

Лабораторна робота №6 Одержання деталі, вилитої в піщаній разовій формі
Тривалість 2 год.
Мета роботи: |
Вивчити технологічні процеси виготовлення разової ливарної форми, виготовлення виливки, особливості конструювання литих деталей. Набути практичних навичок з виготовлення алюмінієвої деталі, вилитої в піщаній разовій формі. |
6.1 Основні теоретичні положення
6.1.1 Разова форма у ливарному виробництві
Разова форма виготовляється з піщано-глинистої суміші і служить тільки один раз, тому що при виготовленні з неї виливки, вона неминуче руйнується і тому називається разовою.
Ливарна разова форма представляє собою порожнину, створену з піщано-глинистої суміші з необхідними каналами для підведення металу і виведення газів з форми (ливникова система).
6.1.2. Розроблення технологічного креслення виливки
Технологічне креслення виливки розробляється на основі робочого креслення деталі відповідно до ГОСТ 3.1125-88. При розробленні технологічного креслення (рис. 6.1) необхідно враховувати такі особливості:
в місцях, які після виливання будуть піддаватися механічному обробленню із зняттям стружки, наносяться припуски. Величина припуску залежить від розмірів деталі, положення елементу при заливанні (горизонтальне або вертикальне), виду металу і типу виробництва (масове, серійне, одиничне). Припуски вибираються за довідником. На рис. 6.1 припуски нанесені в загальному вигляді без зазначення розміру. Так як відсутність припуску в певному місці рівносильне непоправному браку, треба дуже старанно дивитися за знаком шорсткості, який визначає необхідність оброблення із зняттям шару металу;
отвори, які не відливаються, заштриховуються за типом припуску, а на виді збоку - перекреслюються навхрест;
у відлитих отворах положення стержня позначається шляхом штрихування по контуру. На виді збоку проекція круглого стержня показується ексцентрично, з дотиком стінки виливки. Стержень має виступаючі частини, так звані знаки, якими стержень фіксується у формі;
вказується лінія рознімання майбутньої моделі так, щоб кожна половинка моделі могла бути витягнена з формувальної суміші. При цьому в нижній частині намагаються розмістити більшу частину деталі aбо всю деталь, що сприяє одержанню більш якісної виливки. Лінія рознімання вказується стрілками вгору і вниз і супроводжується підписами "В", "Н", а також скорочено позначається "РМ" (рознімні моделі).
6.1.3 Розроблення креслення моделі
Модель служить для створення порожнини в земляній формі. Креслення моделі (рис. 6.2) розробляється за технологічним кресленням. При цьому необхідно враховувати такі відмінності креслення моделі від креслення деталі:
модель має збільшені розміри для врахування припуску на механічне оброблення;
модель має збільшені розміри на величину усадки металу. Усадкою називається зменшення розмірів і об'єму металу після остивання. Величина усадки на кресленні не наноситься. Вона враховується за допомогою усадкового метра при виготовленні моделі. Усадковий метр має збільшені розміри на процент усадки металу, а градуйований - як звичайна лінійка. На ньому наноситься напис по типу "усадковий метр 2%" і, таким чином, всі розміри будуть збільшені на 2%;
модель має лінійні нахили для легкого виймання її з форми. Формувальні нахили визначаються за довідником. Величина їх коливається від 0°15' до 3° в залежності від висоти виливок і матеріалу (дерево, метал, пластмаси);
модель в більшості випадків робиться рознімною, тому що цілу модель було б неможливо витягнути з формувальної суміші;
модель для виливки деталей з стержнями має стержневі знаки, які дають відбитки (заглиблення) у формі для фіксації стержня у формі;
модель має радіуси заокруглення для спряження елементів деталі, щоб уникнути тріщин при остиганні виливки;
кожна половинка моделі має різьбові отвори (на металевих і пластмасових моделях) для виймання моделі з форми і центрувальні штирі або отвори для центрування половинок моделі.
