

Лабораторна робота №8 Визначення типу посадки при з’єднанні деталей
Тривалість 2 год
Мета роботи: |
Практичне ознайомлення з основними поняттями, термінами та визначеннями Єдиної системи допусків і посадок набуття практичних навиків по розрахунку числових значень допусків для реалізації посадок. |
8.1 Основні теоретичні положення.
Основні розміри, які визначають форму та контур поверхонь деталей, називають номінальними. Поряд з номінальним розміром вказують відхилення, які обмежують коливання розміру реальної поверхні готової деталі. Номінальні розміри вказують на кресленні деталі.
Отже, в ЄСКД, номінальний розмір (D, d, l і др.) – це розмір, який служить початком відліку відхилень і відносно якого визначають граничні розміри поверхні.
Номінальні розміри вписують на кресленні деталі.
Дійсний розмір (![]() і др.) – це розмір елемента деталі,
визначений шляхом вимірювання. Термін
“дійсний розмір” відноситься до розміру
поверхні реальної виготовленої деталі,
виміряного з певною степінню точності.
і др.) – це розмір елемента деталі,
визначений шляхом вимірювання. Термін
“дійсний розмір” відноситься до розміру
поверхні реальної виготовленої деталі,
виміряного з певною степінню точності.
Найбільший граничний
розмір (![]() )
– це найбільший допустимий розмір
елемента деталі.
)
– це найбільший допустимий розмір
елемента деталі.
Найменший граничний
розмір (![]() )
– це найменший допустимий розмір
елемента деталі.
)
– це найменший допустимий розмір
елемента деталі.
Позначають їх
![]() і
і
![]() - для отворів,
- для отворів,
![]() - для валів. Порівняння дійсного розміру
з граничним дає можливість судити про
придатність деталі для забезпечення
взаємозамінності:
- для валів. Порівняння дійсного розміру
з граничним дає можливість судити про
придатність деталі для забезпечення
взаємозамінності:
для отворів ![]() ;
;
для валів ![]() . (8.1)
. (8.1)
Після номінального розміру записують граничні відхилення - алгебраїчну різницю між граничними і відповідним номінальним розмірами. Розрізняють верхнє та нижнє граничні відхилення.
Верхнє відхилення
(![]() )
– це алгебраїчна різниця між найбільшим
граничним і відповідним йому номінальним
розмірами. Розрізняють верхнє та нижнє
граничні відхилення:
)
– це алгебраїчна різниця між найбільшим
граничним і відповідним йому номінальним
розмірами. Розрізняють верхнє та нижнє
граничні відхилення:
для отворів ![]() ;
;
для валів ![]() . (8.2)
. (8.2)
Нижнє відхилення
(![]() )
– це алгебраїчна різниця між найменшим
граничним і відповідним йому номінальним
розмірами:
)
– це алгебраїчна різниця між найменшим
граничним і відповідним йому номінальним
розмірами:
для отворів ![]() ;
;
для валів ![]() . (8.3)
. (8.3)
Крім того, для реальних деталей використовується термін дійсне відхилення – як алгебраїчна різниця між дійсним і відповідним йому номінальним розмірами.
Через граничні відхилення граничні розміри можна записати:
для отворів ![]() ;
;
![]() ; (8.4)
; (8.4)
для валів ![]() ;
;
![]() . (8.5)
. (8.5)
На практиці частіше користуються виразами (8.4) і (8.5), бо в таблицях ЄСДП задаються граничні відхилення, а граничні розміри обчислюють.
Правила нанесення граничних відхилень розмірів встановлені ГОСТ 2.307. Відхилення, які вказані в цифровому виразі записуються безпосередньо після номінального розміру в долях міліметра і обов’язково з знаком, наприклад:
а)
![]() - при симетричному розташуванні відхилення
вказуються одним числом із знаками
- при симетричному розташуванні відхилення
вказуються одним числом із знаками
![]() шрифтом того ж розміру (тут
шрифтом того ж розміру (тут
![]() ,
а
,
а
![]() );
);
б)
![]() верхнє відхилення наноситься вгорі, а
нижнє – внизу справа від номінального
розміру;
верхнє відхилення наноситься вгорі, а
нижнє – внизу справа від номінального
розміру;
в) ![]() - відхилення, рівне нулю, не вказується;
- відхилення, рівне нулю, не вказується;
г)
![]() - відхилення повинні мати після коми
найменшу, але однакову кількість знаків.
- відхилення повинні мати після коми
найменшу, але однакову кількість знаків.
