

2.1.6 Гибка производится на листогибочной четырёх валковой машине нормального типа. Марка ив 2426 ф1. Толщина листа от 3 до 30 мм. Тип вальцов – открытые.
В четырёх валковых вальцах боковые валки имеют нажимное устройство, что позволяет избежать предварительной гибки концов листа в прессе.
.
Таблица 5- Технические характеристики листогибочной машины ИВ 2426 Ф1.
Наибольшие размеры изгибаемого листа, мм Толщина при сгибе Ширина Толщина при подгибке |
40 4150 30 |
Наименьший радиус гибки, мм |
400 |
Скорость гибки регулируемая ступенчато, мм/мин |
0,9; 2,6; 7 |
Диаметр верхнего валка, мм |
560 |
Скорость подъема боковых валков, регулируемая ступенчато, мм/мин |
290; 580 |
Суммарная мощность электродвигателя, кВт Без средств механизации Со средствами механизации |
66 80 |
Габаритные размеры машины, мм Без средств механизации Со средствами механизации |
6460Х3000Х3015 13000Х9200Х7625 |
Высота над уровнем пола, мм Без средств механизации Со средствами механизации |
1725 6390 |
Для зачистки сварных швов применяем пневматическую шлифовальную машину ШР-2
Таблица 6- Технические данные ШР-2
Диаметр шлифовального круга в, мм |
150 |
Давление воздуха в сети в, атм. |
6 |
Расход воздуха в, м3/ч |
1,7 |
Мощность в л.с. |
1,4 |
Вес в кг. |
4,75 |
2.2Анализ основных материалов.
2.2.1 Данная конструкция изготовлена из стали марки 08Х18Н10Т поставляемая по ГОСТ 5632-72 и применяется как коррозионно-стойкий и жаропрочный материал.
Для оценки свариваемости данной стали необходимо рассмотреть химический состав и механические свойства стали.
Таблица 7- Химический анализ стали % (ГОСТ 5632-72)
Материал |
С |
Si |
Mn |
Сr |
Ni |
Ti |
S |
P |
08Х18Н10Т |
<0,08 |
<0,8 |
< 2,0 |
17 - 19 |
9,0 - 13 |
0,4-0,6 |
0,020 |
0,035 |
Таблица 8- Механические свойства стали (ГОСТ 5949-75)
Материал |
Режим Т.О. (t0 С) |
Gв Н/мм2 |
Gт Н/мм2 |
% |
08Х18Н10Т |
Закалка 1050- 1100 С охлаж ение на воздухе |
550
|
220 |
40 |
Так как содержание легирующих элементов составляет 33,4%, то сталь относится к высоколегированнным. Характерным отличием коррозионно-стойких сталей является пониженное содержание углерода (не более 0,12%). При соответствующем легировании и термической обработке стали обладают высокой коррозионной стойкостью при 20С и повышенной температуре, как в газовой среде, так и в водных растворах кислот и щелочей.
Для оценки структуры сложнолегированных сталей используется диаграмма Шеффлера, которая использует эквивалент никеля и эквивалент хрома для определения структуры стали. Диаграмма Шеффлера основана на разделении всех возможных легирующих элементов на элементы анстинизаторы (Ni, C, Mn, N) и ферритизаторы (Cr, Si, Nb, Mo, V, Ti, Al, W). Формулы для определения эквивалентов никеля и хрома [1, c384]:
[Ni]э=Ni+30*C+26*N+0,5*Mn ( 1 )
[Cr]э=Cr+2*Mo+1,5*Si+5*Ti+2*Al+2*Nb+1,5*W+V ( 2 )
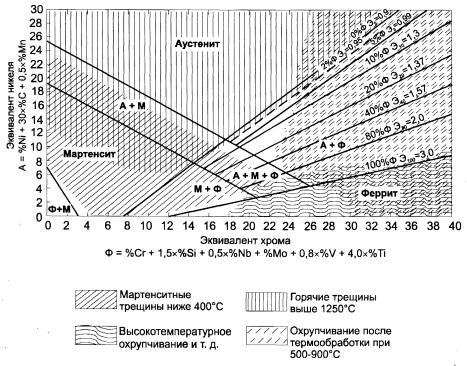
Рисунок 1 . Диаграмма Шеффлера.
[Ni]э=12+30*0,08+0,5*2=15,4
[Cr]э=18+1,5*0,08+4*0,6=20,52
По диаграмме Шеффлера данная сталь отностся к аустенитному классу.
Главной и общей особенностью сварки данной стали является склонность к образованию в шве и околошовной зоне горячих трещин, имеющих межкристаллитный характер. Образование горячих трещин связано с формированием при сварке крупнозернистой макроструктуры, особенно выраженной в многослойных швах, когда кристаллы последующего слоя продолжают кристаллы предыдущего слоя, и наличием напряжений от усадки.