

6.1.3. Метчик
Метчик состоит из следующих основных частей:
lрч – режущая часть (заборный конус);
lрч – калибрующая часть (в калибрование резьбы участвует только 1- ая нитка резьбы на lкч, а остальная lкч работает как направляющая и обеспечивает осевую подачу при нарезании резьбы в отверстии);
lрч – хвостовик;
lрч – квадрат для передачи крутящего момента на метчик.
Метчик изготавливается из винта путем создания на нем режущих кромок: передняя поверхность образуется стружечными канавками, для равномерного снятия припуска выполняют заборный конус. Для создания задних углов на режущей части(заборном конусе) выполняют затылование зубьев метчика по вершинкам и боковым поверхностям.
На калибрующей части метчика выполняется обратная конусность для уменьшения трения по задней поверхности.
Метчики бывают четырёх степеней точности: Н1, Н2, Н3, Н4 точность снижается с увеличением номера. У метчиков степеней точности Н1, Н2 и Н3 дополнительно делается небольшое по величине затылование по архимедовой спирали на калибрующей части шлифовальным кругом после ТО для уменьшения трения. Величина падения затылка на ширине пера 0,05 мм, для исключения заклинивания образующейся при нарезании стружки при выворачивании метчика.

Рис. 6.3
Метчики бывают:
слесарные (ручные)
машинно – ручные одинарные и в комплекте из 2 штук
машинные
гаечные
комбинированные
сборной конструкции
Для нарезания резьбы метчиком к нему необходимо приложить усилие, после того как произошло врезание метчика в заготовку, осевое усилие не требуется – далее он работает с самоподачей.
Расчет машинно – ручного метчика
dT – диаметр торцевой части метчика(dT выбирается на 0,1…0,4 мм меньше диаметра подготовленного под резьбу отверстия);
d – наружный диаметр метчика;
lкв – длина квадрата лапки;
кп – падение затылка на ширине пера у шлифованного метчика.
Число перьев (каналов метчика ) зависит от диаметра d
для d = (2 – 20мм.): z = 2 – 3
d = (22 – 36мм.): z = 3 – 4
d = (39 – 52мм.): z = 4 – 6
Для средних размеров резьб – 3 – 4 пера.
Метчик 3-х пёрый работает лучше 4-х пёрого т.к. у него меньше контакт с заготовкой, следовательно нарезание резьбы происходит при меньшем Мкр, но 3-х пёрый метчик труднее контролировать по диаметру.
Канавки должны быть достаточны по размерам для размещения стружки и не должны снижать прочность метчика. Профиль стружечных канавок должен обеспечивать рациональную геометрию зубьев и быть простыми в изготовлении.
Передняя поверхность канавок может быть выполнена в одном из двух вариантах.
плоская
радиусная
В первом случае обеспечивается более рациональное изменение угла по высоте профиля зуба.
Угол при обработке заготовок:
из чугуна, стали, хрупкой латуни и бронзы: = 0 – 50
из стали средней твердости и латуни: = 8 – 100
из вязкой стали и меди: = 12 – 150
из алюминия: = 16 – 250
Метчики перетачиваются по передней поверхности. Метчики с прямыми канавками проще перетачивать. Метчики с винтовыми канавками работают более плавно, обеспечивают лучший отвод стружки, имеют повышенный период стойкости, но их труднее перетачивать.
Направление винтовой линии метчиков с винтовыми канавками определяется требованиями направления движения стружки.
Если требуется направить стружку по направлению подачи метчика, то направление винтовой линии канавки должно быть обратно направлению резьбы метчика.
С целью обеспечения движения стружки по направлению движения правозаходного метчика у прямозубого метчика на длине заборной части конуса делается скос (рис. 105).