6.1.4 Ливникова система
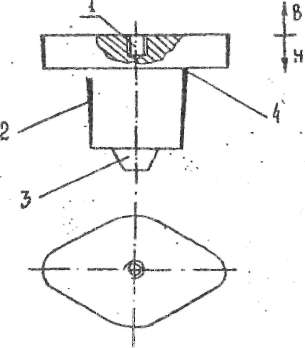
Систему каналів, які підводять метал у форму і відводять з неї газ, називають ливниковою системою. Ливникова система складається (рис. 6.3) з ливникової чаші, стояка і живника, каналів, через які метал надходить в порожнину форми. До ливникової системи відноситься також випор. Він служить для виведення з форми повітря та газів, а також для контролю заповнення форми металом.
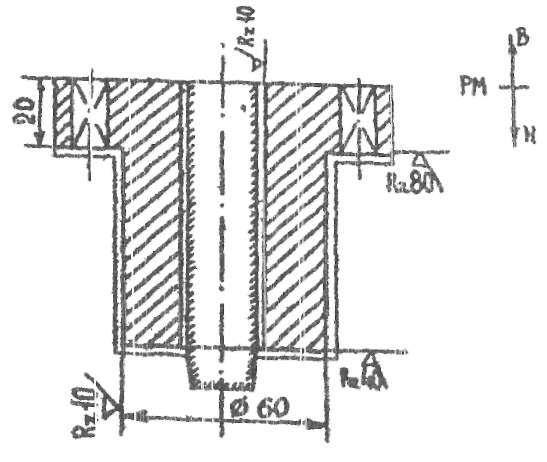
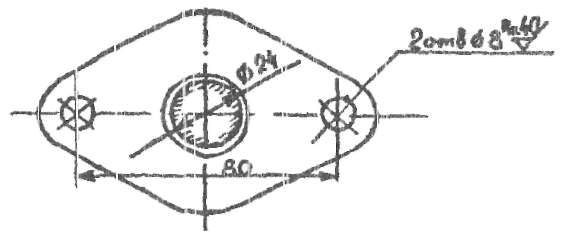
Рисунок 6.1 - Технологічне креслення виливка
1 —знімний отвір; 2 — ливарні нахили; 3 - стрижневий знак; 4 - ливарні радіуси заокруглення
Рисунок 6.2- Модель для виливання фланця
1 - виливка (лита заготовка); 2 - живник; 3 - стояк; 4 - випор; 5 — ливникова чаша.
Рисунок 6.3 - Технічний рисунок виливки разом з ливниковою системою
6.1.5 Виготовлення одноразової форми вручну (формування)
Одноразова форма створюється по моделях в двох опоках. Опока представляє собою ящик з чотирьох бічних стінок. Вона виготовляється з чавуну, сталі або алюмінієвих сплавів. Опока для ручної формовки має також ручки, центрувальні вушка і бортики для утримування формувальної суміші. Процес формування складається з таких операцій:
набивання нижньої півформи (формування низу), рис. 6.4;
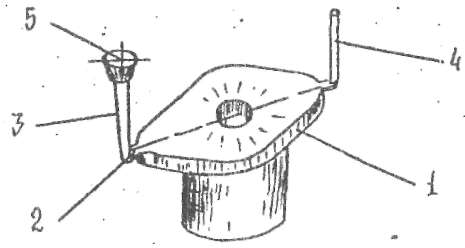
набивання верхньої півформи з встановленою моделлю ливникової системи, рис. 6.5;
виймання ливникової системи, рознімання форми, виймання моделі;
встановлення стержня в нижню півформу і складання форми під заливання (рис. 6.6).
