2. Современное состояние и перспективы развития цбп в рб.
1.ОАО″Светлогорский ЦКК″ (Гофрокартон, мешки, фильтровальный К, кашированный К, соты, гильзы).
2.Слонимский КБЗ. Сырье — МАК и привозная Ц. Коробочный К с покровным слоем из белёной Ц, из небел. Ц; мелованные виды Б, сан-быт виды Б(из МАК), парафинированная Б, пачечная Б, полиграфический К.
3.ЦБЗ «Герой труда» г. Добруш. Писчая бумага №1, №2(№1-100%-ая Ц, №2 и далее Ц+ДМ), тетрадная Б, Б-основа для обоев, рисовальная и чертёжная Б, цветная Б.
4.Б фабрика ″Спартак″ г.Шклов. Б-О для обоев. К для промышл. нужд, гофрокартон. Предусматривается стр-во завода по про-ву ДМ для про-ва газет.Б.
5.Фабрика″Гомельобои″. Итальянское оборудование Произ-во всех видов обоев.
6.Г.Минск″Белорусские обои″
7.г. Чашники: гофроК, гофротара, основа для клеевой ленты, Б-О для битумирования.
8. Г. Борисов: акцизные марки, Б под металлизированное покрытие, конверты, тетради, форматки, накладные.
9.Фабрики по произ-ву листового К периодич способом (Раёвка,Ольховка,Пуховичи). Битумированная Б, антикарозийная.
БелАЗ,МАЗ(прокладоч К для изготовления кабин), тракторн.завод, ″Криница″-для фильтрации, электротехнический завод, Дом Печати, ″Горизонт″
9.Осиповичский картонно-рубероидный завод(цех переработки тряпич ПМ, произ-во рафинёрной ДМ, цех по переработке ДМ, цех пропитки, КДМ для выпуска К-основы для рубероида).
3. Окорка, распиловка и рубка балансов.
РАСПИЛОВКА.По принципу надвигания распиливаемых бревен на вращающийся диск пилы работают .многопильные станки непрерывного действия, или так называемые слешеры. Многопильный станок состоит из смонтированного на наклонной деревянной или металлической раме поперечного многоцепного транспортёра, подающего бревна к дисковым пилам, располагаемым между цепями, и привода к транспортеру и пилам, помещаемого под станком. Цепи транспортера шарнирного типа снабжены мощными захватами и приводятся в движение звездочками, закрепленными на валу, расположенном в нижней части стола.
Число пил на слешере определяется необходимым числом реэов и, следовательно, зависит от длины бревна и длины получаемых отрезков. В целлюлозном производстве длина последних обычно около 2—2,5 м, следовательно, шести-семиметровое ировно разрезается на три части, для чего достаточно двух пил. Для древесномассного производства требуются более короткие отрезки, по длине точно соответствующие ширине шахты дефибрера, в связи с чем и число пил на слешере увеличивается до шести-семи.
Слешер, имеющий деревянную раму и предназначенный для распиловки бревен на отрезки длиной по 1200 мм, имеет скорость движения цепей 0,2 м/с и мощность двигателя, приводящего в движение пилы и транспортер, 100 кВт.
ОКОРКА.Кора не содержит ЦЕЛ и имеет тёмный цвет, плохо измельчается в щепу.Способы удаления коры :1) механический ; 2)гидравлический;3)химический.
1)Кора удаляется за счёт перетирания древесины м/ду собой ,действует сила трения и мех. действия шипов окорочного барабана.;2)Кора смывается с древесины за счёт струи воды подаваемой под очень высоким давлением.При этом обеспечивается перетирание брёвен др. о др.;3)В спец. ёмкости большого размера (50-150м3)загружается древесина и заливается конц. р-р щёлочи.
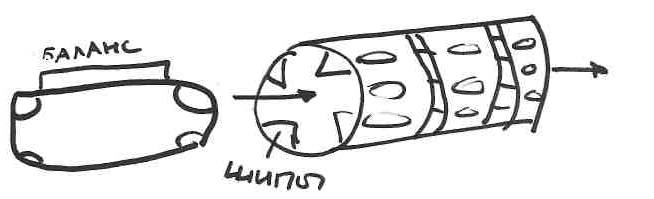 1)а)Корообдирочный
барабан: окорка сухих балансов, барабан
металлический. Особенности:происходит
параллельная укладка балансов; балансы
должны иметь длину не более 4 м.;скорость
вращения барабана 7-9 об/мин.Размеры:диаметр
5-10 м.;длина 20-32 м. Недостатки:при трении
балансов др. о др. и о шипы удаляется не
тольео кора , но и верхнии слои древесины,
поэтому высокие потери древесины.
