

2.5. Нарост при резании
При резании широкой номенклатуры конструкционных материалов при определенных условиях (режимах резания) на передней поверхности инструмента образуется нарост [2] (рис. 2.5).
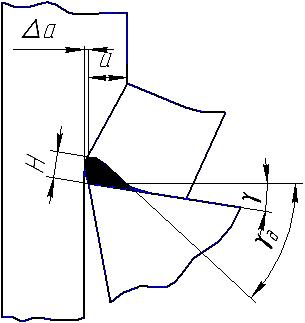
Рис. 2.5. Схема образования нароста: H – высота нароста
В сечении главной секущей плоскостью нарост имеет форму клина. Нарост состоит из частиц обрабатываемого материала. Твердость нароста в 2,5–3,5 раза выше твердости обрабатываемого материала. Поэтому он выполняет роль режущего инструмента, изменяя действительный передний угол γυ (γυ > γ). Нарост всегда увеличивает передний угол инструмента.
В связи с этим нарост оказывает существенное влияние на процесс деформации, силу и температуру резания.
Нарост может выступать за режущую кромку (∆a – приращение толщины среза), изменяя тем самым размеры обработанной поверхности.
Важнейшей особенностью нароста является его способность разрушаться и вновь образовываться, вызывающая колебания технологической системы.
При этом часть нароста уносится со стружкой, а другая его часть остается на обработанной поверхности детали, увеличивая тем самым шероховатость поверхности.
В тех случаях, когда нарост становится достаточно устойчив, он способен защищать заднюю и переднюю поверхности инструмента от износа.
Установлено, что при малых температурах резания нарост не образуется. Это связано с тем, что при малых температурах резания (что имеет место при малых скоростях резания) недостаточно велики силы молекулярного прилипания (адгезии), удерживающие основание нароста на передней поверхности инструмента.
С увеличением температуры резания условия молекулярного прилипания улучшаются.
Заторможенный на передней поверхности слой принимает форму клина, ибо только в такой форме нарост способен резать обрабатываемый материал.
Так как температура резания еще не слишком велика, нарост способен упрочняться, принимать большие размеры и большие передние углы γυ.
Однако нарост больших размеров очень неустойчив. Он быстро разрушается и возникает вновь. При этих условиях он оказывает особенно сильное влияние на шероховатость поверхности.
Таким
образом, с увеличением температуры
резания действительный передний угол
γυ
увеличивается.
Увеличение
![]() наблюдается
лишь до некоторой температуры резания.
Для конструкционных сталей эта температура
равна примерно 300 ºС. При θ
> 300 ºС нарост разупрочняется, и с
повышением θ
высота нароста уменьшается, вместе с
тем уменьшается и
(рис. 2.6).
наблюдается
лишь до некоторой температуры резания.
Для конструкционных сталей эта температура
равна примерно 300 ºС. При θ
> 300 ºС нарост разупрочняется, и с
повышением θ
высота нароста уменьшается, вместе с
тем уменьшается и
(рис. 2.6).
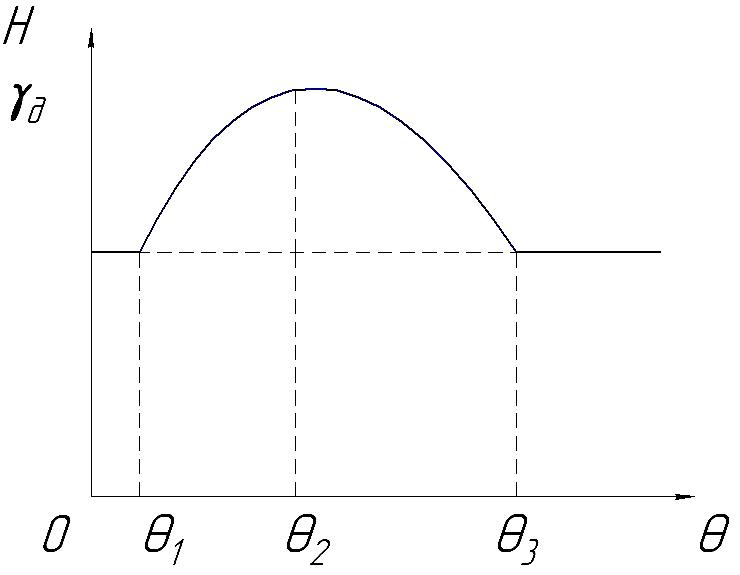
Рис. 2.6. Схема влияния температуры резания θ на высоту нароста H и действительный передний угол
При θ = θ3 = 600º нарост исчезает и при более высоких температурах действительный передний угол равен статическому ( = γ).
С учетом явления наростообразования зависимости коэффициента усадки стружки и сил резания от скорости резания выражаются типичными горбооразными кривыми (рис. 2.7).
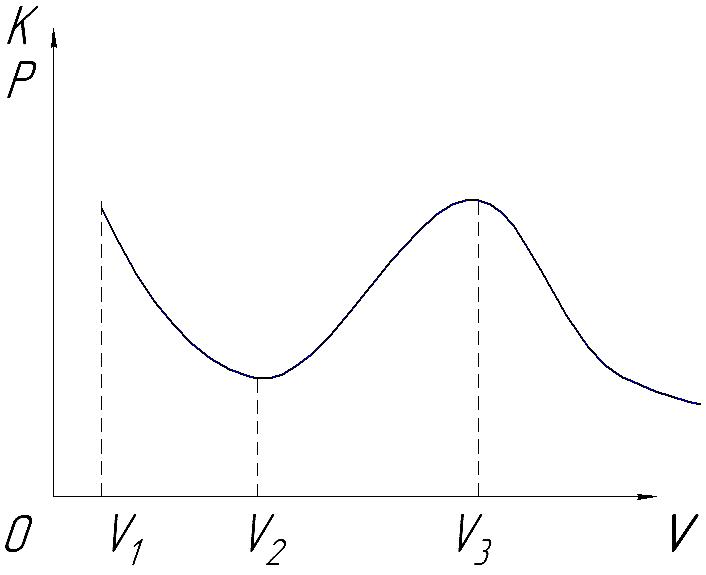
Рис. 2.7 Схема влияния скорости резания V на коэффициент усадки стружки K и силу резания P
Причем скорости V1 соответствует температура θ = 80…100 ºС, скорости V2 – температура θ2 = 300 ºС, а скорости V3 – температура θ3 = 600 ºС.
При обработке таких материалов, как медь, латунь, бронза, олово, закаленные стали, большинство титановых сплавов, белый чугун, стали с большим содержанием хрома и никеля нарост не образуется.
Меры борьбы с наростом. Уменьшение высоты нароста и его влияние на шероховатость и точность обработки достигается за счет:
– уменьшения толщины срезаемого слоя и увеличения переднего угла;
– применения смазочно-охлаждающих жидкостей;
– выбора режимов резания, при которых температура резания θ > 600 ºС.
– предварительного нагрева или охлаждения заготовки.