

4.8. Резцы для тяжелых токарных и карусельных станков
Применяемые на тяжелых станках твердосплавные резцы имеют большие габаритные размеры и массу до 60 кг. Такие резцы составной конструкции с припаянной пластиной из твердого сплава создают большие неудобства как при их изготовлении, так и при их эксплуатации. Недостатки резцов составной конструкции можно устранить за счет применения резцов сборной конструкции. Резец снабжен сменной резцовой вставкой с припаянной пластиной из твердого сплава (рис. 4.23). Вставку закрепляют винтом в корпусе резца.
Сила резания воспринимается базовыми поверхностями корпуса, на которые опирается резцовая вставка. В результате винт крепления ножа разгружен от сил резания, и его назначение сводится к тому, чтобы закрепить вставку на корпусе РИ. Таким образом, фактически для крепления вставки использована сила резания.
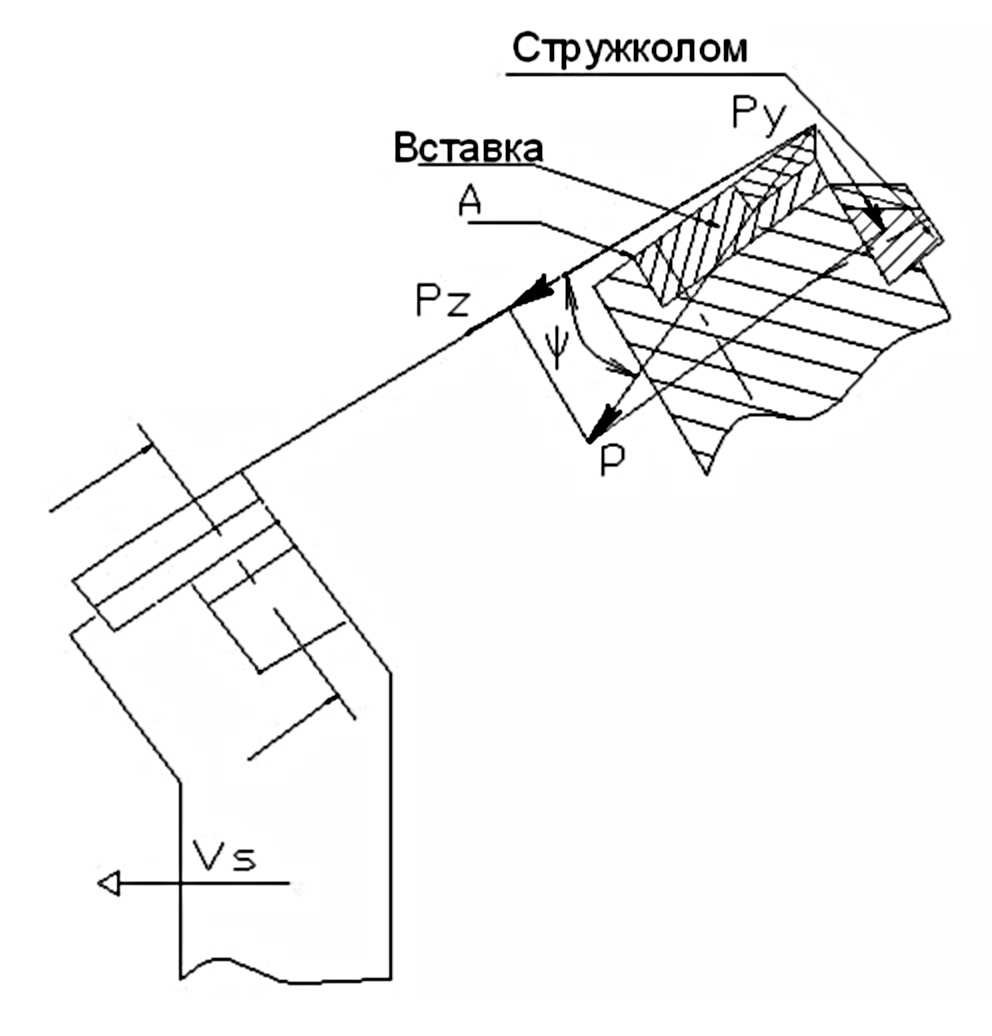
Рис. 4.23
На рис. 4.23 результирующая P составляющих сил Pz и Py направлена под углом ψ по отношению к силе Pz и проходит справа от точки А, обеспечивая отсутствие опрокидывающих моментов, действующих на вставку. При резании угол ψ равен 19 – 75° в зависимости от режима резания. Значения угла следует учитывать при проектировании подобных резцов. Резец снабжен стружкозавивателем. Винт крепления стружкозавивателя будет разгружен от действующих сил резания, если его рабочая поверхность будет расположена под углом не более 45 по отношению к опорной поверхности.
4.9. Резцы с режущими элементами из сверхтвердых инструментальных материалов
В качестве
режущих элементов используют природные
или синтетические алмазы и материалы
на основе кубического нитрида бора
массой до 1 – 3 карат (1карат ≈ 0,2 грамм)
в зависимости
от длины режущей кромки
![]() ,
где G – масса режущего
элемента.
,
где G – масса режущего
элемента.
Алмазные резцы применяют для обработки заготовок из цветных металлов и сплавов, стеклопластиков, пластмасс и некоторых других материалов. Композиты (эльбор – Р, гексанит – Р) применяют для обработки заготовок из закаленных сталей и чугунов. В связи с невысокой прочностью сверхтвердых материалов возможна лишь чистовая и получистовая обработка с небольшой глубиной резания и небольшой подачей. Эффективность работы резцов из сверхтвердых материалов в 5 – 6 раз выше эффективности работы твердосплавных резцов. Передние и задние углы у резцов следует назначать с учетом обеспечения необходимой прочности лезвия. Передний угол γ=5…100 назначают в зависимости от свойств материала заготовки, задний угол α = 8 …120 .
В производстве применяют следующие конструкции резцов с СТМ:
1) с припаянным алмазом (рис. 4.24).
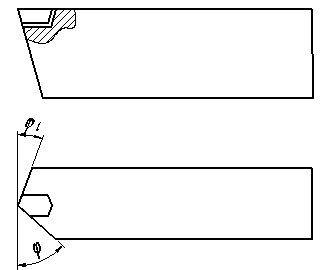
Рис. 4.24
2) с механическим креплением кристалла алмаза (рис. 4.25).

