

68.Инструмент применяемый при обработке на сверлильных станках
Сверление цилиндрических отверстий, а также сверление многогранных (треугольных, квадратных, пяти- и шестигранных, овальных) отверстий выполняют с помощью специальных режущих инструментов — свёрл. Свёрла в зависимости от свойств обрабатываемого материала изготавливаются нужных типоразмеров из следующих материалов:
Углеродистые стали (У8,У9,У10,У12 и др): Сверление и рассверливание дерева, пластмасс, мягких металлов.
Низколегированные стали (Х,В1,9ХС,9ХВГ и др): Сверление и рассверливание дерева, пластмасс, мягких металлов. Повышенная по сравнению с углеродистыми теплостойкость (до 250 °C) и скорость резания.
Быстрорежущие стали (Р9,Р18,Р6М5,Р9К5 и др): Сверление всех конструкционных материалов в незакалённом состоянии. Теплостойкость до 650 °C.
Свёрла, оснащенные твёрдым сплавом, (ВК3,ВК8,Т5К10,Т15К6 и др): Сверление на повышенных скоростях незакалённых сталей и цветных металлов. Теплостойкость до 950 °C. Могут быть цельными, с напайными пластинами, либо со сменными пластинами (крепятся винтами)
Свёрла, оснащённые боразоном: Сверление закалённых сталей и белого чугуна, стекла, керамики, цветных металлов.
Свёрла, оснащённые алмазом: Сверление твёрдых материалов, стекла, керамики, камней.
69.Виды сверлильных станков и их схемы
Операции сверления производятся на следующих станках:
Вертикально-сверлильные станки: Сверление - основная операция.
Горизонтально-сверлильные станки: Сверление - основная операция.
Вертикально-расточные станки: Сверление - вспомогательная операция.
Горизонтально-расточные станки: Сверление - вспомогательная операция.
Вертикально-фрезерные станки: Сверление - вспомогательная операция.
Горизонтально-фрезерные станки: Сверление вспомогательная операция.
Универсально-фрезерные станки: Сверление - вспомогательная операция.
Токарные станки: Сверло неподвижно, а обрабатываемая заготовка вращается.
Токарно-затыловочные станки: Сверление - вспомогательная операция. Сверло неподвижно.
Токарно-револьверные станки: Сверление - вспомогательная операция. Сверло может быть неподвижно (статический блок) или вращаться (приводной блок)
И на ручном оборудовании:
Механические дрели: Сверление с использованием мускульной силы человека.
Электрические дрели: Сверление на монтаже переносным электроинструментом (в том числе ударно-поворотное сверление).
Перфораторы.
70.Виды обоаботки отверстий на сверлильных станках; зенкование ,зенкерование,развёртывание,цекование.
А - сверление. В - растачивание. С - развертывание. D - зенкерование. E,G - зенковка. F - цековка. H - нарезка резьбы.
Зенко́вка — многолезвийный режущий инструмент для обработки отверстий в деталях с целью получения конических или цилиндрических углублений, опорных плоскостей вокруг отверстий или снятия фасок центровых отверстий. Применяется для обработки просверлённых отверстий под головки болтов, винтов и заклёпок.
Зенковки для цилиндрических углублений и опорных плоскостей часто называют цековки.
Зенкование - процесс обработки с помощью зенковки отверстия в детали для образования гнёзд под потайные головки крепёжных элементов (заклёпок, болтов, винтов).
Зенкерование (от нем. Senken) — вид механической обработки резанием, в котором с помощью специальных инструментов (зенкеров) производится обработка цилиндрических и конических отверстий в деталях с целью увеличения их диаметра, повышения качества поверхности и точности. Зенкерование является получистовой обработкой резанием.
Развёртывание — вид чистовой механической обработки отверстий резанием.[1]
Производят после предварительного сверления и зенкерования для получения отверстия с меньшей шероховатостью. Вращающийся инструмент — развёртка — снимает лезвиями мельчайшие стружки с внутренней поверхности отверстия. Условия резания и нагрузка на инструмент при выполнении развёртывания, и шероховатость поверхности схожи с так называемым протягиванием.
