

7.5. Последовательность назначения параметров режима резания
Определение стойкости режущего инструмента
В справочнике [1] для одноинструментной обработки рекомендуемая нормативная стойкость Tн = 30…60 мин. Для станков с ЧПУ Тн = 12…20 мин. С уменьшением стойкости уменьшается Тменьш, но увеличивается время смены инструмента, отнесенное в одной детали. Поэтому время смены инструмента необходимо уменьшать за счет, например, применения быстросменных неперетачиваемых пластин.
Определение глубины резания
При невысоких требованиях к точности и шероховатости обработанной поверхности (JT13, Rz > 80 кмк) припуск снимают за один проход (t = П), П – припуск.
При многопроходной обработке глубину резания назначают в зависимости от вида обработки (черновой, получистовой, чистовой) [1]. Марку инструментального материала и геометрию инструмента выбирают также в зависимости от вида обработки (см. пп 1.1, 1.3, 6.4).
Выбор подачи
Максимальная технологически допустимая подача выбирается по справочнику [1] главным образом в зависимости от прочности инструмента и шероховатости обработанной поверхности.
Расчет скорости резания
Скорость резания рассчитывается по формулам вида (7.4) [1].
Далее производят корректировку выбранных (рассчитанных) режимов по паспорту станка.
7.6. Определение оптимальных режимов резания
Задача определения оптимальных режимов резания представляет собой одно из инженерных приложений математического программирования. Рассмотрим задачу, определения оптимальных режимов резания при обработке заготовки на токарном станке за один проход резца (t = Const) с использованием метода линейного программирования [6].
Выбор критерия оптимальности (целевой, функции)
Если данная операция является лимитирующей в технологическом процессе, то в качестве критерия оптимальности целесообразно выбрать производительность обработки (П).
П = V·S,
где V – скорость резания, S – подача. Произведение V·S характеризует площадь поверхности заготовки, обработанной за единицу времени.
Выбор независимых переменных
В качестве независимых перемен, допускающих выравнивание, выбираем скорость резания V и подачу S при глубине резания t = Const.
Разработка математической модели
Найти max (V·S). При ограничениях, накладываемых на независимые переменные V и S.
Минимальная стойкость Т резца должна быть не менее нормативной скорости Тн.
![]()
или, с учетом выражения (7.3),
 (1)
(1)
Выражение (1) есть ограничение на стойкость резца.
Эффективная мощность резания N9 не должна быть больше мощности на шпинделе станка Nшп:
N9 ≤ Nшп.
С учетом формулы для Pz [1] ограничение по мощности резания запишется следующим образом:
 (2)
(2)
Сила подачи Px не должна превышать силу [Px], допускаемой прочностью механизма подачи станка:
Px ≤ [Px]
или с учетом формулы для Px [1] ограничение на силу подачи может быть представлено в виде
 (3)
(3)
Максимальная стрела прогиба обрабатываемого вала под действием силы Py не должна быть больше заданной допускаемой величины:
δ ≤ [δ].
При установке вала в центрах стрела прогиба равна
![]() .
.
С учетом формулы для Py [1] ограничение на максимальную стрелу прогиба обрабатываемого вала запишется следующим образом:
 .
(4)
.
(4)
Фактическая шероховатость Н поверхности не должна превышать данную высоту поверхностей Rz:
H ≤ Rz.
С учетом формулы Чебышева ограничение на фактическую шероховатость поверхности имеет вид:
![]() ,
(5)
,
(5)
где r – радиус закругления вершины резца.
Скорость резания V должна находиться в заданном диапазоне регулирования скорости:
![]()
или
![]() (6)
(6)
где nmin и nmax – нижний и верхний пределы регулирования частоты вращения шпинделя. D – диаметр заготовки.
Подача S должна находиться в заданном диапазоне регулирования:
![]() (7)
(7)
где Smin и Smax – нижний и верхний диапазон регулирования подачи.
С учетом формул (1)–(7) задача оптимизации режимов резания может быть представлена в следующем виде:
Найти max (V·S) при ограничениях
 (А)
(А)
Здесь V и S – переменные, остальные величины являются постоянными.