1)а)Корообдирочный
барабан: окорка сухих балансов, барабан
металлический. Особенности:происходит
параллельная укладка балансов; балансы
должны иметь длину не более 4 м.;скорость
вращения барабана 7-9 об/мин.Размеры:диаметр
5-10 м.;длина 20-32 м. Недостатки:при трении
балансов др. о др. и о шипы удаляется не
тольео кора , но и верхнии слои древесины,
поэтому высокие потери древесины.
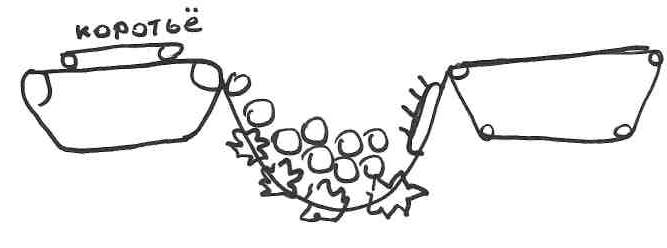
 б)
бункерные корообдирки: используются
для удаления коротья.Размеры барабана:
длина 15-20 м., ширина 4-8 м.Особенности:–
можно использовать для сухого и мокрого
коротья;–необходимо следить за углом
заточки зубчатых шестерён;–вода
снимающая кору д/б тёплой.Недостатки :
–износ шестернок;-нельзя перезаполнять
ванну более чем на 40%.Достоинства:–высокая
производительность.
б)
бункерные корообдирки: используются
для удаления коротья.Размеры барабана:
длина 15-20 м., ширина 4-8 м.Особенности:–
можно использовать для сухого и мокрого
коротья;–необходимо следить за углом
заточки зубчатых шестерён;–вода
снимающая кору д/б тёплой.Недостатки :
–износ шестернок;-нельзя перезаполнять
ванну более чем на 40%.Достоинства:–высокая
производительность.
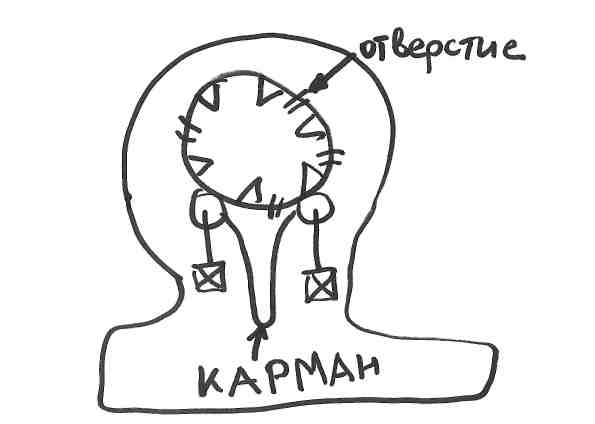
в)туннельные корообдирки:используются для оорки баланса поставляемого сплавом по реке.Особенности :–карман предназначен для сбора отделённой коры;–степень заполнения барабана не должно превышать 52%;–используется влажная древесина;–вращение барабана осуществляется за счёт рифлёных валиков, длина которых= длине барабана.Размеры: ширина 15-20м ; длина25-30 м. ; скорость вращ.барабана 5-7 об/мин.Недостатки :из-за введения в барабан воды в виде спрысков, возможно заполнение барабана водой,что замкдляет процесс окорки.
2 )Гидравлический
способ. Используется когда поступили
чураки. При заполнении ванны чураками
они имеют хаотичную укладку.
Недостатки:–большой расход воды;–повышенная
влажность коры. Размеры: длина ванны
10-15 м;ширина 3-5 м.
)Гидравлический
способ. Используется когда поступили
чураки. При заполнении ванны чураками
они имеют хаотичную укладку.
Недостатки:–большой расход воды;–повышенная
влажность коры. Размеры: длина ванны
10-15 м;ширина 3-5 м.