Мірою точності виготовлення розмірів є допуск. В широкому значенні допуск – це діапазон допустимих відхилень дійсних значень вимірюваного розміру. Діапазон коливання дійсних розмірів поверхні реальної деталі обмежується граничними розмірами:
для отворів ![]() ;
;
для валів ![]() . (8.6)
. (8.6)
Допуск (Т) це різниця між найбільшим і найменшим граничними розмірами або алгебраїчна різниця між верхнім і нижнім відхиленням:
для отворів ![]() ;
;
для валів ![]() . (8.7)
. (8.7)
Стандартні допуски, тобто будь-які допуски, які встановлені стандартами ЄСДП позначають IT. Допуск завжди є додатнім.
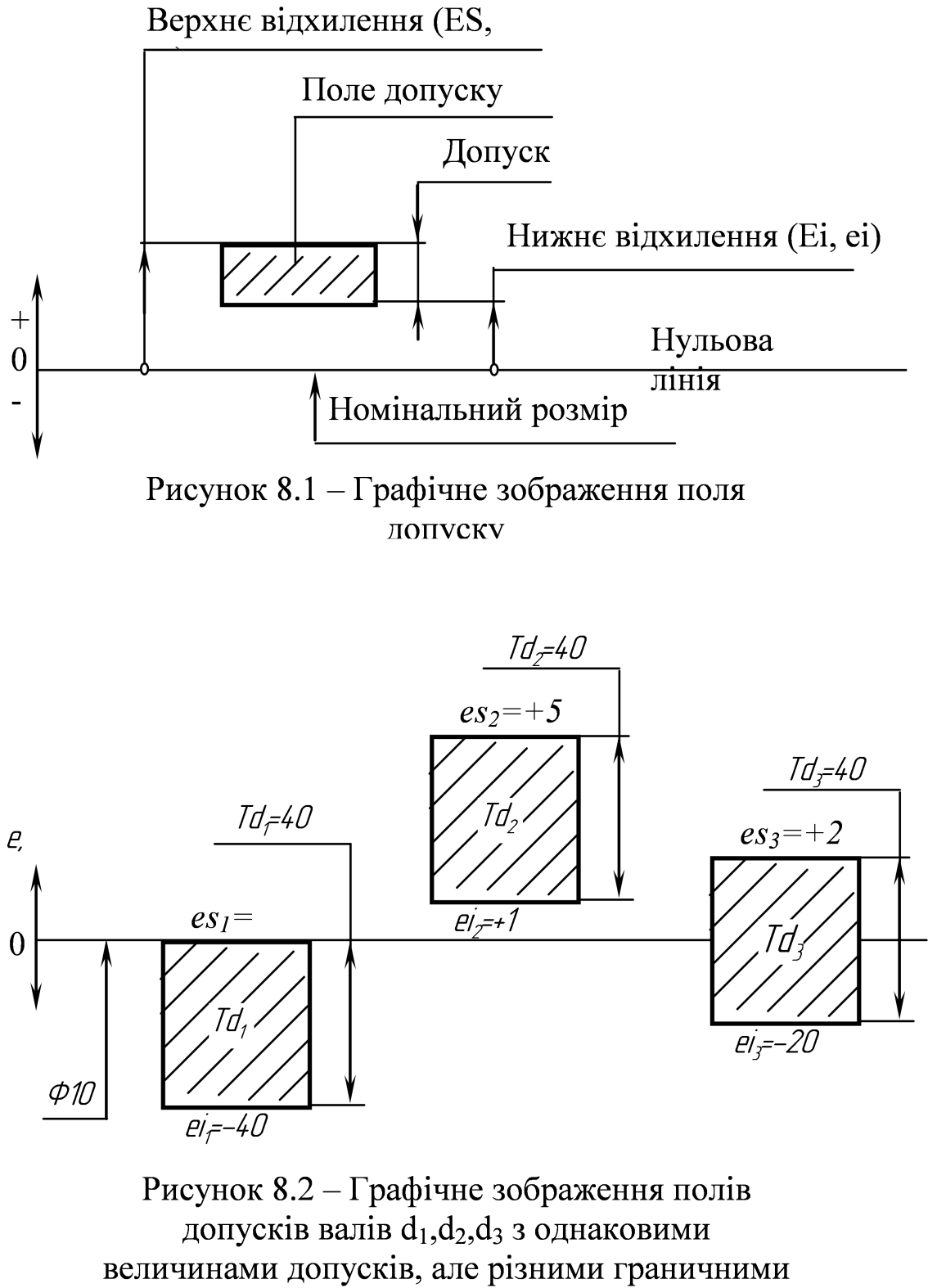
Нульова лінія – це лінія, яка відповідає номінальному розміру, від яких відкладаються відхилення розміру при графічному зображенні поля допуску. Якщо нульова лінія розташована горизонтально, то додатні відхилення відкладаються вгору від неї, а від’ємні – вниз.