После логарифмирования задача (А) является задачей линейного программирования и может быть решена графически и аналитически с использованием симплек-метода.
На рисунке 7.6 приведено графически решение задачи.
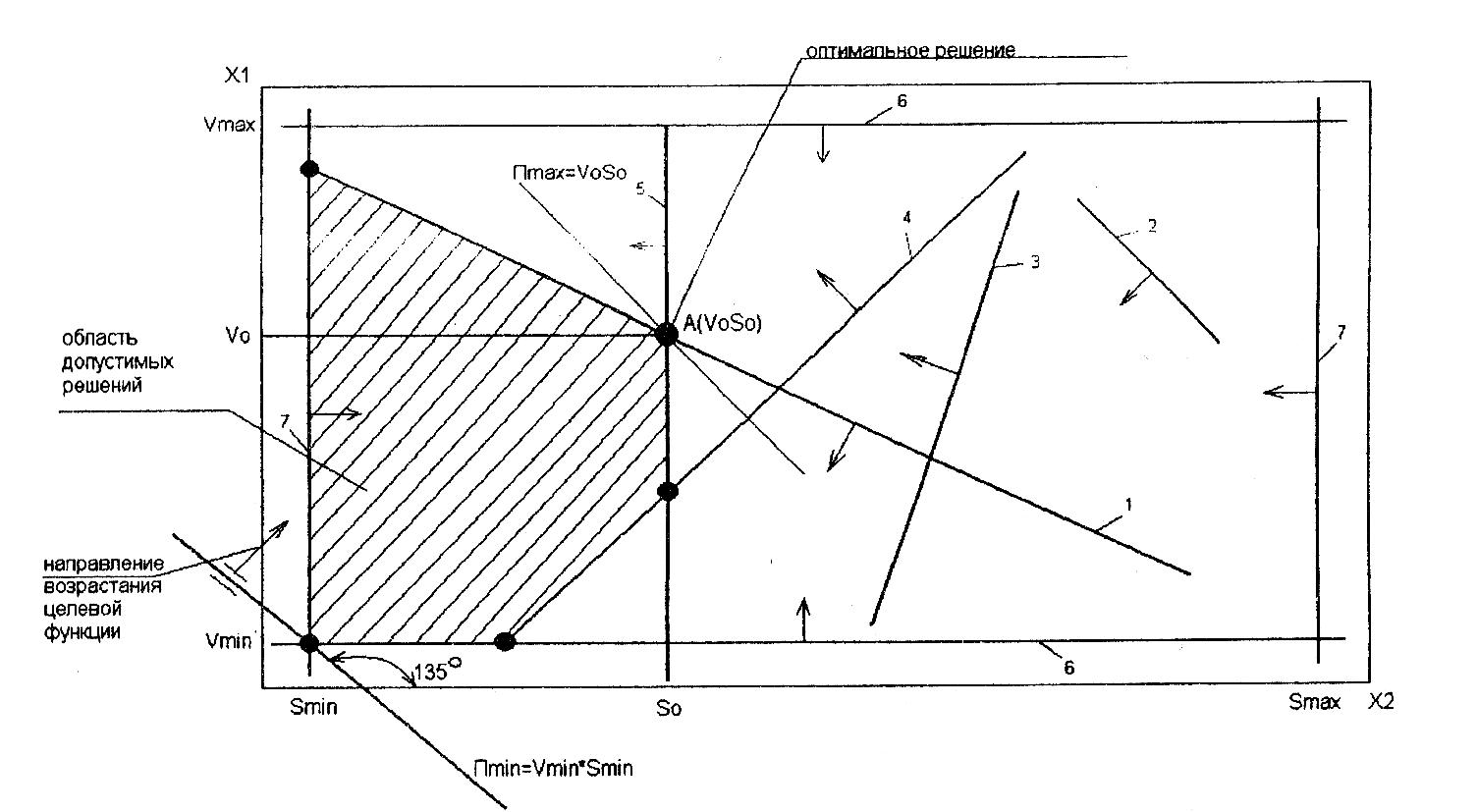
Рис. 7.6. Графическое решение задачи
Где X1 = lgV, x2 = lgS, П – производительность, 1–7 – ограничения, точка А (V0, S0) – оптимальное решение задач.