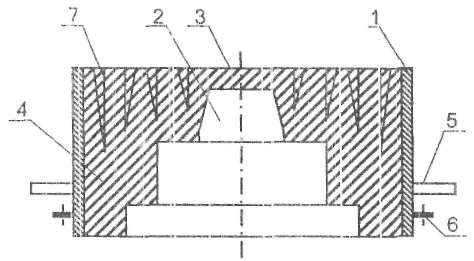
1 - опока низу ; 2 - модель ; З — шар облицювальної суміші; 4 — шар наповнюючої суміші; 5 -ручка ; 6 — центрувальне вушко; 7 — вентиляційні канапи
Рисунок 6.4 - Формування низу
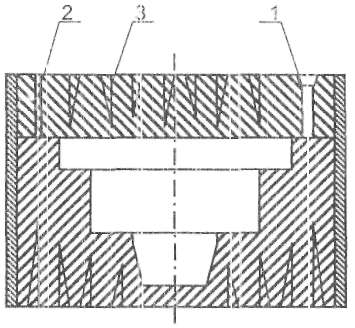
1 — модель ливникової системи ; 2 — модель випору; 3 - вентиляційні канали
Рисунок 6.5 - Формування верху
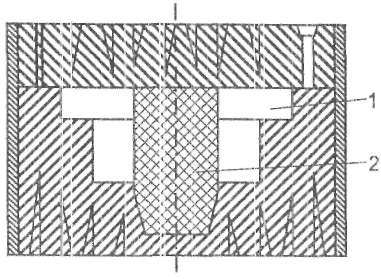
1 - порожнина форми; 2 - стрижень
Рисунок 6.6 - Форма зібрана під заливання
6.2 Обладнання, інструменти, матеріали для проведення роботи
Опоки, моделі, формувальна суміш.
Формувальний інструмент: трамбовка, гладилка, гачок, лінійка, душник.
Плавильна піч для плавлення алюмінієвих сплавів, розливний ківш.
6.3 Порядок виконання роботи
Для підготовки до заняття студенту необхідно звернути увагу на розробку технологічного креслення, на проектування моделі, засвоїти послідовність виготовленні разової форми. Перекреслити креслення 6.1, 6.2.
Одержати у викладача модель і формувальний інструмент.
Підготувати формувальну суміш по вологості.
Провести формування і підготовку форми до заливання відповідно до технологічної карти у такій послідовності:
нижню опоку встановити в переверненому вигляді на стіл або щиток, встановити нижню півмодель (модель низу) і засипати формовою сумішшю, неперервно трамбуючи її. Ущільнювати суміш потрібно легкими ударами, щоб не переущільнити, бо інакше дуже сильно набита форма не буде пропускати газів, і виливка буде бракована через газові раковини. Після набивання опоки залишки формової суміші зчистити лінійкою і повернути на 180°, зробивши наколювання душником для вентиляції форми;
накласти на нижню опоку верхню, а також накласти верхню півмодель. Присипати поверхню нижньої опоки шаром сухого піску, щоб запобігти прилипанню верхньої півформи. Встановити модель ливникової системи і провести формування так само, як і нижньої опоки;
з набитої верхньої півформи вийняти модель ливникової системи, форму розкласти і з неї вийняти половинки моделі, після чого її старанно поправити і почистити
в нижню половинку форми вставити стрижень, накрити верхньою половинкою - форма готова під заливання.
Залити форму розплавленим металом під керівництвом викладача або лаборанта.
При виконанні роботи використовується рідкий метал, тому необхідно дотримуватись правил техніки безпеки при роботі з рідким металом:
розплавлення рідкого алюмінієвого сплаву проводиться у спеціальному ковші, який легко транспортується до місця розливання;
форма для розливання повинна бути висушена, щоб не було викидів металу;
форма при заливанні металу повинна знаходитись на металевій плиті;
студенти, які проводять заливання металу у форму повинні бути проінформовані з роботи з рідким металом.
6.4 Форма звітності з роботи
Звіт з роботи повинен містити:
тему і мету роботи;
короткий опис по таких пунктах: розроблення технологічного креслення з виготовлення виливки, особливості моделі, як головного оснащення (пристосування) для виготовлення разової форми, операції створення разової форми, елементи ливарної системи;
креслення трьох операцій;
рисунок виливки разом з ливниковою системою;
висновки.
6.5 Контрольні запитання
Яка ливникова форма називається одноразовою і що вона собою представляє ?
На основі чого розробляється технологічне креслення виливки ?
Як позначаються на технологічному кресленні елементи конструкції деталі, що одержуються механічним обробленням ?
Де знаходяться припуски на механічне оброблення і від чого залежать їх розміри ?
Що таке модель у ливарному виробництві ?
Як змінюються розміри моделі порівняно з розмірами деталі ?
Для чого робляться ливарні нахили моделі ?
Що таке стержневий знак ?
Як здійснюється набивання низу ?
Як здійснюється набивання верху ?
Як готується форма під заливання ?
Що таке ливникова система і з яких елементів вона складається ?