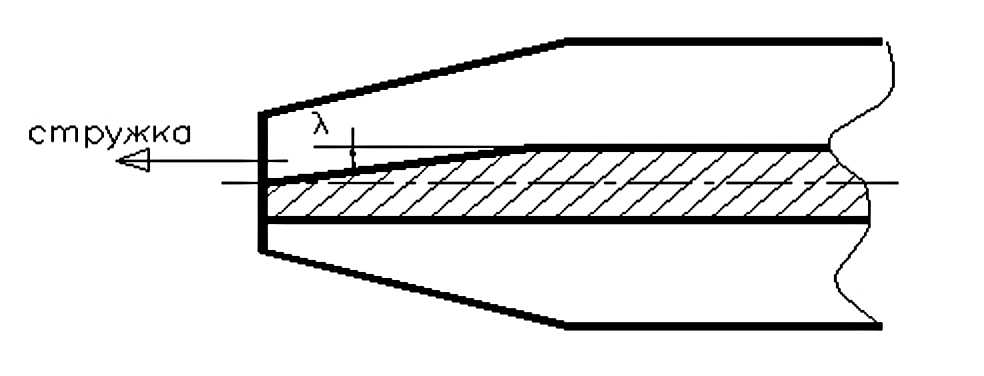
Рис. 6.4
= 6 – 120. Меньшее значение принимают для ручных метчиков и при нарезании резьбы в легких сплавах. Падение затылка к:
К =
![]()
где dT – диаметр по торцу метчика,
z – количество перьев.
Расчет метчика. Сводится к определению угла на заборном конусе:

Рис. 6.5
lе – режущая часть, которая участвует в формирование резьбы в заготовке;
a1 – толщина срезаемого слоя в направлении, перпендикулярном к оси метчика;
а – толщина срезаемого слоя в направлении перпендикулярном к образующей заборного конуса.
![]() ;
;
![]() ;
;
![]()
![]() ;
;
![]()
n – число резцов участвующих в снятии припуска h;
h – высота профиля резьбы;
z – число перьев;
р – шаг резьбы.
a = a1cos = (р/z) tg cos;
a = р/z sin (1)
После всех преобразований получим:
sin = a·z/р (2)
σ = а/р откуда: = arcsin (a·z/P)
Отношение а/р = σ часто задаётся в справочниках, тогда угол равен:
= arcsin (σ·z)
Угол наклона от 3 – 40 до 18 –200 в зависимости от типа метчика.
Толщина срезаемого слоя а должна удовлетворять условиям:
1) не должна быть меньше радиуса скругления режущих кромок, чтобы осуществлять процесс резания и исключить подминания удаляемого слоя задней поверхностью зубьев.
2) наибольшая толщина срезаемого слоя должна быть такой чтобы получить требуемую шероховатость поверхности и нужное качество поверхностного слоя.
По справочникам a = (0,02 – 0,15)мм. Меньшие значения толщины относится к нарезанию резьбы в стальных заготовках, большее в чугунных а=(0,08 – 0,12).
После определения угла заборного конуса , длину заборного конуса находят по формуле:
lрч = (d – dТ)/ (2tg)
Длина lрч установлена:
при нарезании резьбы в глухих отверстий: lрч = 2р;
при нарезании резьбы в сквозных отверстий: lрч = 6р;
у гаечных метчиков: lрч = 12р;
Кроме того lрч зависит от точности нарезаемой резьбы и материала заготовки, чем больше точность резьбы и ниже высота микронеровностей поверхности, тем больше lрч. С ростом твердости и прочности обрабатываемого материала увеличивается и lрч, например: в титановых сплавах lрч = (12 – 20)Р.
Длина калибрующей части выбирается на основании следующих рекомендаций:
lкч =(1,2 – 1,5)d – для малых диаметров(до 3-х мм)
lкч = d – для средних диаметров (свыше 3 до 20 мм)
lкч =(0,6 – 0,8)d – для больших диаметров(более 20 мм)
Так же lкч может быть выражена через р, например :
для машинных и гаечных метчиков: lкч = 8р
для ручных метчиков: lкч = (6 – 8)р.
Для уменьшения трения по задней поверхности и величины разбивки нарезаемой резьбы калибрующая часть резьбы выполняется с обратной конусностью.
Шлифованные метчики (класс точности Н1, Н2, Н3) обеспечивают наибольшее качество нарезаемой резьбы. Они затыловываются по профилю резьбы и на lрч и на lкч.
Затылование на калибрующей части производится с небольшой величиной падения затылка – Кп – на ширине пера равной (0,02 – 0,05)мм. При этом на боковых режущих кромках создаются задние углы, которые приводят к хорошей работе метчика. Увеличение Кп на боковых сторонах профиля резьбы, больше указанных величин нецелесообразно, т.к. при вывертывании метчика из отверстия образованная стружка может попасть на заднюю поверхность зубьев метчика и заклинить метчик, что приведет к его поломке.
