

Форма задней поверхности.
Заточка по задней поверхности резца может быть: одинарной (рис. 4.12), двойной (рис. 4.13) или тройной (рис. 4.14).
Одинарная заточка задней поверхности (рис. 4.12) обеспечивает невысокое качество заточки, т.к. твёрдый сплав (ТС) и сталь корпуса обрабатываются одной маркой шлифовального круга (она должна быть разной, например для стали – электрокорунд, а для ТС – карбид кремния). Доводка задней поверхности пластины из ТС алмазосодержащим инструментом невозможна, т.к. одновременно будет шлифоваться и корпус из стали(алмазосодержащий инструмент не применяется для обработки стали, т.к. алмаз при t=700°С и присутствии железа графитизируется).

Рис. 4.12
Двойная заточка по задней поверхности резца (рис. 4.13). Снимает проблемы одинарной заточки. Широко применяется, но при доводке происходит задевание стали корпуса, что нежелательно при использовании алмазосодержащего инструмента.
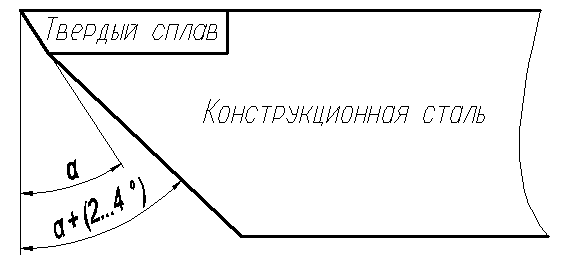
Рис. 4.13
Тройная заточка по задней поверхности (рис. 4.14). По задней поверхности твёрдого сплава делается фаска высотой ∆ под углом a - (2…40), алмазным или эльборовым шлифовальным кругом, т.е. выполняется доводка.
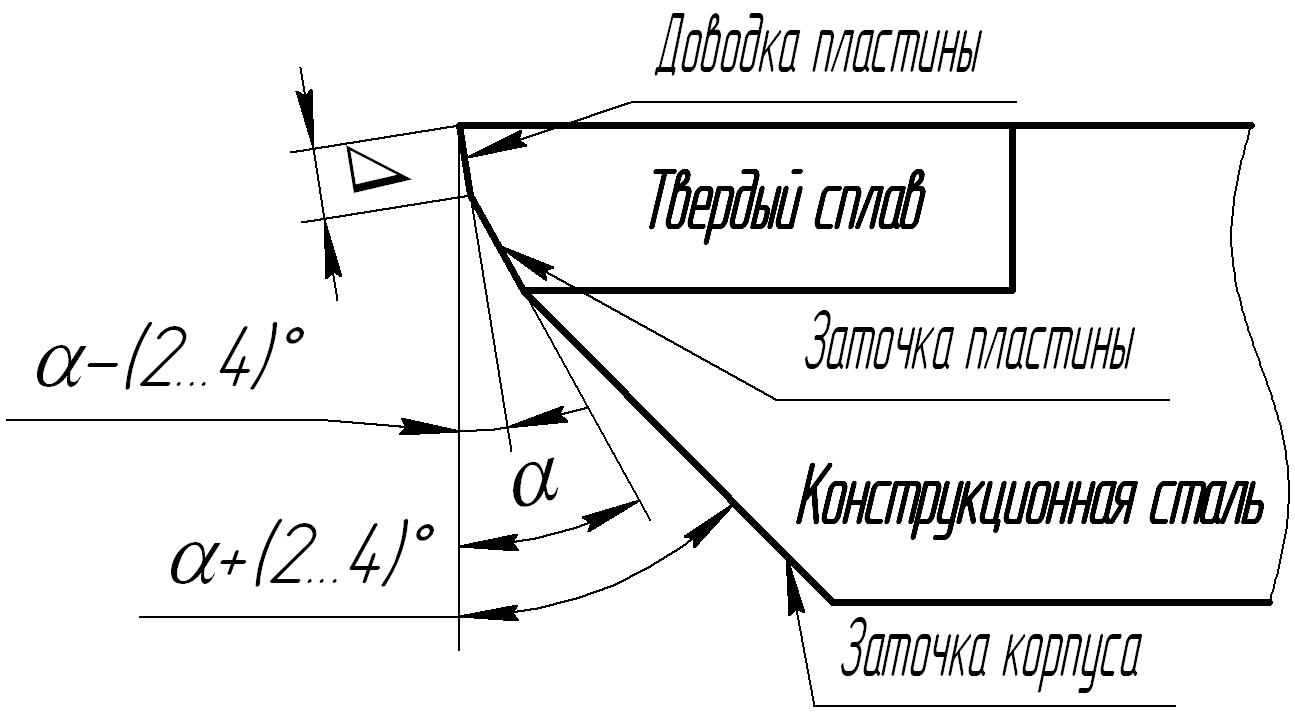
Рис. 4.14
Доводка – это вид заточки алмазным или эльборовым кругом на щадящих режимах заточки (малой глубине снимаемого слоя за один проход и меньшей продольной подачей).Доводка повышает точность профиля режущей кромки РИ, уменьшается шероховатость задней поверхности РИ, происходит при относительно низкой температуре в зоне заточки, что уменьшает глубину дефектного слоя.
