

Лабораторна робота №4 Визначення основних властивостей формувальних сумішей для виливання деталей в піщаних формах
Тривалість 2 год.
Мета роботи: |
Вивчити основні формувальні матеріали і їх вплив на властивості формувальних і стержневих сумішей. Отримати практичні навики з проведення випробовувань для визначення фізико-механічних властивостей формувальних сумішей. |
4.1 Основні теоретичні положення
4.1.1 Формувальні матеріали
Формувальними називаються матеріали, які застосовуються для виготовлення ливарних форм і стержнів.
Формувальні матеріали поділяються на основні (піски і глини) і допоміжні. До допоміжних відносять зв'язувальні матеріали (закріплювачі), протипригарні, високовогнетривкі і спеціальні.
Пісок і глина - головна складова частина більшості формувальних і стрижневих сумішей. Вони є осадковими гірськими породами і в природних умовах зустрічаються не в чистому вигляді, а в сполуках. Їх розрізняють між собою за вмістом так званих глиняних складових. Домовились зерна розміром менше 0.022 мм незалежно від їх хімічного складу відносити до глиняної, а розміром більше 0.022 мм — до зернової складової піску. Піски, що вміщують менше 2% глиняної складової називають кварцовими, а ті, що вміщують від 2% до 50% називають глиняними, більше 50% - глинами. Найчастіше в якості основного формувального матеріалу застосовують кварцові піски.
Важливою характеристикою є розмір і форма зерен піску, яка має великий вплив на міцність, газопроникність, вогнетривкість і довговічність суміші.
Глина — основний зв'язувальний матеріал в формувальних сумішах. Міцність піщано-глинистих сумішей в значній мірі визначається походженням глини, її мінералогічними і хімічними властивостями, видом і кількістю домішок, дисперсністю частинок.
Перевагою глини є її висока міцність в сирому стані, мала газоутворююча здатність, низька вартість і доступність. До недоліків слід віднести зменшення газопроникності, текучості і піддатливості сумішей, а також підвищення пригарності сумішей до відливка. Враховуючи це, потрібно прагнути вводити глину у суміші в якнайменшій кількості.
4.1.2 Додаткові матеріали
Основне призначення зв’язувальних матеріалів - забезпечення необхідної міцності сумішей в сухому стані. Найбільш розповсюджені серед них масла, каніфолі, декстрин (отримують під час оброблення картопляного крохмалю), сульфітно-спиртова барда (відхід сульфітного шлаку, який отримуємо під час оброблення деревини слабою кислотою), цемент, рідке скло, закріплювач 4ГУ (складається із 25% каніфолі, 25% масла і 50% уайт-спіріта - особливо чистого гасу), закріплювач ГТФ ( генераторна важка фракція сланцевої смоли).
Підвищену вогнетривкість формам надають шамот, хромистий залізняк, магнезит, азбест. До протипригарних матеріалів відносяться кам'яновугільний пил, графіт, мазут, деревновугільний пил, маршаліт (пилевидний кварц).
4.1.3 Класифікація піщано-глиняних сумішей
За видами застосування суміші поділяються на облицювальні, наповнювальні і єдині.
Облицювальна суміш використовується для покриття робочої поверхні форми, яка дотикається до розплавленого металу. До неї ставляться найбільш високі вимоги, тому до її складу входить до 60% свіжих матеріалів.
Наповнювальна суміш складає основну частину ливарної форми. Вона виготовляється з переробленої вибитої із опок суміші із наступним додаванням невеликої кількості (5-10%) свіжих матеріалів.
Єдина суміш служить для набивання всього об'єму форми і застосовується для машинного формування в умовах масового виробництва. Від наповнювальної вона відрізняється трохи більшим вмістом нових матеріалів (10 - 20%).
В залежності від стану форм перед заливанням в них металу розрізняють суміші для сирих форм (фомування по-сирому), сухих форм, хімічно твердих форм.
