

5.6.5. Определение высоты зуба фрезы с одинарным затылованием

Рис. 5.19
Определение высоты зуба фрезы Н проводим с помощью рис. 5.19, из которого следует:
H = ab + bс + cd;
где cd = R + (1…5) мм. R – радиус скругления дна стружечной канавки
Расстояние cd необходимо для выхода затыловочного резца в стружечную канавку и размещения радиуса скругления R, необходимого для уменьшения концентрации напряжений в основании зуба фрезы.
ab = К и при заданном значении угла αв , известного наружного диаметра Dа и числа зубьев z, падение затылка К равно:
![]()
bс = h, где h – высота профиля
H = К + h +cd = K + h + R + (1…5) мм.
Значение H округляется с кратностью 0,5 мм.
5.6.6. Определение высоты зуба фрезы с двойным затылованием
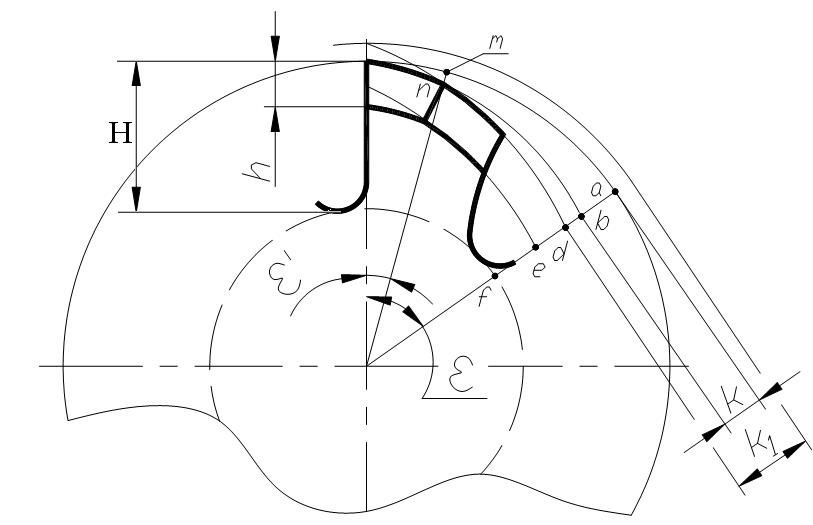
Рис. 5.20
К1 = ( 1,2…1,7) · К
H = ab + bd + de + ef;
![]() ;
;![]()
![]() ;
;
![]()
ef = R +(1…5) мм,
de = h; где h – высота профиля;
ε- угол расположения mn;
ε/ – угловое положение сечения mn.
На основании изложенного можно записать:
![]()
В частном случае когда:
![]()
Тема 6. Инструменты для образования сложных поверхностей.
6.1. Инструменты для нарезания резьбы.
Для нарезания резьб применяют: резьбовые резцы, резьбовые гребенки, резьбовые фрезы, метчики, плашки.
6.1.1. Резьбовые резцы
Передний угол резьбовых резцов делают равным 0, т.е. = 0. Резцы по отношению к заготовке могут быть установлены следующими способами:
передняя поверхность (поверхность) резца расположена в осевой плоскости (рис. 6.1, а);
передняя поверхность (поверхность) резца расположена перпендикулярно направлению витков на среднем диаметре резьбы ωср. = 3…40 (рис. 6.1, б).
