ливарної форми в формуванні якісного виливка. |
5.1 Основні теоретичні положення
5.1.1 Роль стрижня у формуванні якісного виливка
Стрижень — це частина ливарної форми. За допомогою стержнів одержують внутрішню, а інколи і зовнішню поверхню виливка, Стрижні виконують свою функцію в більш важких умовах, ніж форма, тому що вони весь знаходяться в розплавленому металі, як це видно з рис. 5.1.
Роль стрижня у формуванні якісного виливка дуже велика і визначається самою функцією - формувати внутрішню поверхню виливка. А так як всередині виливка дефекти ліквідувати дуже важко або взагалі неможливо, то це визначає необхідність дуже старанно готувати стрижні, щоб вони точно виконували свою функцію. Кожний дефект у виготовленні стрижня або при його встановленні у форму неминуче приведе до важко виправного або зовсім невиправного браку.
У стрижні розрізняють робочу частину і знакову. Робоча частина омивається металом і служить для одержання внутрішньої поверхні деталі, а знакова частина служить для фіксації стрижня у формі (рис. 5.1).
Для збільшення жорсткості і міцності стрижнів в них вводяться металеві каркаси. Це може бути стальний дріт, а для дуже великих і складних стрижнів виготовляються каркаси, які мають конфігурацію стрижня (вилиті або стальні, сплетені з дроту, подібні до залізобетонної арматури).
В сирому стані стрижні мають недостатню міцність і газопроникність, тому всі готові стрижні висушуються.
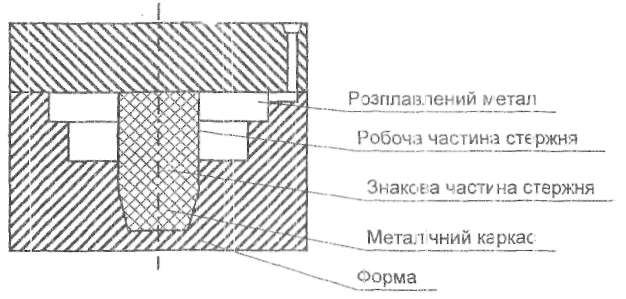
Рисунок 5.1 – Розташування стрижня у формі для виливання фланця з внутрішньою порожниною
5.1.2 Стрижневі суміші
Стрижні виготовляються із спеціальних сумішей, які називаються стрижневими. Стрижневі суміші виготовляються з кварцових пісків і зв'язувальних матеріалів, які служать для з'єднання зерен кварцового піску і підвищення, таким чином, міцності суміші. Ці зв'язувальні речовини називають скріплювачами.
Стрижневі суміші за вмістом в них різних скріплювачів поділяються на дві групи:
піщано-глинисті стрижневі суміші, де скріплювачем служить глина;
суміші на спеціальних скріплювачах (оліфа, декстрин, каніфоль, сульфітний луг, продукти перероблення нафти і т.д.).
Стрижневі суміші внаслідок важких умов роботи стрижнів повинні мати високі властивості: газопроникливість, міцність, податливість, більш низьку газотворну здатність. Всі ці властивості залежать від виду скріплювача і значно покращуються після сушіння стрижнів. Для виведення газів в стрижнях інколи роблять отвори за допомогою матерчатих ґнотів, змочених в розплавленому парафіні, які виймають після сушіння стрижня.
5.1.3. Скріплювачі
Скріплювачі для стрижневих сумішей повинні відповідати таким вимогам:
надавати стрижням достатню міцність в сирому і сухому вигляді;
не бути занадто дорогими і дефіцитними;
не бути гігроскопічними, щоб стрижень після сушіння не відсирів;
скріплювач після заливання форми металом повинен вигорати і забезпечувати добре вибивання стрижнів із виливки;
скріплювач не повинен викликати сильне прилипання до стрижневого ящика.
Скріплювачі поділяються на мінеральні і органічні. До мінеральних скріплювачів відносяться: глина, сульфітний луг (продукт целюлозно-паперового виробництва), продукти перероблення нафти і рідке скло. До органічних скріплювачів відносяться: оліфа, каніфоль, декстрин, патока, кукурудзяна мука і т.д. Мінеральні скріплювані дешеві і недефіцитні, але погано задовільняють перераховані вище вимоги. Органічні скріплювачі добре задовільняють всі вимоги, але дорогі.