Суміші для сирих форм, в основному, складаються із великої кількості використовуваної суміші, а значить, і глиняних пісків або глини. Для підвищення газопроникності і податливості в ці суміші вводять вигоряючі добавки: дерев'яні дрібні опилки, торф.
Суміші для поверхнево-висушувальних і хімічно твердих форм, окрім кварцового піску, формувальної глини і оборотної суміші, мають в собі швидкотвердіючі закріплювачі, рідке скло і інші.
За видом сплаву, що заливається у форму, розрізняють суміші для чавунного, стального і кольорового лиття.
Суміші для чавунного лиття складаються із кварцового піску, міцно-зв'язувальних глин і відпрацьованої суміші. Чистота поверхні виливка, підвищення механічної міцності і протипригарних властивостей досягається введенням в єдині і облицювальні суміші кам'яного вугілля, мазуту і зв'язувальних.
Суміші для стального лиття складаються із високоякісного кварцового піску, вогнетривкої глини і меншої кількості відпрацьованої суміші. Це викликано тим, що температура заливання сталі вища, ніж чавуну, значить, форма повинна бути вогнетривкою. Для зміцнення форми вводять зв'язувальні: сульфітну барду, патоку, рідке скло. Для отримання чистої поверхні вводять до 20% пилевидного кварцу.
Суміші для кольорового лиття складаються із глинистих пісків, відпрацьованої формувальної суміші і мазуту. Вогнетривкість цих сумішей може бути нижча, ніж сумішей для чавунного і стального лиття, так як температура плавлення цих сплавів значно нижча.
За характером використання суміші поділяються на формувальні і стрижневі. Суміші для стрижнів складаються із кварцового піску (97...100%), невеликої кількості глини або глинистих пісків і зв'язувальних матеріалів (3 - 5%), для крупних стрижнів простої форми до складу суміші вводять відпрацьовану суміш (40%) і дерев'яне трачіння (3 - 4%).
4.1.4 Властивості формувальних і стрижневих сумішей
Для отримання якісних форм, стрижнів і якісних виливок формувальні і стрижневі суміші повинні мати наступні властивості.
Міцність - здатність суміші витримувати зовнішні навантаження без руйнування. Із збільшенням вологості і вмісту глини в суміші, із зменшенням розміру зерна піску міцність суміші збільшується.
Пластичність - здатність суміші деформуватися під дією зовнішних зусиль без порушення цілості і зберігати задану форму після зняття навантаження, що забезпечує отримання відбитку моделі або заповнення порожнини стрижневого ящика. Вона залежить від властивостей складових суміші і тих зв'язувальних, які при цьому застосовуються. Наприклад, суміш із масляним зв'язувальним володіє високою пластичністю, піщано-глинисті суміші мають невелику пластичність. Пластичність збільшується із збільшенням глини і води.
Сипучість - здатність суміші рівномірно розподілятися при засипанні в опоку. Вона впливає на зависання суміші в бункері, на якість і довготри-валість перемішування суміші в змішувачах.
Із сипучістю зв'язана комковатість - здатність суміші створювати комки. Сипучість і комковатість залежать від міцності зв'язків піщинок в місцях контакту. Сипучість зменшується із збільшенням кількості глини і води в суміші.
Поверхнева міцність - опір поверхневого шару, форми або стрижня стиранню і дії струменя металу. При недостатній поверхневій міцності має місце осипання, тобто відділення формувального матеріалу, який попадає у виливок.
Поверхнева твердість - здатність поверхні форми чинити опір проникненню в неї більш твердого тіла. Поверхневі міцність і твердість зростають після застосування облицювальної суміші.
Вогнетривкість - здатність суміші чинити опір розм'яканню і розплавленню під дією високої температура металу, що заливається. Чим більше домішок, пилу кремнезему в піску, чим дрібніші зерна піску, тим нижча вогнетривкість суміші.