Поле допуску – це поле, обмежене найбільшим і найменшим граничними розмірами і визначене величиною допуску та його розташуванням відносно номінального розміру. При графічному зображенні поле допуску замкнено між двома лініями, які відповідають верхньому та нижньому відхиленням відносно нульової лінії.
В механізмах і приладах деталі працюють, як правило, в з’єднаннях. Залежно від експлуатаційних вимог та особливостей конструкції складання з'єднань виконують з різними посадками.
Посадкою називають характер з’єднання двох деталей, який визначається різницею їх розмірів до складання.
Номінальний розмір
посадки є номінальним розміром отвору
і вала, які складають з’єднання(тобто
для посадки
![]() )
.
)
.
Допуск посадки
(![]() )
представляє собою суму допусків отвору
і вала, які входять в з’єднання.
)
представляє собою суму допусків отвору
і вала, які входять в з’єднання.
В з'єднаннях, при посадці деталей, можуть виникати зазори або натяги.
Зазор (S) представляє собою різницю між розмірами отвору і вала, якщо розмір отвору більший від розміру вала. Для дійсних розмірів деталей посадки з зазором визначають дійсний зазор:
![]() . (8.8)
. (8.8)
Натяг (N) представляє собою різницю між розмірами валу і отвору, якщо розмір вала більший від розміру отвору. Коли відомі дійсні розміри вала і отвору, можна обчислити дійсний натяг в з‘єднанні:
![]() . (8.9)
. (8.9)
Натяг можна визначити як від’ємну різницю між розмірами отвору і вала по виразу (8.8).
Залежно від взаємного розташування полів допусків отвору і вала посадки можуть бути трьох типів: з зазором, з натягом і перехідні.
Посадка з зазором
є посадкою, при якій в з’єднанні завжди
утворюється зазор, тобто найменший
граничний розмір отвору
![]() є більшим від найбільшого граничного
розміру вала
є більшим від найбільшого граничного
розміру вала
![]() або дорівнює йому.
або дорівнює йому.
Посадка з натягом є посадкою, при якій в з’єднанні завжди утворюється натяг, тобто найбільший граничний розмір отвору є меншим від найменшого граничного розміру вала або рівний йому.
Перехідна посадка є посадкою, при якій можливо отримати як зазор так і натяг в з’єднанні, залежно від дійсних розмірів отвору і вала.
Приклад позначення посадок подані в додатку А (табл. А.4). Кожен допуск в таблиці числових значень допусків ГОСТ 25346-89 визначений так:
![]() , (8.10)
, (8.10)
де i, I - одиниця допуску (функція від розмірів), мкм; К - число одиниць допуску для кожного рівня точності (квалітету), коефіцієнт.
Одиниця допуску встановлює зв’язок величини допуску з номінальним розміром, а коефіцієнт К - з рівнем точності виготовлення розміру.
Одиниця допуску (i,I) – представляє собою множник в формулі допуску (8.10), який є функцією номінального розміру і використовується для визначення числового значення допуску.
Квалітет – це сукупність допусків, які характеризуються постійною відносною точністю (коефіцієнтом К) для всіх номінальних розмірів даного діапазону розмірів. В границях одного квалітету величина допуску змінюється тільки в залежності від номінального розміру.
Стандарт 25346-89 встановлює 20 квалітетів: 0І,0,1,2…18. Допуски по квалітетах позначаються поєднанням великих букв латинського алфавіту “ІТ” з порядковим номером квалітету, наприклад, ІТ0І, ІТ6, ІТ14 і тд.
Основним відхиленням називають одне з двох граничних відхилень (верхнє або нижнє), яке визначає розташування поля допуску відносно нульової лінії. В ЄСДП основним є відхилення ближче до нульової лінії.
Основні відхилення отворів позначаються великими буквами латинського алфавіту (A,B,C…Z). В ЄСДП передбачено 28 варіантів основних відхилень отворів.
Числові значення допусків і основних відхилень отворів і валів подані в додатку А.
Стандартне поле допуску отвору позначається поєднанням букви (букв) основного відхилення отвору і порядкового номеру квалітету. Позначення поля допуску вказується після номінального розміру.
Наприклад: 40H7, 40K8, 40AI2.
Поле допуску розміру отвору характеризується двома відхиленнями: основним і віддаленим. Основне відхилення знаходять по табл. А.2 або А.3 , допуск залежно від квалітету – по табл. А.1, а віддалене граничне відхилення обчислюється з рівняння (8.7) , враховуючи знак основного відхилення.
Для визначення дійсних розмірів деталей і встановлення допусків для них застосовують мікрометричні інструменти: мікрометри, мікрометричні глибиноміри і нутроміри. Ці інструменти основані на застосуванні гвинтової пари, яка перетворює обертовий рух мікрометричного гвинта в поступальний. Метод вимірювання прямий, абсолютний та контактний.