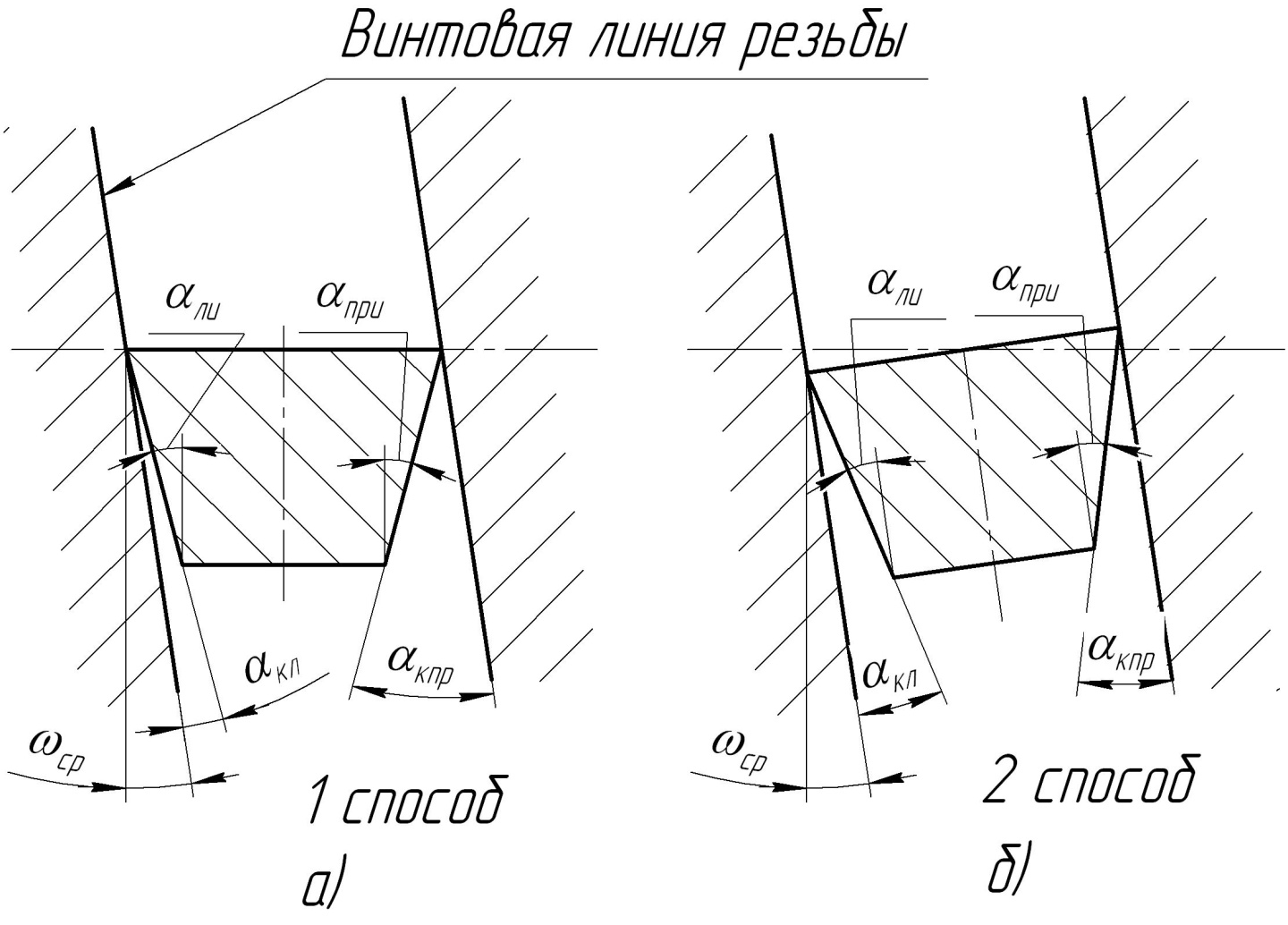
Рис. 6.1
По 1 способу профиль резца точно совпадает с профилем нарезаемой резьбы в осевом сечении.
В этом случае кинематические задние углы слева и справа αкл и αкпр не равны, это приводит к неодинаковому периоду стойкости левой и правой режущих кромок резца. Для исключения этого недостатка задние углы левой и правой режущих кромок делают неодинаковыми:
ли = кл + ср
при = кпр - ср
Так как наибольший угол наклона резьбы на внутреннем диаметре, то иногда в приведённых выше формулах ср заменяют на вн , значение которого можно определить по формуле:
![]()
где Р – осевой шаг резьбы.
По 2 способу задние углы резца по левой и правой режущим кромкам в инструментальной системе координат равны соответствующим углам в кинематической системе координат.
ли = кл
при = кпр
В этом случае профиль резца по передней поверхности не совпадает с осевым профилем резьбы что затрудняет изготовление резца (т.к. профиль режущих кромок должен быть криволинейным).
Резьбовые резцы являются универсальными резьбовым инструментом, т.к. позволяют нарезать различные резьбы. Однако при большом шаге резьбы приходится нарезать резьбу за большее количество проходов.
Р ис.
6.2
ис.
6.2
6.1.2. Резьбовая гребенка
Резьбовые гребёнки изготовляются в виде круглого или призматического фасонного резца. В зависимости от угла наклона винтовой линии нарезаемой резьбы применяются гребенки с кольцевыми или винтовыми зубьями.
Преимущество резьбовой гребёнки по сравнению с резцом заключается в том, что нарезание резьбы производится за 1 проход.
Недостаток: можно нарезать резьбы только одного шага (ограниченная универсальность).