Газопроникність - властивість суміші пропускати через себе гази внаслідок своєї пористості - залежить від кількості глинистих складових і кварцо-вого піску. Чим більше піску і чим він крупніший, тим більша газопроникність. Знижує газопроникність наявність у суміші пилу вугілля, збільшення вологості і ступеня щільності.
Газоутворення - здатність сумішей виділяти гази під час заливання металу. Виділяють гази органічні матеріали, які входять до складу суміші (зв'язувальні речовини), волога випаровується і утворює велику кількість парів. Чим менша газоутворюваність суміші, тим краще.
Піддатливість - здатність суміші стискатись під дією зовнішніх сил. Це пов'язано із тим, що в процесі затвердівання і охолодження розміри виливка зменшуються внаслідок усадки матеріалу. Піддатливість зменшується із збільшенням міцності суміші і підвищується із збільшенням пластичності і міцності.
Липучість - здатність суміші липнути до стінок моделі і стрижневого ящика - підвищується із збільшенням кількості рідини в суміші. Суміші повинні мати мінімальну липучість.
Гігроскопічність - здатність формувальної і стрижневої суміші поглинати вологу із повітря - залежить від властивостей зв'язувального додатка. Наприклад, стрижні, виготовлені із сумішей на сульфітній барді, володіють великою гігроскопічністю.
Довговічність - здатність суміші зберігати свої властивості під час повторних заливань. Чим вона довговічніша, тим менше додають у відпрацьовану суміш свіжих матеріалів. Довговічність збільшується при зниженні вмісту глини і при застосуванні крупнозернистого піску.
Протипригарність - здатність суміші не сплавлятися і не спікатися з розплавленим металом. Чим більше глини є у формувальній суміші, тим більше пригорання. Наявність у суміші вапна і великої кількості пилу (більше 10 - 12%) також збільшує пригорання. Пригорання збільшується із збільшенням пористості та зменшенням щільності набивання форми.
4.1.5 Приготування сумішей
Технологічний процес приготування сумішей складається із таких етапів: попереднього підготування вихідних матеріалів, підготування оборотної суміші, відновлення відпрацьованої суміші, приготування сумішей із попередньо підготовлених свіжих і відпрацьованих формувальних сумішей.
Для отримання суміші підбирають необхідну кількість вихідних матеріалів відповідно до заданого рецепту, ретельно перемішують вибрані матеріали в змішувальних бігунах, дають відстоятися готовій суміші (для набухання частинок глини і вирівнювання вологості) і через деякий час розмішують її.
4.2 Прилади, обладнання та матеріали
Лабораторний копер.
Прилад ФА-2 для випробовувань сумішей на міцність.
Сушильна шафа.
Технічні терези і рівноважки.
Формувальні суміші: кварцовий пісок і глина.
4.3 Порядок виконання роботи
Контроль якості формувальних і стержневих сумішей зводиться до визначення наступних фізико-механічних характеристик: вологості, газопроникності, границі міцності під час стиснення у вогкому або сухому стані, границі міцності під час розтягування. В лабораторних умовах студенти проводять випробовування формувальних сумішей на вологість і міцність у вогкому стані.
4.3.1 Визначення вологості
Наважку дослідної суміші вагою 50 ± 0,01 г зважити на терезах і помістити у спеціальному тиглі в сушильну шафу, висушити її при температурі 105 - 1100С протягом 45 хв., потім вийняти і зважити. Після того знову помістити в сушильну шафу, через 10 хв. вийняти і зважити. Повторне сушіння і зважування проводити до тих пір, поки не стане постійна вага. Різниця у вазі визначає вологість, виражену у процентах:
![]() ,
,
де W — вологість
в %;
![]() — маса суміші до сушіння, г;
— маса суміші до сушіння, г;
![]() - маса суміші після сушіння, г.
- маса суміші після сушіння, г.
4.3.2 Випробовування формувальної суміші на міцність
Для випробовування на стиск використовують стандартні взірці діаметром 50±1,5 мм і вагою 170 г. Для підготовки взірців використовується копер, зображений на рис. 4.1.