При вимірюванні ціле число міліметрів і половину міліметра читають перед краєм скосу барабана по поздовжній шкалі стебла. До нього додають соті долі міліметра. Поздовжня шкала стебла має два ряди штрихів, розташованих по дві сторони горизонтальної риски (індекса), і зсунутих один відносно одного на 0,5 мм. Обидва ряди штрихів утворюють, таким чином, одну поздовжню шкалу з ціною поділки 0,5 мм, рівною крокові мікрогвинта.
Соті долі міліметра визначають по порядковому номеру штриха барабана, який співпадає з індексом стебла. Скіс на барабані кругової шкали сотих долей міліметра наближає її до шкали стебла і тим самим запобігає спотворенню при читанні показів (паралаксу).
При вимірюванні деталь поміщається між п'ятою і мікрогвинтом, який треба обертати за допомогою тріскачки (для обмеження вимірювального зусилля), до того часу, поки вона не стане провертатися. Після спрацювання тріскачки можна читати покази по шкалі мікрометра, попередньо зафіксувавши мікрогвинт стопором.
8.2 Опис необхідного устаткування
Набір деталей у формі валиків.
Набір деталей з отворами.
Штангенциркуль.
Мікрометр.
8.3 Порядок виконання роботи
Ознайомлення з кресленнями виробу (валик) і виконання його ескізу.
Вивчення конструкції мікрометричних інструментів і заповнення табл. 8.1.
Таблиця 8.1 – Метрологічні показники гладкого мікрометра
Вид інструменту |
Ціна поділки шкали, мм |
Діапазон вимірювання шкали мікрометра, мм |
Примітка |
1.Штангенциркуль ШЦ-1 |
|
|
|
2.Мікрометр гладкий |
|
|
|
Обчислити граничні розміри деталей, числові значення допусків і заповнити табл. 8.2.
Таблиця 8.2 – Результати вимірювання деталей, мм
Маркування деталей |
Втулка |
Вали |
||
№ |
№ |
№ |
||
Позначення розміру і граничних відхилень на кресленні |
|
|
|
|
Назва розміру |
Алгебраїчний вираз або позначення розміру |
Величина, мм |
||
Найбільший граничний розмір |
Отвір: Dmax=D+ES |
|
|
|
Вал: dmax=d+es |
|
|||
Найменший граничний розмір |
Отвір: Dmin=D+Ei |
|
|
|
Вал:dmin=d+ei |
|
|||
Допуск |
Отвір: TD=ES-Ei |
|
|
|
Вал: Td=es-ei |
|
|||
Дійсний розмір |
|
|
|
|
Висновок про придатність |
|
|
|
|
Виміряти розміри валика, нанести на ескіз деталі, результати занести в табл. 8.2.
Побудувати схеми розташування полів, допусків діаметрів вала деталі (рис.8.1, рис.8.2).
Розрахувати числові значення розмірів деталей для реалізації заданих типів посадок і заповнити табл. 8.3.
Таблиця 8.3 – Визначення типу і характеристик посадок
Позначення з’єднання (посадки) на кресленні |
|
|
||
Тип посадки |
|
|
||
Характеристики посадок, мм |
||||
Назва характеристики |
Алгебраїчний вираз |
Величина |
||
Зазори |
Найбільший |
|
|
|
Найменший |
|
|
|
|
Дійсний |
|
|
|
|
Натяги |
Найбільший |
|
|
|
Найменший |
|
|
|
|
Дійсний |
|
|
|
|
Допуск посадки |
З зазором |
|
|
|
З натягом |
|
|
|
|
Перехідної |
|
|
|
|
8.4 Обробка результатів, їх аналіз та висновки
Обробка результатів здійснюється шляхом заповнення табл. 8.2 і 8.3
За результатами досліджень студентом у довільній формі подаються письмові висновки до виконаної роботи.
8.5 Форма звітності по роботі
Звіт про виконання роботи повинен містити:
назву лабораторної роботи, її мету і опис устаткування;
порядок виконання роботи;
заповнені таблиці 8.1; 8.2, 8.3;
висновки до виконаної роботи.
8.6 Контрольні запитання для підготовки до лабораторної роботи
Що таке допуск, поле допуску, посадка?
Які типи посадок можна отримати при складанні валів з отворами?
Перечисліть характеристики посадок. Побудуйте схему розташування полів допусків посадки з зазором, натягом, перехідної.
Що таке допуск посадки? Як він визначається для посадки з зазором, натягом, перехідної?
Перечисліть правила нанесення граничних відхилень на кресленнях деталей і з’єднань (посадок).
Як визначити придатність деталі?