

5.6.3. Виды затылования зубьев фрез
В зависимости от направления движения токарно-затыловочного резца или шлифовального круга затылование может быть:
радиальное;
осевое;
угловое (косое).
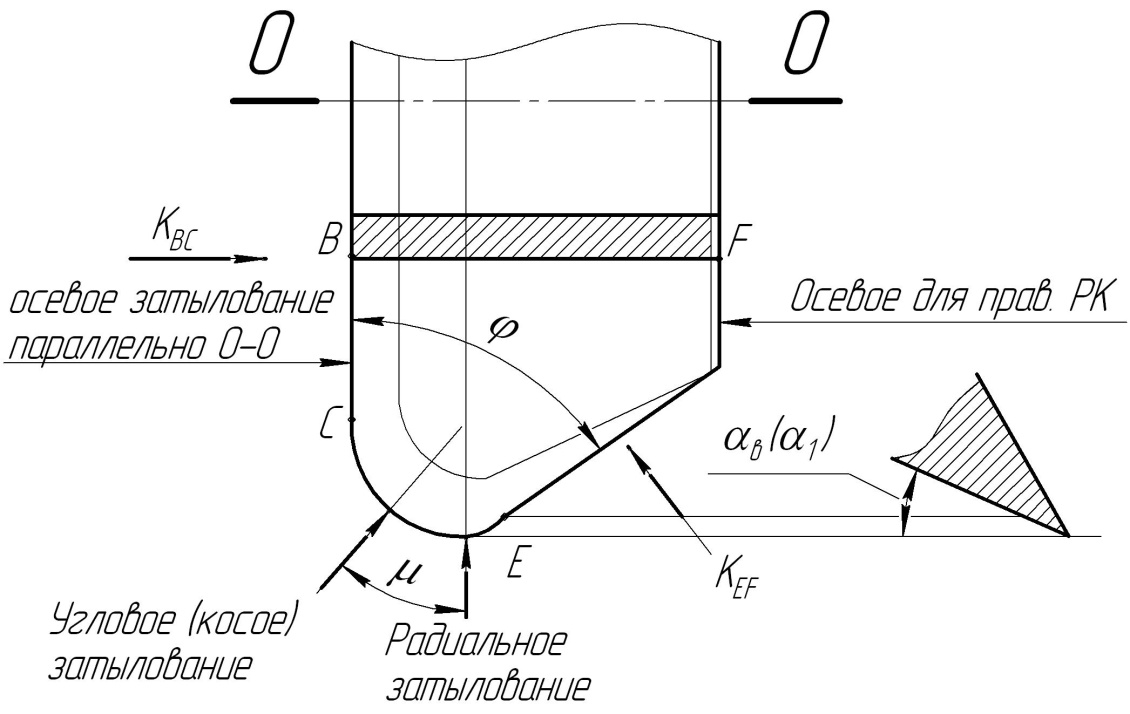
Рис. 5.17
tg an = tg ab sin j,
при j = 0 an = 0, резать не может.
[BC], [EF] – прямолинейные участки профиля.
Если выполнить радиальное затылование, то на РК [BC], an = 0 – резать не будет.
При радиальном затыловании зуба фрезы приведённой на рис. 5.17 на участке ВС режущей кромки перпендикулярной оси фрезы О-О:
an = arctg(tg aв sin j),
где φ – угол профиля режущей кромки в рассматриваемой точке – это угол между касательной проведённой к проекции режущей кромки через рассматриваемую точку и радиус-вектором проведённым в эту точку.
Для создания заднего угла на участке ВС режущей кромки можно применить осевое затылование с двух сторон, что увеличивает трудоёмкость затылования. Кроме того в нашей стране отсутствуют станки для осевого затылования. В этом случае целесообразно применять угловое (косое) затылование, когда токарно-затыловочный резец или шлифовальный круг двигаются под углом μ к оси фрезы (см. рис 5.17).