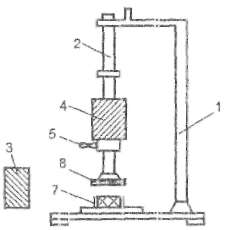
Рисунок 4.1 - Лабораторний копер
Основними частинами копера є: станина 1, відлита разом з двома кронштейнами і вертикальним верхнім приливом, через який проходить шток 2, до якого прикріплений вантаж 4, котрий піднімається на певну висоту до контрольного кільця з допомогою кулачка, зв'язаного з ручкою 5. За допомогою ручки 5 вантаж піднімається для встановлення і зняття гільзи 7. Ущільнення суміші здійснюється трьома ударами вантажа 4, маса якого рівна 6850±10г.
Міцність сирих матеріалів характеризується величиною опору стискування. Для визначення міцності взірця використовується прилад ФА~2 (рис. 4.2), який складається із станини 7, ходового гвинта 6, ручки 1, каретки 4, з прикріпленим на ній вказівником 3. На верхній ролик каретки 4 впирається проградуйований важіль 5. На одному кінці його закріплений вантаж 2. Протилежний кінець важеля шарнірно з'єднаний з вертикальною стойкою 8, на верхньому кінці якої закріплений лоток 10 з горизонтальною площадкою 9, тут же встановлена (рухомо) площадка 11, яка перемішується гвинтом 12.
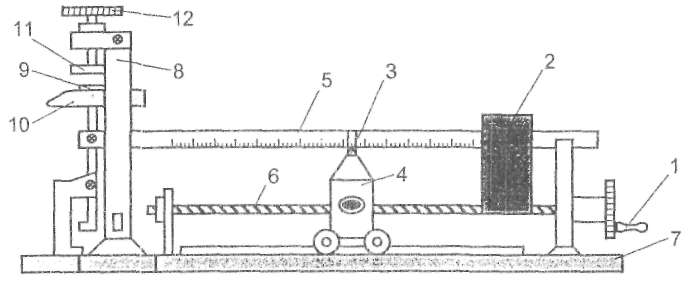
Рисунок 4.2 - Прилад ФА-2 для визначення міцності при стискуванні вологих взірців
Для випробовування на міцність при стискуванні вказівник 3 каретки 4 встановити на приладі ФА-2 в нульовому положенні, а взірець розмістити на нижній площадці 9 приладу ФА-2. Поворотом гвинта 12 площадку 11 притиснути до поверхні взірця. За допомогою ручки 1 пересувати каретку 4 в напрямі до взірця (за 1 хв. каретка повинна пройти всю довжину шкали) до моменту руйнування взірця.
Зняти покази вказівника каретки з точністю до 0,01 кгс/см2. Дослідженню піддати 3 взірця і взяти середнє арифметичне значення. Границя міцності на стиск формувальних сумішей в сирому вигляді, як правило, становить 0,3-0,6 кгс/см2.
4.4 Форма звітності з роботи
Звіт з роботи повинен містити:
тему і мету роботи;
короткий опис методики проведення роботи;
отримані результати вимірювань;
висновки.
4.5 Контрольні запитання
Які формувальні матеріали відносяться до основних і допоміжних, їх характеристика.
Які матеріали відносяться до високовогнетривких і протипригарних ?
За якими ознаками класифікують піщано-глинисті суміші ?
Якими властивостями повинні володіти формувальні і стержневі суміші?
Який порядок приготування формувальних і стержневих сумішей ?
Як визначити вологість суміші ?
При якій температурі необхідно сушити суміш ?
За якою формулою визначається вологість суміші ?
Яка маса суміші береться для визначення вологості ?
Яких розмірів беруться взірці для випробовування ?
Будова і робота копера для виготовлення взірців при випробовуваннях на міцність при стиску ?
Яка розмірність вимірюваних величин при дослідженні суміші на стиск?
Будова і робота приладу для визначення міцності при стиску взірця із досліджуваної суміші?