Режущая часть метчика работает по генераторной схеме резания. При этом остаются следы от работы каждого резца режущей части метчика, что повышает Ra профиля нарезаемой резьбы. Для снижения величины Rа применяются метчики с комбинированной схемой резания у которых по генераторной схеме резания работают резцы lрч, а по профильной схеме резания работает 1-ый калибрующий зуб lкч (рис. 6.6).
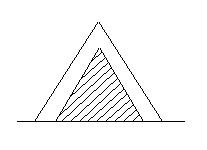
Рис. 6.6
Для осуществления такой схемы резания необходимо чтобы резьба на режущей части была изготовлена с меньшим значением среднего диаметра, а на lкч с большим значением среднего диаметра.
Класс точности метчика зависит от степени точность резьбы.
Резьба гайки 4Н,5Н 5Н,6Н 6Н 6Н,7Н 6G 7G
М
 етчик
H1 H2
H3 H4
G1 G2
етчик
H1 H2
H3 H4
G1 G2


шлифование
Класс точности G – применяется при нарезании резьбы под последующие покрытие.
При нарезании резьбы метчиком должно быть обеспечено выполнение условия его прочности: момент от сил резания должен быть меньше или равен допустимому крутящему моменту по критерию прочности метчика. Если это условие не выполняется, то переходят к нарезанию резьбы комплектом метчиков из 2-х или 3-х (последовательное нарезание резьбы метчиками). У 2-х комплектных метчиков1-ый метчик – черновой (снимает 70% припуска), 2-ой - чистовой (снимает 30% припуска).
У 3-х комплектных метчиков 1-ый метчик – черновой (снимает 50% припуска), 2-ой – средний (снимает 35% припуска), 3-ый- чистовой (снимает 15% припуска).
Требуемое распределение припуска между метчиками в комплекте достигается уменьшением среднего и наружного диаметров метчика.
Прогрессивные конструкции метчиков.
Чтобы уменьшить поломки метчиков надо:
увеличить прочность тела метчика.
уменьшить крутящий момент от сил резания и от трения при нарезании резьбы.
Первому требованию удовлетворяют следующие метчики:
а) метчик у которого канавка выполнена только на режущей части (рис. 6.7, а) длина стружечной канавки несколько превышает длину режущей части, а угол наклона имеет обратное направление по сравнению с резьбой метчика. Отсутствие стружечных канавок на lкч обеспечивает повышение прочности тела метчика. Однако при работе такого метчика затруднён отвод стружки и скопление её в стружечных канавках может привести к заклиниванию и поломке метчика.
б) метчик для образовании резьбы в заготовках из пластичных материалов (рис. 6.7, б).
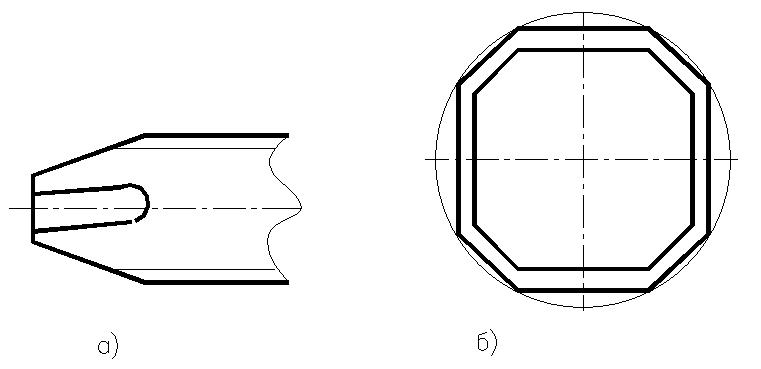
Рис. 6.7
Второму требованию удовлетворяют следующие конструкции метчиков:
с шахматным расположением зубьев
коррегированные метчики
с внутреним подводом СОЖ
У метчиков с шахматным расположением зубьев зубья по винтовой линии срезаны через один (рис. 6.8).