Рис. 4.25
Режущие кромки этих резцов могут быть прямолинейными (рис. 4.26), радиусными (рис. 4.27) и с переходной фаской (рис. 4.28); последние два варианта улучшают шероховатость обрабатываемой поверхности и несколько повышают стойкость РИ.
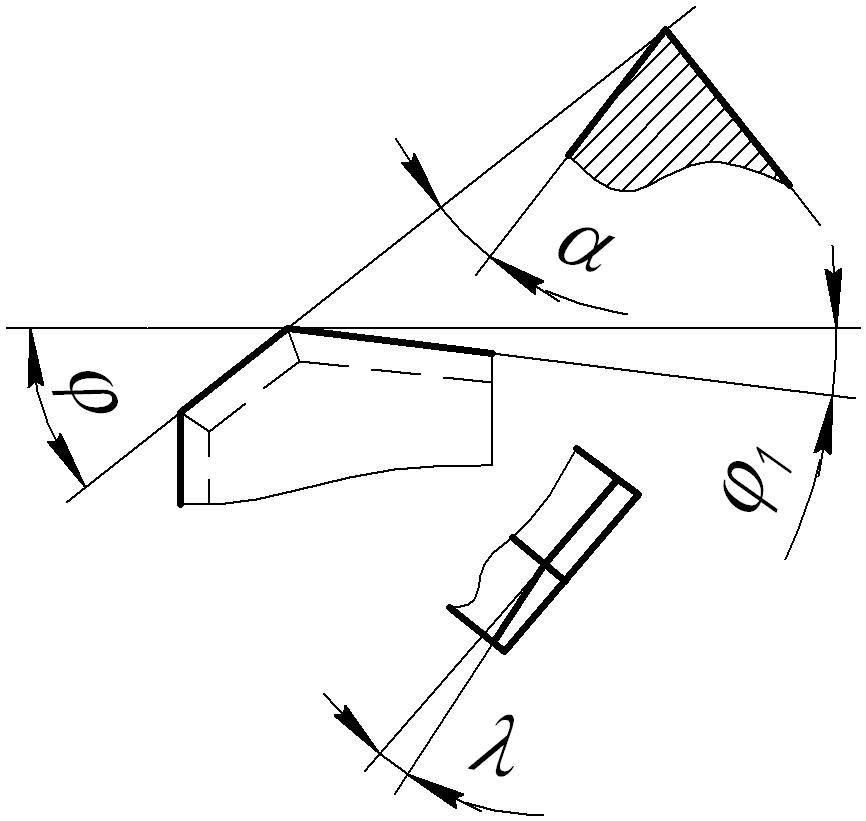

Рис. 4.26 Рис. 4.27
 Рис. 4.28
Рис. 4.28
3) с механическим креплением минивставок с кристаллами алмаза или композита (рис. 4.29).
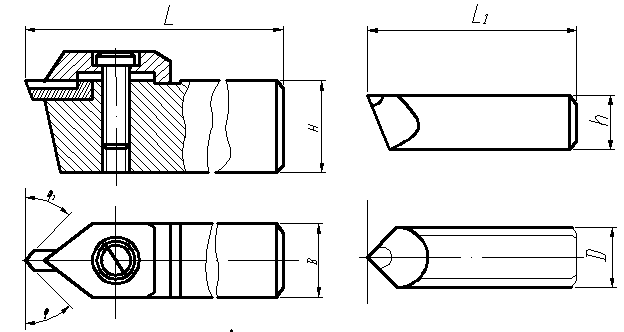
Рис. 4.29
4) с механическим креплением многогранных пластин из композита (рис. 4.30).
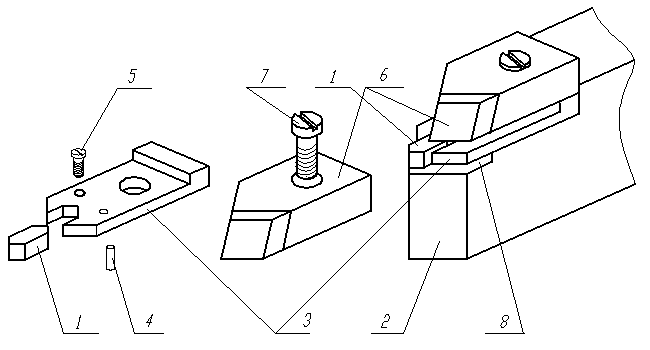
Рис. 4.30
1 - многогранная пластина; 5 - винт крепления обоймы;
2 - корпус; 6 - прихват;
3 - обойма; 7 - винт крепления прихвата;
4 - штифт; 8 - твердосплавная подкладка.