

Лабораторна робота №10 Вивчення фізичних основ електронної дуги
Тривалість 2 год
Мета роботи: |
Отримати практичні навики при проведенні зварювання деталей плавленням, при якому нагрівання зварювання кромок проводиться теплотою електричної дуги |
10.1. Основні теоретичні положення
Електрична зварювальна дуга представляє собою стійкий довгоплинний електричний розряд в газовому середовищі між твердими або рідкими електродами, що здійснюється при високій густині струму і супроводжується виділенням великої кількості теплоти. Електричний заряд в газі – це електричний струм, що проходить через газове середовище завдяки наявності в ньому вільних електронів, а також негативних і позитивних іонів, здатних переміщуватись між електродами під дією прикладеного електричного поля (різниці потенціалів між електродами).
Електрична дуга постійного струму збуджується при дотику торця електрода і кромок зварювальної деталі. Контакт в початковий момент здійснюється мід мікровиступами поверхностей електрода і зварювальної деталі (рис.10 а). Висока густина струму сприяє моментальному розплавленню цих виступів і утворення рідкого металу (рис 10 б), яка замикає зварювальний ланцюг на ділянці «електрод – зварювальна деталь». При наступному відведенні електрода від поверхні деталі на 2…4 мм (рис. 10 в) плівка рідкого металу розтягується, а переріз зменшується, внаслідок чого зростає щільність струму і збільшується температура металу. Це явище призводить до розриву плівки і випарення зкипівших металів. Утворені при високій температурі термоелектронна і автоелектронна емісії забезпечують іонізацію в парі металу і газу міжелектродного проміжку.
В утвореному іонізованому середовищі виникає електрична зварна дуга (рис. 10 г). Процес збудження дуги короткочасний і виконується зварщиком на протязі долі секунди. В утвореній зварній дузі розрізняють три зони: катодні 1, анодну 3, і стовпця дуги 2. Катодна зона довжиною біля 10-5 см починається з розпеченого торця катода, на якому розташована так звана катодна пляма. Звідси вилітає потік вільних електронів, реалізуючих іонізацію дугового проміжку. Щільність струму на катодній плямі досягає 60…70 А/мм2. До катоду прямують потоки позитивних йонів, які бомбардують і віддають йому свою енергію, викликаючи нагрівання до температури 2500…3000 ºС.
Анодна зона розташована біля торця позитивного електрода, в якому виділяється невелика ділянка, що називається анодною плямою. До анодної плями прямують і віддають свою енергію потоки електронів, нагріваючи її до температури 2500…4000 ºС. Стовп дуги, розташований між катодною і анодною зонами, складається із розпечених і іонізованих частинок. Температура в цій зоні досягає 6000…7000 ºС в залежності від густини зварного струму.
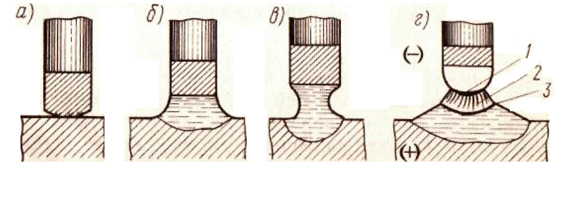
Рисунок 10.1-Збудження дуги в початковий момент зварювання
Для збудження дуги в початковий момент необхідно трохи більша напруга, ніж при її наступному горінні. Це пояснюється тим, що при збудженні дуги повітряний зазор недостатньо нагрітий, степінь іонізації недостатньо висока і необхідна більша напруга, здатна надати вільним електронам достатньо великої енергії, щоб при зіткненні їх з атомами газового проміжку змогла пройти іонізація. Збільшення концентрації вільних електронів в об’ємі дуги призводить до інтенсивної іонізації дугового проміжка, а потім і до збільшення його електропровідності.
Внаслідок цього напруга струму зменшується до значення, яке необхідне для стабільного горіння дуги.
10.2 Порядок виконання роботи
Вибрати металічні деталі, зачистити їх від корозії і підготувати кромки.
Розрахувати діаметр електродів і вибрати марку в відповідності до зварювального металу.
Встановити рекомендовані значення напруги і струму в колі.
Збуджуємо електричну дугу постійного струму дотикаючи торець електрода до кромок зварювальної деталі.
Підтримуємо коротку, середню і довгу дугу в процесі зварювання деталі.
Після закінчення зварювання оцінюємо якість отриманого зварного шва.
10.3 Форма звітності з роботи
Звіт про виконання даної лабораторної роботи повинен містити:
назву лабораторної роботи, її мету, опис необхідного обладнання;
короткий опис проведення роботи.;
результати роботи і висновок.
10.4 Контрольні питання
Що таке електрична зварювальна дуга?
Що таке електричний заряд в газі.
Де розташована анодна зона?
Що потрібно для збудження дуги в початковий момент?
Як забезпечується іонізація в парі металу і газу міжелектродного проміжку?
Внаслідок чого збільшується густина струму і температура металу.
Яка температура в стовпці дуги при зварюванні?