

6.1.4. Плашки
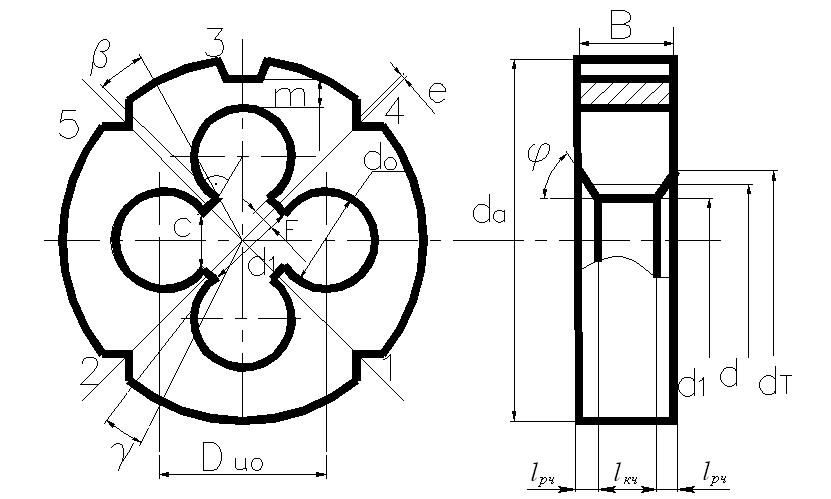
Рис. 6.11
Угол из рис. 6.11 равен:
= + ( 10 …20 )0 и обычно =30°.
Число стружечных отверстий плашки зависит от диаметра нарезаемой резьбы. Плашка затылована по архимедовой спирали на режущей части только по вершинам зубьев с падением затылка равным:
K = (πd/z)·tgв
где в – задний угол.
Плашка имеет два заборных конуса что обеспечивает высокий полный период стойкости инструмента.
Угол рассчитывается так же как и для метчика:
= arcsin (a·z/P) = arcsin (σ·z)
Величина угла заборного конуса зависит от материала заготовки, например при обработке стальных заготовок = (20 – 30)0.
Чтобы осуществить захват плашкой заготовки диаметр торцевой части dT должен быть больше диаметра вала d на (0,3 – 0,4)мм.
a – определяется как и у метчика.
a = (р/z) sin
Резьба плашки не шлифуется. Она нарезается с помощью плашечного или маточного метчиков до закалки плашки. При термообработке возможны деформации инструмента и обезуглероживание поверхностного слоя резьбы. Следовательно степень точности нарезаемой резьбы невысокая и период стойкости плашки низкий.
Обычно ширина плашки В = 2lрч + lкч = ( 6 – 10 )р.
Диаметры dо, Dц.о – определяются графическим путем, при условии обеспечения требуемого переднего угла γ.
Минимальная толщина тела плашки m = (0,15 – 0,19)do.
Плашка закрепляется в плашкодержателе с помощью винтов входящих своими коническими торцами в конические отверстия плашки 1 и 2.
Для восстановления размера резьбы при износе плашки её разрезают по пазу 3. И с помощью винтов с коническими торцами ввёрнутыми в плашкодержатель и с помощью винтов 4 и 5 регулируют размер получаемой резьбы. Ось регулировочных винтов смещена по отношению к коническим отверстиям в плашке 4 и 5 для создания окружной силы деформации, а не радиальной.
Тема 7. Инструменты для обработки зубьев цилиндрических зубчатых колес
7.1. Понятия о начальной окружности и начальной прямой
Еще в древние времена
перед человечеством встала задача
передачи движения вращения с одного
вала (ведущее звено) на другой (ведомое
звено) или на поступательно движущееся
звено (или наоборот) механизма или машины
с постоянным передаточным отношением,
т.е. определенному угловому перемещению
ведущего звена должно соответствовать
вполне определенное точное перемещение
ведомого звена. Такие перемещения
возможны за счет обкатывания без
скольжения благодаря силам трения двух
цилиндров с радиусами
![]() и
и
![]() (рис. 7.1, а) или цилиндра по плоскости.
Эти цилиндры и им соответствующие
окружности, диаметры и радиусы называются
начальными цилиндрами, окружностями,
диаметрами и радиусами, а плоскость и
её след на плоскости вращения цилиндра
(прямая линия) называются соответственно
начальной плоскостью и начальной прямой.
(рис. 7.1, а) или цилиндра по плоскости.
Эти цилиндры и им соответствующие
окружности, диаметры и радиусы называются
начальными цилиндрами, окружностями,
диаметрами и радиусами, а плоскость и
её след на плоскости вращения цилиндра
(прямая линия) называются соответственно
начальной плоскостью и начальной прямой.
Рис. 7.1. Начальные окружности и начальная прямая при зацепления цилиндрических ЗК (а) и цилиндрического ЗК с рейкой
![]() полюс
зацепления;
полюс
зацепления;
![]() угловая скорость вращения первого и
второго цилиндров соответственно;
угловая скорость вращения первого и
второго цилиндров соответственно;
![]() скорость движения начальной прямой.
скорость движения начальной прямой.
Однако передать значительные по величине крутящие моменты за счет сил трения при условии отсутствия проскальзывания практически невозможно. Для решения этой задачи передачу силой трения заменяют зубчатой передачей. Выполнение профиля зуба зубчатой передачи по эвольвенте позволяет обеспечить постоянство передаточного отношения между вращающимися цилиндрами (окружностями). В этом замечательное свойство эвольвенты.