Не следует путать развертывание с зенкерованием. Последнее является получистовой операцией, выполняемой обычно над отверстиями в литых деталях с целью удаления литьевой шероховатости и получения отверстий невысокой точности.
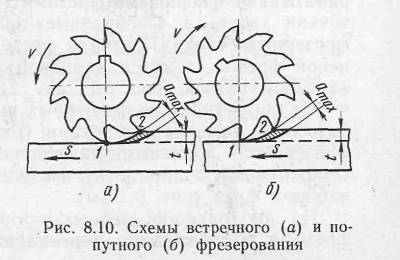
71) Фрезерование - обработка металла фрезами.Фрезерование является распространенным видом механической обработки. Фрезерованием в большинстве случаев обрабатываются плоские или фасонные линейчатые поверхности. Фрезерование ведется многолезвийными инструментами – фрезами. Фреза представляет собой тело вращения, у которого режущие зубья расположены на цилиндрической или на торцовой поверхности. В зависимости от этого фрезы соответственно называются цилиндрическими или торцовыми, а само выполняемые ими фрезерование – цилиндрическим или торцовым. Главное движение придается фрезе, движение подачи обычно придается обрабатываемой детали, но может придаваться и инструменту – фрезе. Чаще всего оно является поступательным, но может быть вращательным или сложным.Процесс фрезерования отличается от других процессов резания тем, что каждый зуб фрезы за один ее оборот находится в работе относительно малый промежуток времени. Большую часть оборота зуб фрезы проходит, не производя резания. Это благоприятно сказывается на стойкости фрез. Виды фрезерования: а) – против подачи, б) – по подаче, в) – торцовой фрезой, г) – концевой фрезой
72) Фрезерные работы проводятся на универсально-фрезерных станках позволяющих осуществлять горизонтальное и вертикальное фрезерование, а также фрезерование под разными углами различным инструментом с использованием делительных головок и поворотных столов.
73) При попутном фрезеровании зуб начинает резание со слоя наибольшей толщины, поэтому в момент входа зуба в контакт с обрабатываемой заготовкой наблюдается явление удара. При встречном фрезеровании процесс резания происходит спокойнее, так как толщина срезанного слоя возрастает плавно и, следовательно, нагрузка на станок возрастает постепенно.
74) Существует 2 основных метода нарезания зубчатых колес: метод копирования или фасонного фрезерования и метод обкатки (огибания). Копирование: основано на использовании фасонной дисковой фрезы профиль режущей части которой точно соответствует профилю впадин зуба колеса. Применяют модульные дисковые и модульные концевые фрезы. Обработка производится на универсальных фрезерных станках с применением делительных механизмов. Метод обкатки: основан на использовании принципа работы зубчатого зацепления. Одной из деталей пары является режущий инструмент, а второй зубчатое нарезаемое колесо Зубья колес образуются в результате взаимного зацепления инструмента и нарезаемой заготовки. Зубчатые колеса обрабатывают на специальных станках червячными зуборезными фрезами, зуборезными долбяками и гребенками, зубострогательными резцами, зуборезными головками, шеверами и др.
75) Протягивание - технологический метод обработки резанием и холодным пластическим деформированием, производимый специальными многозубыми инструментами - протяжками и прошивками. Протяжки имеют форму стержня или полосы, снабженных зубьями, последовательно расположенными вдоль их оси. Протяжками обрабатывают внутренние и наружные поверхности различной формы (круглые, плоские, фасонные). Различают три основных метода протягивания: свободное, координатное и протягивание тел вращения. Кроме указанного протягивание обладает следующими достоинствами: 1) простотой устройства и обслуживания станков; 2) возможностью автоматизации процесса; 3) сокращением технологического цикла за счет возможности замены протягиванием нескольких других последовательных операций (зенкерование, развертывание и т.п.); 4) возможностью обрабатывать сложные поверхности с высокой точностью и низкими параметрами шероховатости.
