

5.4. Концевые фрезы
Применяются при фрезеровании пазов, уступов, плоскостей, поверхностей.
В зависимости от вида обработки концевая (КФ) могут быть мерным или немерным инструментом.
Мерный инструмент – это инструмент размеры, которого строго определены размерами обработанной поверхности. Например концевая фреза обрабатывающая паз (рис. 5.11, а) является мерным инструментом, а торцовая фреза обрабатывающая плоскость (рис. 5.11, б) является немерным инструментом (НМИ).
Размеры немерного инструмента могут быть выбраны в достаточно широких диапазонах. В зависимости от вида обработки один и тот же инструмент может выступать как мерный, так и немерный, например фреза обрабатывающая уступ (рис. 5.11, в)

Рис. 5.11
Размеры НМИ выбираются в широком диапазоне (диаметр торцевой фрезы считают равным 1,2…1,5В).
Область применения концевых фрез:
мелкозубые – для чистовой обработки;
крупнозубые – для черновой обработки;
часто используются на станках с ЧПУ для контурной обработки;
В зависимости от диаметра фрезы хвостовик фрезы может быть коническим или цилиндрическим (при большем диаметре).
Отличия крупнозубых фрез от мелкозубых:
уменьшенное количество зубьев z, что увеличивает объём стружечных канавок для размещения стружки;
увеличенный угол наклона стружечных канавок w до 40…45 градусов для улучшения стружкоотвода (это особенно важно при фрезеровании глубоких пазов);
задняя поверхность зуба выполнена криволинейной (по дуге окружности) что увеличивает прочность зуба.
Угловой шаг зубьев концевых фрез (как крупнозубых так и мелкозубых) может быть выполнен неравномерным что способствует уменьшению вибраций при фрезеровании (рис. 5.12).

Рис. 5.12
5.5. Торцовые фрезы
Торцовые фрезы применяются для фрезерования больших поверхностей деталей, торцовое фрезерование обеспечивает высокую производительность, высокую стойкость инструмента при достаточно высоком качестве обрабатываемой поверхности.
Торцевые фрезы оснащаются либо ножами с пластинами из БРС или из твёрдых сплавов, либо вставками из БРС или минералокерамики. Пластины из БРС и твёрдых сплавов припаиваются к корпусам ножей, а сами ножи закрепляются на корпусе фрезы механически. У торцовых фрез оснащённых СМП из твердого сплава или минералокерамики крепление режущих элементов осуществляется механически либо на корпусе фрезы, либо на вставках, закреплённых в корпусе фрезы.
Корпуса торцовых фрез могут быть цилиндрическими (рис. 5.13, а), либо коническими (рис. 5.13, б).
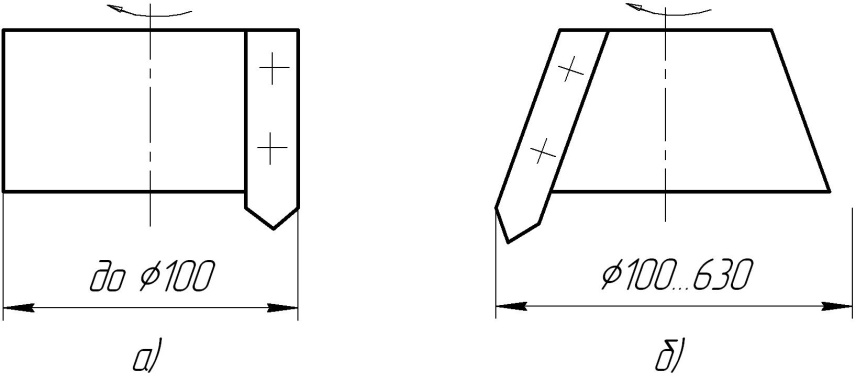
Рис. 5.13
5.6. Фасонные затылованные фрезы
Затылование задней поверхности производится для образования задних углов. Фасонные затылованные фрезы перетачиваются по передней поверхности, с использованием универсальных или оптических делительных головок (УДГ, ОДГ) или специальных приспособлений, специальных станков для заточки червячных фрез. Для заточки червячных фрез с винтовой поверхностью необходимо обеспечить согласование осевого перемещения фрезы с её одновременным поворотом.
Существует два типа затылованных фрез:
1) с не шлифованной задней поверхностью (зубья с одинарным затылованием);
2) со шлифованной задней поверхностью (как правило, это зубья с двойным затылованием).
Шлифование задней поверхности зубьев фрез применяется, как правило, для дорогостоящих фрез (ЧМФ или ЧШФ), а так же для инструмента предназначенного для чистовой обработки.
Во всех случаях фрезы изготавливаются с нешлифованной задней поверхностью. Затылование как одинарное, так и двойное сначала выполняется токарно-затыловочным резцом на заготовке в сыром состоянии. Шлифование задней поверхности затылованной поверхности осуществляется после Т.О. шлифовальным кругом в пределах первого (основного) затылования.
При переточке затылованных фрез приходится снимать в 4…5 раз больший объём металла по сравнению с объёмом, который снимается при переточках не затылованных острозаточенных фрез.