Оборудование
для окорки древесного сырья:
применяется двухсекционный барабан с
глухой секцией для предварительной
подготовки древесины (рис. 17). Внутренний
диаметр барабана 3850 мм, длина 20570 мм,
частота вращения 6 об/мин. Первая
секция представляет собой цилиндр
со сплошными стенками, снабженный
изнутри по периметру шестнадцатью
окорниками, назначение 3 которых —
подрезать кору. Внутрь глухой секции
подается горячая вода,
удерживаемая
там благодаря круговым порогам по обоим
концам цилиндра. Балансы с частично
разрушенной корой поступают во вторую
окорочную секцию из профильных балок
с полукруглым выступом. для окончательной
окорки; кора проваливается через щели
шириной 60 мм между балками и смывается
по желобу под барабаном. Каждая секция
опирается бандажами на две пары
катков и приводится во вращение через
редуктор и цилиндрическую шестерню
от отдельного электродвигателя
мощностью 100 кВт. В
окорочной секции балансы
обильно орошаются водой из спрысков.
На выходе из барабана установлен
подвижной затвор с электроприводом,
при помощи которого регулируется
высота слоя балансов и время их пребывания
в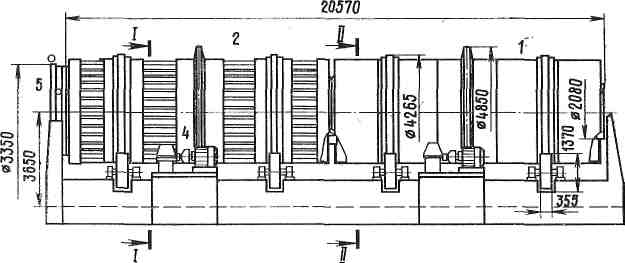 барабане
барабане
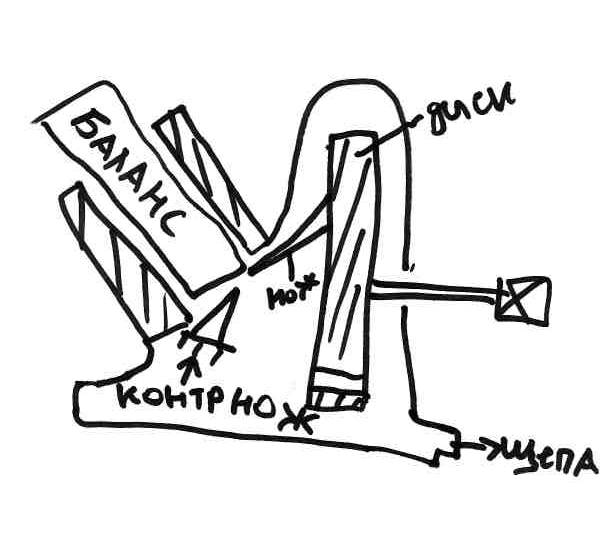
РУБКА БАЛАНСОВ. У всех рубительных машин рабочим органом являются стальные ножи закреплённые на вращающемся диске.
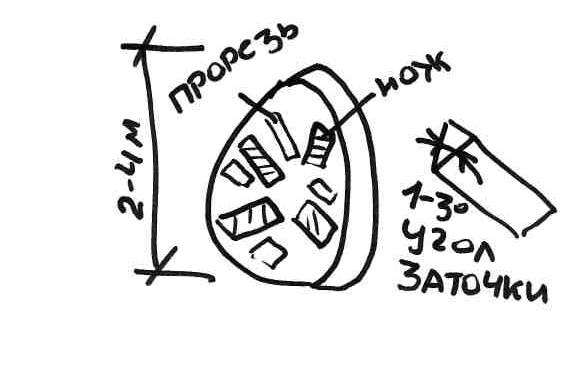
Рубительные машины подразделяются на: 1)по принципу резания; 2)по принципу подачи балансов. 1) бывают 2-х типов а)малоножевые (3-5 ножей) нож отрезающий шайбу после вращения диска удаляется и остаётся мгновение, когда следующий нож отрежет шайбу.Поэтому такие машины называют периодическими РМ.;б)многоножевые(8-14 ножей).Каждый последующий нож врезается в древесину и отрезает от неё шайбу раньше чем выйдет из неё нож предыдущий.Это непрерывные РМ. 2)бывют 2-х типов :а)наклонного;б)горизонтального