

16. Обтачивание наружных конических поверхностей.
Наружные конические поверхности обтачивают несколькими способами:
 1.
Широкими токарными
резцами
1.
Широкими токарными
резцами
с длиной образующей 20 - 30мм, длина резца на 1 - Змм больше длины образующей, обтачивают с продольной ли поперечной подачей (фаски).
2.Поворотом каретки верхнего суппорта
 обтачивают
конические поверхности с длиной
образующей 150 200мм,
обтачивают
конические поверхности с длиной
образующей 150 200мм,
угол конуса любой
![]()
l высота конической поверхности
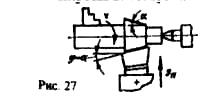
 3.Смещение
корпуса задней бабки в поперечном
направлении . Винтом двигаем бабку
вверх. кружком патрон.
3.Смещение
корпуса задней бабки в поперечном
направлении . Винтом двигаем бабку
вверх. кружком патрон.
располагают под углом к линии центров станка, а образующая - параллельно линии центров
обтачивают с продольной подачей длинные конические поверхности. Угол альфа до 4градусов и длиной образующей до 600мм.
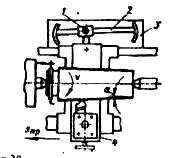 4.Спомощью
копировальной конусной линейки
4.Спомощью
копировальной конусной линейки
Корпус (3) конусной линейки закрепляют на кронштейнах на станине станка. На корпусе призматическая направляющая (2), которую по шкале устанавливают под углом к линии центров. По направляющей перемещается ползун (I), связанный через рычаг с кареткой суппорта (4) станка.
5.Использование станков и ЧПУ (числовое программированное управление)
17. Методы получения наружных и внутренних резьб.
3. Нарезание резьбы
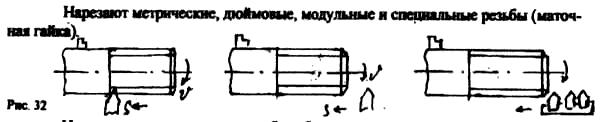
Нарезание многозаходных резьбтребует точного углового деление дорабатываемой заготовки при переходе от одной нитей к другой. Способы нарезания многозаходных резьб:
Поворотом заготовки на угол при использовании поводкового патрона с прорезами, сделанными под определенными углами.
С использованием специального градуированного патрона, позволяющего повернуть одну часть патрона вместе с заготовкой.
Смещением резца на шаг резьбы с помощью ходового винта верхнего суппорта.
С использованием нескольких резцов со смешением относительно друг друга в осевом направлении на величину шага.

Резьбовые резцы 8 для нарезания наружных и внутренних резьб.
Метчи́ки применяют для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы.
18. Обработка на токарно-карусельных, токарно-револьверный станках многорезцовых полуавтоматах, одношпиндельных автоматах.
Диаметр карусели до24м. На них
обрабатывают тяжелые заготовки больших
размеров![]() .
.
Роторы турбин, корпуса, маховики и т.д. Особенность - круглый горизонтальный стол - - карусель с вертикальной осью вращения- Облегчает установку, выверку и закрепление тяжелых заготовок Диаметр карусели 0,5-21м.Обтачивают наружные, растачивают внутренние, сверлят, зенкеруют, сложные поверхности, можно фрезеровать бобышки и пазы, шлифовать и т.д. одновременно несколько поверхностей
Станки бывают одностоечные и двух стоечные.

1-станина,2-стойка, 3-траверса,4 и 9-коро6ки подач,5 и 7-суппорты, 6-перемычка, 8-револьверная головка,11-боковой суппорт с 11-коробка подач, 12-карусель.
Одностоечные токарно-карусельные станки имеют вертикальный револьверный и боковой суппорты.