5.1.4 Сушіння стрижнів
Температура сушіння залежить від виду скріплювача. Для органічних скріплювачів вона вибирається від 150 до 250°С, а для мінеральних і глинистих зв'язувальна температура сушіння вибирається від 250 до 450°С. Витримка сушіння залежить від об'єму стрижня і коливається від 1-2 годин для стрижнів об'ємом біля 1 дм3, до 10-15 годин для стрижнів об'ємом біля 100 дм3. Сушіння здійснюється в електричних або газових печах. Після сушіння стрижень набуває всі необхідні якості. Для того, щоб зменшити пригарність сумішей до металу, перед тим, як ставити у форму, вони покриваються спеціальними протипригарними фарбами.
5.1.5 Стрижневі ящики
Стрижневі ящики - це спеціальні форми, за допомогою яких виготовляють стрижні. За конструктивними особливостями стрижневі ящики бувають суцільні, рознімні і витрушувальні.
В суцільному ящику виготовляють стрижні простої конфігурації. Рознімні ящики можуть складатися з двох або більше частин (рис. 5.2), які центруються за допомогою штирів. В роз'ємних ящиках виготовляють стрижні, які формують тіла обертання або симетричні фігури.
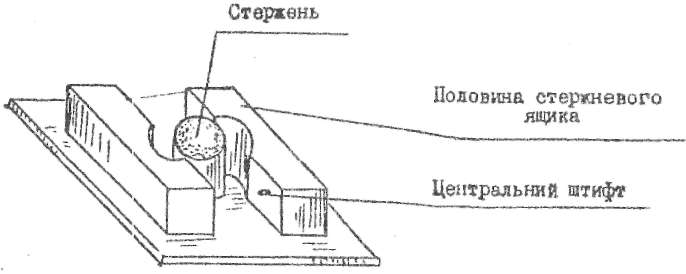
Рисунок 5.2 - Рознімний стрижневий ящик
Витрушувальний ящик складається з днища, в який вставляють вкладиш. Стінки ящика зроблені з великим ухилом, що дозволяє легко вставляти і виймати вкладиші разом з стрижнями. Витрушувальні ящики використовують для виготовлення великих стрижнів складної конфігурації.
5.2 Обладнання, інструменти, матеріали для проведення роботи
Стрижневі ящики суцільні, рознімні, витрушувальні.
Стрижневі суміші різного складу.
Струбцини, сушильні плитки, інструмент для набивання стрижня: гладилка, гачки, трамбівки, киянка, молоток.
Сушильні шафи з температурою камери до 300°С.
5.3 Методика виконання роботи
Ознайомитися з конструкцією ящиків і технологією виготовлення стрижня.
Одержати у викладача стрижневий ящик і інструмент для набивання стрижня.
Протерти робочу поверхню ящика гасом.
Скріпити половину ящика струбциною і поставити його на плиті або на столі.
Набити порожнину ящика стрижневою сумішшю за допомогою трамбівки.
Вставити в стрижень металевий каркас.
Поставити ящик горизонтально і обстукати його дерев'яним молотком.
Зняти половинку ящика і перекласти стрижень на сушильну плитку.
Відправити стрижень на сушіння.
Привести в порядок робоче місце, почистити від піску стрижневий ящик і інструмент.
5.4 Форма звітності з роботи
Звіт з роботи повинен містити:
тему і мету роботи;
короткий опис по таких пунктах: роль стрижня у формуванні якісного виливка; склад стрижневих сумішей; склад і вимоги до скріплювачів; стрижневі ящики; технологія виготовлення стрижнів;
малюнок стрижня на сушильній плиті з позначенням робочої і знакової частин стрижня;
висновки.
5.5 Контрольні запитання
Що таке стрижень і яка його роль у ливарній формі?
Які частини має стрижень?
Які за складом бувають стрижневі суміші?
Яким вимогам повинні відповідати скріплювачі?
Яка температура і довготривалісгь сушіння стрижнів?
Які бувають суміші за конструктивними особливостями?
Яка послідовність виготовлення стрижня в рознімному ящику?