4.5. Резцы с приклеенными пластинами
При приклеивании пластин используются высококачественные клеи, в основном многокомпонентные эпоксидные клеи, например ВК 9, ВОК 20 и др.
Приклеивание осуществляется по определённой технологии в условиях повышенной температуры (200…3000 С) и длительности процесса приклеивания (1-2 суток).
Достоинства крепления пластин приклеиванием:
нет трещин на пластине,
простота корпуса РИ,
инвариантность геометрии режущей части РИ.
Недостатки крепления пластин приклеиванием:
потеря инструментального материала РИ при переточке,
длительность процесса приклеивания,
однократное использование державки,
ненадёжность клеевого соединения в условиях высоких температур, вибрации, применения СОЖ.
Область применения:
РИ с приклеенными пластинами находят ограниченное применение. Однако приклеивание считается перспективным при условии создания высокопрочных и высокотемпературных клеев.
4.6. Резцы с креплением пластин силами резания.
Достоинства:
равнодействующая сила резания направлена так, что пластина прижимается к гнезду и удерживается этой силой,
быстрота смены пластины,
возможность использования СМП,
простота конструкции,
возможность использования круглых пластин с непрерывным их вращением под действием сил резания.
Недостатки:
непостоянство силы резания приводит к снижению точности обработки;
наличие граничных условий удержание пластины на державке:
a<Ψ<(900 - g), обычно y @ 19…75°;
необходимое устройство для удержания пластины на державке при холостом ходе.
Область применения:
Возможно применение в условиях АП.
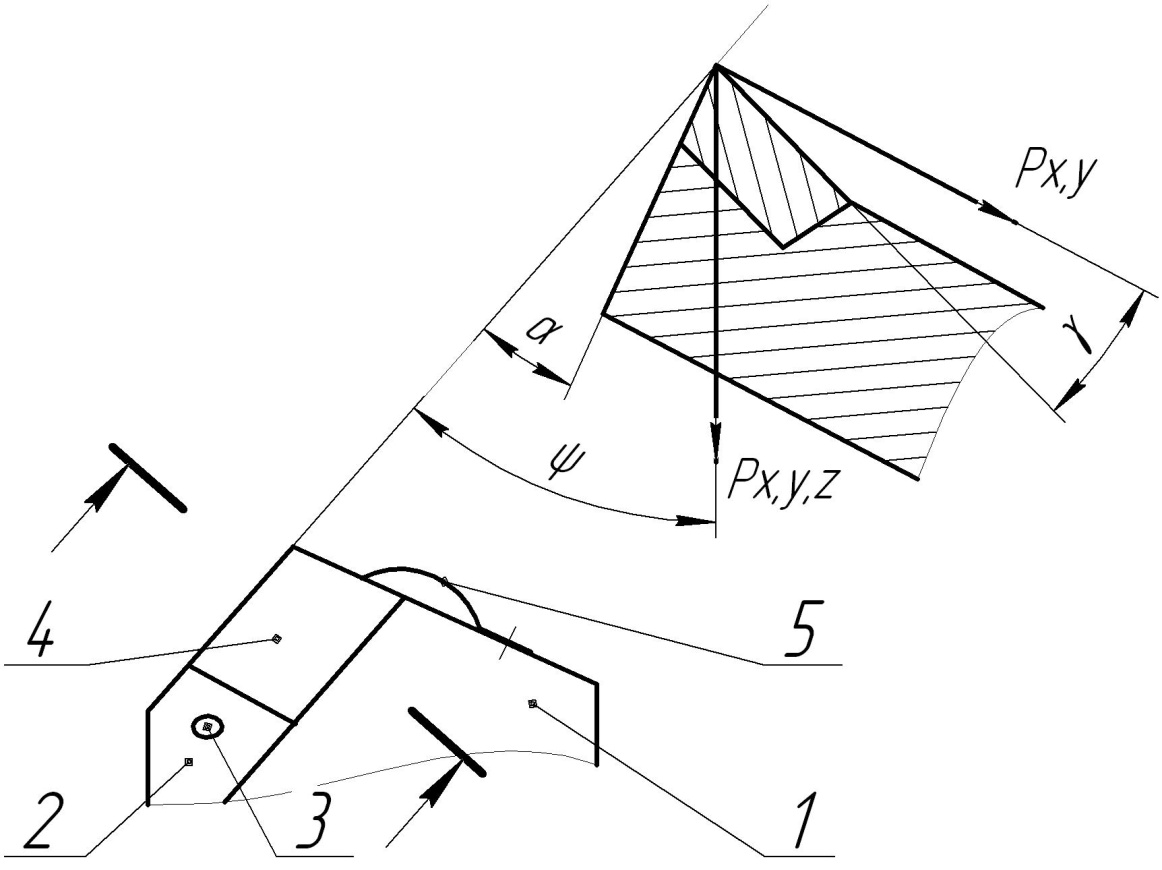
Рис. 4.15
1 – державка(корпус резца);
2 - опорная пластина, в которую упирается режущая пластина;
3 – штифт опорной пластины;
4 – режущая пластина;
5 – пластинчатая пружина для удержания режущей пластины при холостых ходах.