76) Шлифовальные круги представляют собой неразъемные тела, состоящие из множества абразивных зерен и связующих их веществ (связок). Как и другие абразивные инструменты, они характеризуются следующими основными параметрами: формой, геометрическими размерами, видом и маркой абразивного материала, зернистостью, твердостью, структурой. шлифзерно и шлифпорошки — одна десятая размера стороны ячейки сита (мкм) в свету, на котором задерживаются зерна основной фракции, например 40, 25, 16 (соответственно размеру зерен 400, 250, 160 мкм);микрошлифпорошки — верхний предел размера зерен основной фракции (мкм) с добавлением индекса М, например М40, М28, М10;алмазные шлифзерно и шлифпорошки — дробь, у которой числитель соответствует размеру стороны ячеек верхнего сита (мкм), а знаменатель — размеру стороны ячек нижнего сита основной фракции (мкм), например 400/250, 400/315, 160/100, 160/125;алмазные микропорошки и субмикропорошки — дробь, у которой числитель соответствует наибольшему (мкм), а знаменатель — наименьшему размерузерен основной фракции (мкм), например 40/28, 28/20, 10/7;шлифзерно и шлифпорошки эльбора — в зависимости от метода контроля: при ситовом методе — одна десятая размера стороны ячеек сита (мкм) в свету, на котором задерживаются зерна основной фракции, например Л20, Л16, Л10; при микроскопическом методе — аналогично обозначению зернистости алмазных шлифзерна и шлифпорошков, например 250/200, 200/160, 125/100.Кроме зернистости зерновой состав шлифовального материала характеризуется процентным содержанием основной фракции, которую обозначают индексами В — высокое, П — повышенное, Н — нормальное, Д — допустимое. Например, для зернистости 200—8 минимальное содержание основной фракции в соответствии с индексами следующее: П — 55%, Н — 45%, Д — 41 %; для зернистости М63—М5 соответственно В — 60—55 %; П — 50—45 %; Н — 45—40 %.
78) ритиркой называется точная доводочная операция, вследствие которой получают герметичные или плотно движущиеся соединения. Металл снимается мелкозернистыми абразивными порошками или пастами, которые наносятся непосредственно на притираемые поверхности или на инструменты, называемые притирами. В ремонте автомобилей первый способ применяется при притирке клапанов двигателя, причем каждый клапан двигателя должен оставаться в свое притертом седле. Вторым способом притирают тормозные цилиндры.Притиры могут быть плоскими ( 69, а, г), с внутренней цилиндрической поверхностью ( 69, б), с наружной цилиндрической поверхностью ( 69, в) и коническими ( 69, д).Чтобы абразивные частицы удерживались в притире, их изготовляют из более мягкого материала, чем обрабатываемая деталь. Для этого годится серый чугун, медь, мягкая сталь, свинец, твердое дерево и другие материалы.
79) Хонингование — вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических поверхностей путём совмещения вращательного и возвратно-поступательного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Один из видов чистовых и отделочных обработок резанием. Позволяет получить отверстие с отклонением от цилиндричности до 5 мкм и шероховатостью поверхности Ra=0.63÷0.04.Хонингование наружных поверхностей осуществляется на специализированных станках (горизонтально-хонинговальных) или модернизированных (шлифовальных, горизонтально-расточных), производительность при этом по сравнению с суперфинишированием в 2—4 раза выше вследствие бо́льшего количества брусков и бо́льших давлений. Обработка отверстий в различных деталях в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
80) Электроискровая обработка заключается в использовании явления электролитической эрозии и переносе металла инструмента на наращиваемую поверхность детали при прохождении искровых разрядов между ними. ассмотрим электроискровую обработку (рис. 1). Обрабатываемая деталь является в электрической цепи анодом, а инструмент — катодом. Для того чтобы капельки металла не наращивались на инструменте и не изменяли его формы, процесс обработки ведут в жидкой среде (масло, керосин), не проводящей электрический ток. Инструмент закреплен в ползуне, совершающем вертикальные движения вверх-вниз с помощью соленоидного регулятора. Электрическая цепь состоит из источников постоянного тока, сопротивления, регулирующего напряжение и силу тока, и конденсатора, препятствующего превращению искры в электрическую дугу. Когда электрод опускается настолько, что между ним и изделием образуется небольшой зазор, проскакивает электрическая искра и происходит эрозия изделия. Затем электрод немного приподнимается, и цикл обработки, длящийся доли секунды, повторяется.