

6.5. Режущая керамика
Выпускается несколько групп режущей керамики: оксидная (белая керамика), оксиднокарбидная (черная керамика), оксиднонитрудная керамика и другое [2].
Оксидная керамика марки ЦМ332 состояла из окиси алюминия Al2O3 (99 %) имела низкую прочность (Gn = 300 МПа) и нестабильные режущие свойства. Поэтому она не получила широкого распространения в практике металлообработки.
Оксиднокарбидная керамика (черная) марки ВОК60 содержала Al2O3 (60 %) и карбид титана – TiC (40 %). Прочность ее была увеличена до Gn = 700 Мпа. Область применения – чистовое точение закаленных сталей (HRC > 45). Допускаемые скорости резания – порядка 300 м/мин.
6.6. Сверхтвердые инструментальные материалы
Алмаз природный и синтетический имеет малый коэффициент линейного расширения. Недостатком алмазов является их хрупкость. Поэтому алмазы используются для тонкого точения и фрезерования алюминия, меди и их сплавов, пластмасс на станках высокой жесткости. Допускаемые скорости резания порядка 500 м/мин и выше.
Эльбор-Р (кубический нитрид бора) применяется для тонкого точения и фрезерования закаленных сталей и высокопрочных чугунов. Допускаемые скорости резания порядка 100–500 м/мин и выше.
Инструментальные материалы постоянно совершенствуются за счет механического упрочнения, химико-термической обработки, нанесения износостойких покрытий. Благодаря этому улучшаются технологические (режущие) свойства инструментальных материалов.
7. Износ и стойкость режущих инструментов
В процессе работы режущие инструменты подвергаются интенсивному износу. Износ инструментов происходит при очень высоких давлениях и температурах. Режущие инструменты выходят из строя как в результате истирания по передним и задним поверхностям, так и в результате выкрашивания режущей кромки. На передней поверхности вблизи от режущей кромки часто образуется лунка. Задняя поверхность обычного изнашивается в виде плоской площадки, называемой площадкой или фаской износа.
7.1. Схема износа режущих инструментов
Рассмотрим износ токарного резца (рис. 7.1).
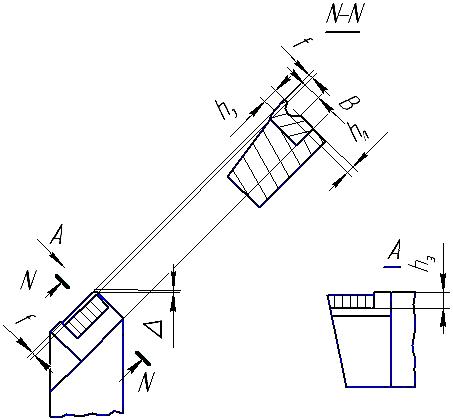
Рис. 7.1. Схема износа токарного резца
На рисунке показано: h3 – ширина изношенной задней поверхности; B – ширина лунки; hl – глубина лунки; l – длина лунки; f – ширина изношенной фаски на передней поверхности; ∆ – радиальный износ.
Износ по задней поверхности характерен для малых подач (до 0,1 мм/об), низких скоростей и обработки хрупких материалов [4].
По мере увеличения скорости резания и подачи появляется износ передней поверхности в виде лунки.
Износ по задней поверхности – основная причина потери инструментом его режущих свойств.
По наибольшей (допустимой) ширине площадки износа h3 устанавливают нормы износа. При обработке чистовыми и фасонными инструментами допустимую величину износа назначают такой, при которой точность и шероховатость обработанной поверхности перестают удовлетворять заданным технологическим требованиям.
При рациональных режимах имеет место равномерный износ по задней поверхности (рис. 7.1). Если износ происходит преимущественно по вершине инструмента, то необходимо уменьшить скорость резания.