

4.13.1. Геометрические параметры фасонных резцов.
Передние и задние углы γ и α.
Назначают не в главной секущей плоскости (как у обычного токарного резца) а в плоскости, перпендикулярной оси заготовки (рис. 4.56, 4.57, 4.58).
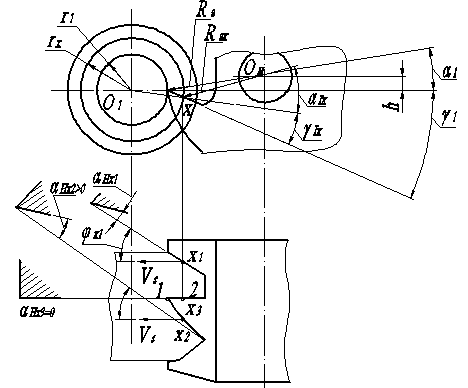
Рис. 4.58
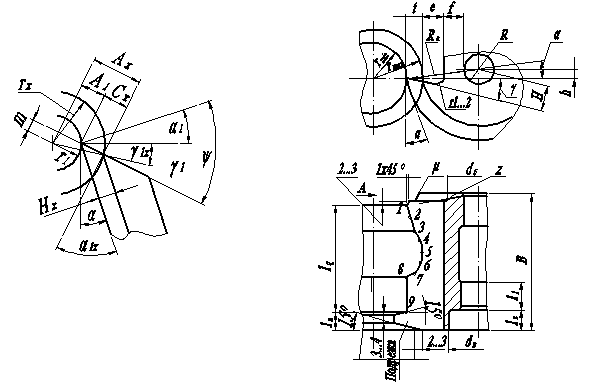
Рис. 4.59 Рис. 4.60
Значения
этих углов изменяются в зависимости от
радиуса rx
заготовки, проведенного в рассматриваемую
точку х режущей кромки. Табличные
значения этих углов назначают для
базовой точки 1- α1 γ1 (см.
практические занятия). У КФР требуемое
значение угла α1 обеспечивается
смещением оси КФР выше горизонтальной
осевой детали на величину
![]() , где R1 – базовый
радиус КФР, а угол γ1 обеспечивается
заточкой: рабочая поверхность шлиф.
круга смещается относительно оси КФР
на величину
, где R1 – базовый
радиус КФР, а угол γ1 обеспечивается
заточкой: рабочая поверхность шлиф.
круга смещается относительно оси КФР
на величину
![]() .
.
У ПФР требуемое значение α1 и γ1 обеспечивают соответствующей его установкой при угле заточки передней поверхности Ψ= α1+ γ1.(рис. 4.57).

Рис. 4.61
Размеры H и h указываются в маркировке КФР и на рабочих чертежах
Значения углов αх и γх в остальных х- точках профиля детали можно определить по следующим формулам (рис. 4.57, 4.60):
Передний угол γх для ПФР и КФР.
![]()
![]()
Задний угол αх для ПФР.
![]() .
.
Задний угол αх для КФР.
![]() ,
где
,
где
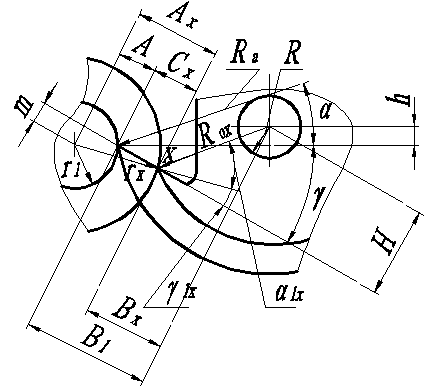
Рис. 4.62
Стойкость
резцов определяется величиной углов в
главной секущей плоскости
![]() и
и
![]() ;
значения которых определяются по
формулам:
;
значения которых определяются по
формулам:
![]() ,
,
![]() ,
,
где
![]() -угол
в плане (он же угол профиля в точке х
режущей кромки). Угол в плане – это уол
между касательной в точке х и направлением
подачи в общем случае. Его значение
лежит в интервале
-угол
в плане (он же угол профиля в точке х
режущей кромки). Угол в плане – это уол
между касательной в точке х и направлением
подачи в общем случае. Его значение
лежит в интервале
![]() для режущих кромок фасонного резца,
перпендикулярных к оси детали при
параллельном расположении оси КФР или
базы ПФР и оси детали
для режущих кромок фасонного резца,
перпендикулярных к оси детали при
параллельном расположении оси КФР или
базы ПФР и оси детали
![]() и тогда, как следует из формул
и тогда, как следует из формул
![]() и
и
![]() ,
что недопустимо. Поэтому на этих участках
выполняют поднутрения (рис. 4.63, 4.64) или
применяют фасонный резец с винтовыми
образующими (рис. 4.54) или используют
фасонный резец с наклонным расположением
его оси или базы к оси детали (рис. 4.51,
4.52).
,
что недопустимо. Поэтому на этих участках
выполняют поднутрения (рис. 4.63, 4.64) или
применяют фасонный резец с винтовыми
образующими (рис. 4.54) или используют
фасонный резец с наклонным расположением
его оси или базы к оси детали (рис. 4.51,
4.52).
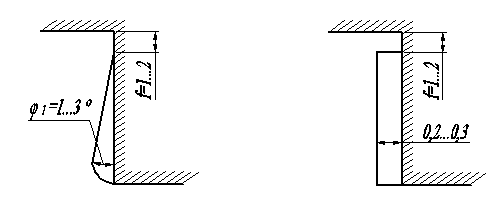
Рис. 4.63 Рис. 4.64
Остальной материал по профилированию фасонных резцов см. в практических занятиях.
Тема 5. Фрезы
Это инструмент с несколькими зубьями, расположенными по окружности, имеющий определённую окружную скорость, являющуюся скоростью резания и движение подачи, либо в попутном, либо во встречном направлении.
Обеспечивает высокую производительность, применяют во всех типах производств, точность обработки до 7 квалитета, Ra до 1,6 мкм.
Рис. 5.1
По расположению зубьев различают фрезы:
- цилиндрические, обрабатывают своей передней поверхностью;
- торцовые, обрабатывают торцом;
- угловые, для обработки различных угловых канавок;
- конические, для образования конических поверхностей;
- фасонные, имеющие фасонный профиль для обработки фасонной поверхности;
- комбинированные, (торцово-цилиндрические, дисковые и т.д.).
По конструкции зубьев фрезы:
- с незатылованными о зубьями (острозаточенные),
- с затылованными зубьями.