

Лабораторна робота №12 Залежність напруги дуги від струму в зварювальній ланці
Тривалість 2 год
Мета роботи: |
Навчитись визначати залежність напруги дуги від струму в зварювальній ланці. |
12.1 Основні теоретичні положення
Залежність напруги дуги від струму в зварювальній ланці називають статичною вольт-амперною характеристикою дуги.
Вольт-амперна характеристика дуги (рис. 12.1, а) включає три області: спадаючу 1, прямолінійну 2 і зростаючу 3. В області 1 (до 100 А) із збільшенням струму напруга значно зменшується. Це відбувається в зв’язку з тим, що при збільшенні струму збільшується поперечний переріз, а відповідно, і провідність стовпця дуги. В області 2 (100…1000 А) при збільшенні струму напруга зберігається стабільною, так як переріз стовпця дуги і ділянок анодної і катодної плям збільшується пропорційно струму. В області 3 збільшення струму викликає зростання напруги, тому що збільшення густини струму вище певного значення не супроводжується збільшенням катодної плями на основі обмеженості перерізу електрода. Дуга області 1 горить нестійко і тому має обмежене застосування. Дуга області 2 горить стійко і забезпечує нормальний процес зварки.
Вольт-амперна характеристика дуги (рис.12.1, б) при ручній дуговій зварці низьковуглецевої сталі представлена у вигляді кривих а (довжина дуги 2 мм) і б (довжина дуги 4 мм). Криві в і г відносяться до автоматичної зварки під флюсом при високій щільності струму.
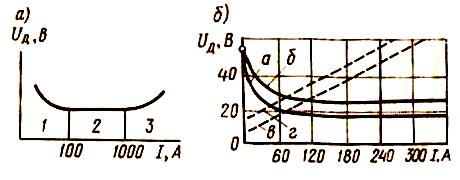
Рисунок 12.1 – Вольт-амперна характеристика дуги
Напруга, необхідна для збудження дуги, залежить: від роду струму (постійний або змінний); дугового проміжку; матеріалу електрода і зварювальних кромок; покриття електродів і ряд інших факторів. Значення напруг, які забезпечують виникнення дуги в дугових проміжках, рівних 2…4 мм, знаходяться в межах 40…70 В. Напруга для установленої зварювальної дуги може бути визначена по формулі.
![]() ,
,
де α – коефіцієнт,
що складає суму падінь напруг в зонах
катоду і аноду, В;
![]() – коефіцієнт
виражаючий середнє падіння напруги на
одиницю довжини дуги, В/мм; lД – довжина
дуги, мм.
– коефіцієнт
виражаючий середнє падіння напруги на
одиницю довжини дуги, В/мм; lД – довжина
дуги, мм.
Довжиною дуги називається відстань між торцем електрода і поверхнею зварювальної ванни. Короткою дугою називається дуга довжиною 2…4 мм. Довжина нормальної дуги складає 4…6 мм. Дугу довжиною більше 6 мм називають довгою.
Оптимальний режим зварки забезпечується при короткій дузі. При довгій дузі процес проходить нерівномірно, дуга горить нестабільно; метал, проходячи через дуговий проміжок, більше окислюється і азотується, збільшується розбризкування металу. Електрична зварна дуга може бути відхилена від свого нормального положення за допомогою магнітних полів, створюваних кругом дуги і в зварювальній деталі. Ці поля діють на рухомі заряджені частини і тим самим здійснюють вплив на всю дугу. Таке явище називають магнітним дуттям. Вплив магнітних полів на дугу прямопропорційний квадрату сили струму і досягає помітного значення при зварних струмах більше 300 А.

Рисунок 12.2 – Використання анодного і катодного змінного струму
Магнітні поля здійснюють відхилюючі дії на дугу при нерівномірному і несиметричному розташуванні поля відносно дуги. На рис.12.2 показаний вплив місця підведеного струму до зварювальної деталі і нахилу електрода до відхилення дуги. Наявність поблизу зварювальної дуги значних феромагнітних мас порушує симетричність магнітного поля дуги і викликає відхилення дуги в сторону цих мас.
Магнітне дуття в деяких випадках погіршує процес зварки, і тому приймаються міри для зниження його впливу на дугу. До таких мір відносяться: зварка короткою дугою; підведення зварного струму в точці, максимально близькій до дуги; нахил електрода в сторону дії магнітного дуття; розміщення біля місця зварювання феромагнітних мас.
12.2 Порядок виконання роботи
Включаємо зварювальний апарат для зварювання електричною дугою.
Підключаємо шлейфовий осцилограф.
Встановити рекомендовані значення напруги і струму в колі.
Збуджуємо електричну дугу постійного струму дотикаючи торець електрода до кромок зварювальної деталі.
Проводимо процес зварювання деталі.
Змінюємо значення напруги і струму в колі і знімаємо покази напруги і струму.
Знімаємо вольт-амперну характеристику процесу зварювання.
Після закінчення зварювання оцінюємо якість отриманого зварного шва.
12.3 Форма звітності з роботи
Звіт про виконання даної лабораторної роботи повинен містити:
назву лабораторної роботи, її мету, опис необхідного обладнання;
короткий опис проведення роботи;
результати роботи і висновок.
12.4 Контрольні питання
Охарактеризуйте вольт-амперну характеристику дуги?
Що таке довжина дуги?
Назвіть розміри короткої, нормальної та довгої дуг?
При яких розмірах дуги проходить оптимальна зварка?
Чим може бути відхилена електрична дуга?
Що таке магнітне дуття?