 Рис. 6.8
Рис. 6.8
За счёт уменьшения числа зубьев метчика уменьшается контакт резьбы метчика с нарезаемой резьбой и уменьшение силы трения. Однако увеличивается в 2 раза толщина срезаемого слоя по сравнению с обычным метчиком. Ввиду разной степени влияния толщины и ширины на силы резания, момент от сил резания увеличивается незначительно или даже уменьшается.
Недостаток: из-за больших нагрузок на резцы этого метчика его стойкость меньше чем у обычного метчика, в связи с этим данные метчики применяются для обработки не прочных материалах, например при нарезании резьбы в заготовках из алюминия.
У корригированных метчиков угол профиля резьбы метчика выполнен на 4-6° меньше угла профиля нарезаемой резьбы, что уменьшает трение по боковым сторонам зубьев (рис. 6.9).
При работе метчика толщина срезаемого слоя такая же, как и при работе нормального метчика, отсюда происходит меньшее изнашивание, чем метчика с шахматным расположением зубьев. Главной особенностью корригированных метчиков является уменьшенный контакт профиля зубьев по сравнению с контактом нормального метчика. При этом контакт профиля зубьев метчика будет происходить на толщине срезаемого слоя а, в остальных частях будут наблюдаться боковые зазоры 2 - 30 (рис. 6.10).
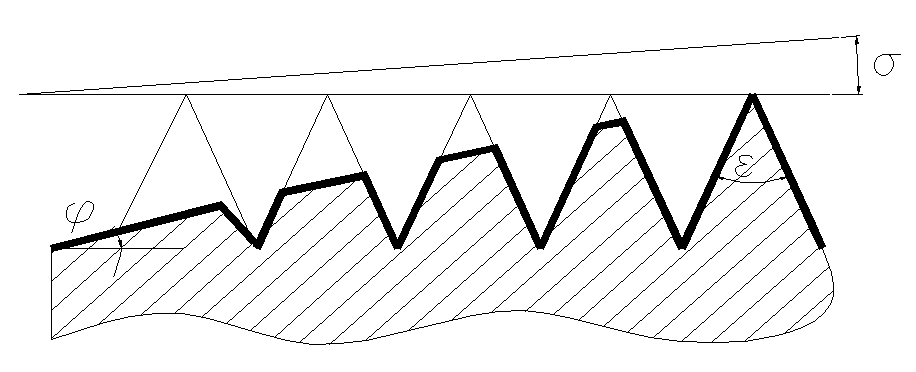
Рис. 6.9
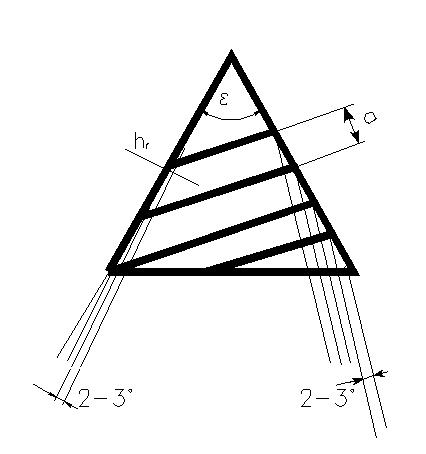
Рис. 6.10
hr – высота гребешка
Из схемы формирования профиля резьбы (на рис. 6.10) следует, что на боковых сторонах профиля резьбы остаются гребешки высотой hr которые по своей высоте на практике не превышают высоту микронеровностей обработанной поверхности резьбы, т.к. hr равно:
hr = a tg(2 – 3)0 – мала, а =(0,02… 0,15) мм; hr =(0,00069…0,0078) мм. Корригированные метчики можно применять в таких случаях при которых невозможно применение нормальных метчиков, например при нарезании резьбы в закаленных стальных заготовках и в труднообрабатываемых материалах.
Однако при перетачивании по передней поверхности: снижается средней диаметр резьбы метчика. А из-за большой величины обратной конусности в окончательном формирование резьбы, участвует последний зуб на lрч.
У метчиков с внутренним подводом СОЖ имеется центральное отверстие через которое в зону резания подается СОЖ под давлением (10 – 20)атм.
В литературе приводятся и другие прогрессивные конструкции метчиков:
с твердосплавными пластинами
метчики – протяжки.
и другие (см. самостоятельно)