Чтобы создать a>0 необходимо выполнить осевое затылование, что повышает трудоёмкость, уменьшает размеры профиля в осевом направлении, и требует создания специальных станков для осевого затылования.
Угловое затылование позволяет одним движением затыловочного резца создать требуемые величины задних углов на всех точках РК.
Пусть на РК EF нужно создать угол aEF, который соответствует падению затылка КEF.
на РК BC нужно создать угол aBC, который соответствует падению затылка KBC.
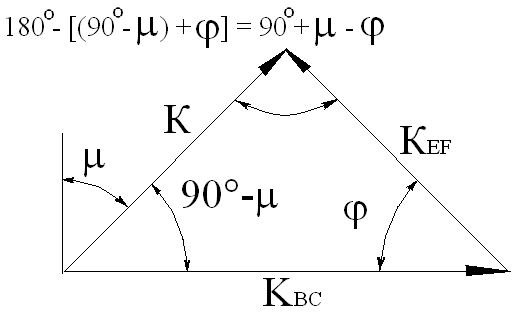
Если представить падение затылков КEF и KBC , то падение затылка К можно найти как векторную сумму КEF и KBC , т.е. K = KBC + KEF .
KBC = (p daо /zо) tg aBC;
KEF = (p daо /zо) tg aEF;
По теореме синусов с учётом формул приведения можно записать:
KBC / cos (j - m) = KEF / cos m;
После преобразований получаем:
tg m = (KBC / KEF – cos j) / sin j;
По теореме синусов с учётом формул приведения найдём абсолютное значение К:
K / sin j = KEF / cos m;
K = KEF (sin j / cos m);
Частный случай, если KBC = KEF , т.е. равны углы aBC и aEF , то по формуле: tg m - (1 – cos j) / sin j = tg (j / 2), => m = j / 2 – угол затылования направлен по биссектрисе угла φ. В таком случае значение К будет равно:
K = KEF ( sin j / cos (j / 2)) = 2 KEF sin (j / 2);
Недостатком углового затылования является уменьшение осевых размеров при переточках.
5.6.4. Двойное затылование зубьев фрез.
Не шлифованные по задней поверхности затылованные зубья фрезы имеют низкий период стойкости. Для шлифования задней поверхности затылованных зубьев фрез могут быть использованы дисковые, пальцевые и конические шлифовальные круги.
Наибольшее
применение находят дисковые шлифовальные
круги, однако при их использовании часто
становится невозможно прошлифовать
всю затылованную заднюю поверхность
зубьев из-за возможности повреждения
следующего зуба (рис. 5.18). По этой причине
оставляют минимально допустимый зазор
С. Вследствие этого на затылованной
задней поверхности остаётся не
сошлифованная часть, которая по форме
похожа на седло и называется седловиной.
 Рис. 5.18
Рис. 5.18
Седловина уменьшает срок службы фрезы по следующей причине: в начале при работе фрезой радиус вершин зубьев Re больше максимального радиуса седловины зуба Ri – фреза работает нормально, седловина не мешает обработке, по мере переточки фрезы по передней поверхности диаметр вершин зубьев фрезы уменьшается и после очередной переточки Re станет меньше Ri – фрезерование становится невозможным т.к. по обработанной поверхности скользит не вершина зуба, а вершина седловины. По этой причине количество возможных переточек (полный период стойкости) уменьшается.
Для исключения образования седловины на зубе фрезы в «сыром» (не закалённом) состоянии в том месте, где возможно образование седловины, токарно-затыловочным резцом делают второе (дополнительное) затылование, с большей вершиной падения затылка К1 =(1,2…1,5)К. Полученную величину К1 также округляют до значения кратного 0,5 мм.
Второе затылование также как и первое, выполняется по архимедовой спирали, на рис. 5.21 приведён пример фрезы с двойным затылованием.
При выполнении рабочих чертежей архимедова спираль заменяется дугами окружностей.