

28. Классификация установочных и опорных элементов. Установочные пальцы.
По назначению:
Основные, относ постоянных и регулируемых
Вспомогательные, для придания жесткости
Виды и особенности конструкции и область применения пост опор.
К пост опорам относ при базировании по плоскости:
Установочные опоры
Опорные пластины
Опорные шайбы
При базировании по внутренней и наружной цилиндрической поверхности:
призмы, оправки, установочные пальцы.
При базировании на конической поверхности:
Конические опоры
Центра
Установочные пальцы.
При базировании заготовки по плоскости и 2-ум отверстиям они базируются по 2-ум установочным пальцам. Пальцами называются детали приспособления, на которых обрабатываемая деталь надевается своими обработанными отверстиями.
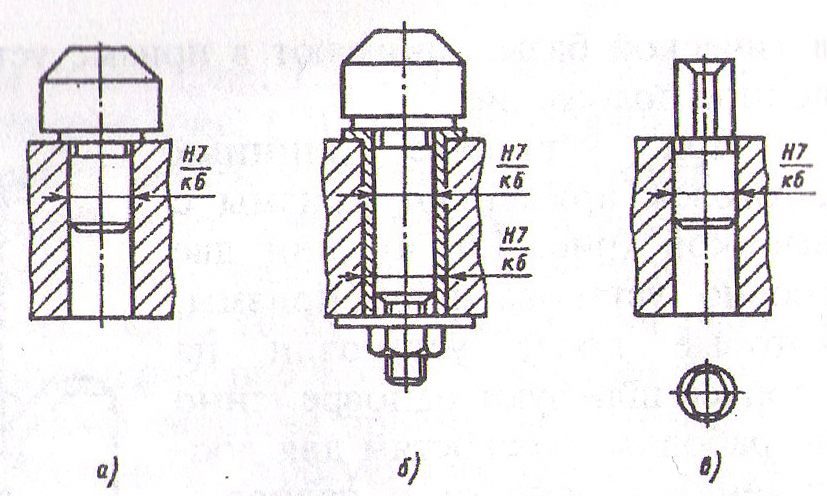
Пальцы диаметром до 16 мм изготовляются из стали 48А, а больше 16 мм из стали 20Х с цементацией на глубину 0,8-1,2 мм. HRC 50-55.
29. Виды, особенности конструкции и область применения регулируемых опор (2 типа).
Регулируемые опоры.
Используется в случаях:
когда партия деталей выполнена с большим припуском.
если заготовку надо лишить дополнит. степеней свободы виды винт. регилир. опор.
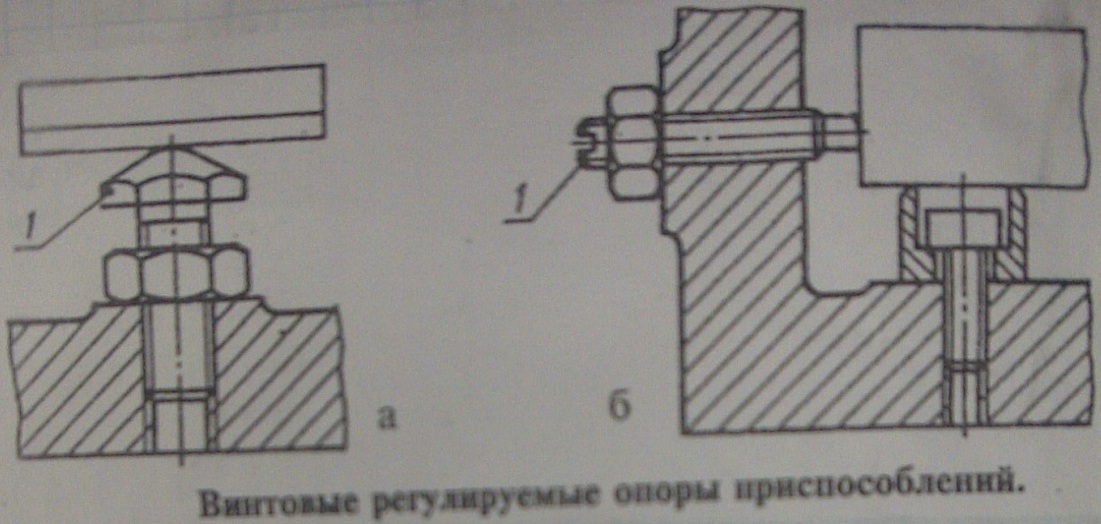
Регулир. опора (а) располож. вертикально регулир. часто делают также боковые опоры (б). Винтовые регулир. опоры использ. как основные так и вспомогат. в ряде случаев невозможно ограничится примен. постоянных опор тогда когда:
недостаточная жесткость обрабат. заготовки;
когда размеры заготовки измен. в пределах 1-ой партии, либо от деталей к деталям.
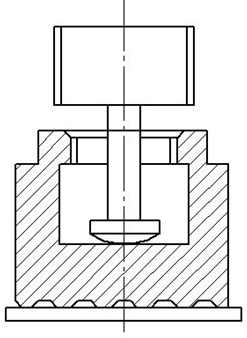
30. Виды, особенности конструкции и область применения самоустанавливающихся и подвижных (подводимая) опор.
Самоустанавливающие опоры.
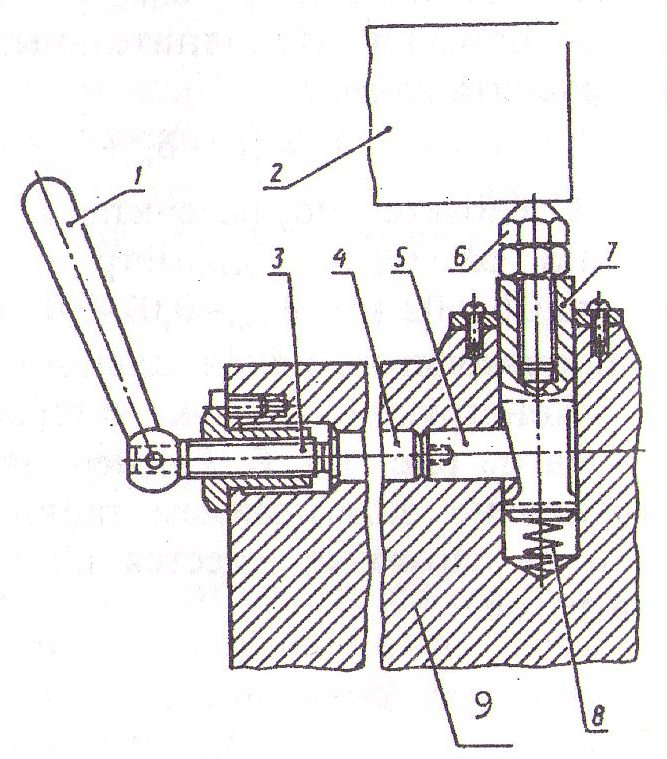
Данная опора примен. вместе с основными для повышения жесткости и устойчивости детали в приспособлении при её обработке под действием пружины 8, плунжера 7, с винтом 6 подводится к устанавлив. заготовке 2. Плунжер 7 закрепляется при повороте рукоятки 1 винтом 3 и двумя пальцами 4 и 5. Скошенный вырез на плунжере ограничивает его подъем и препятсвует опусканию опоры под воздействием силы резания.
Подводимая опора.
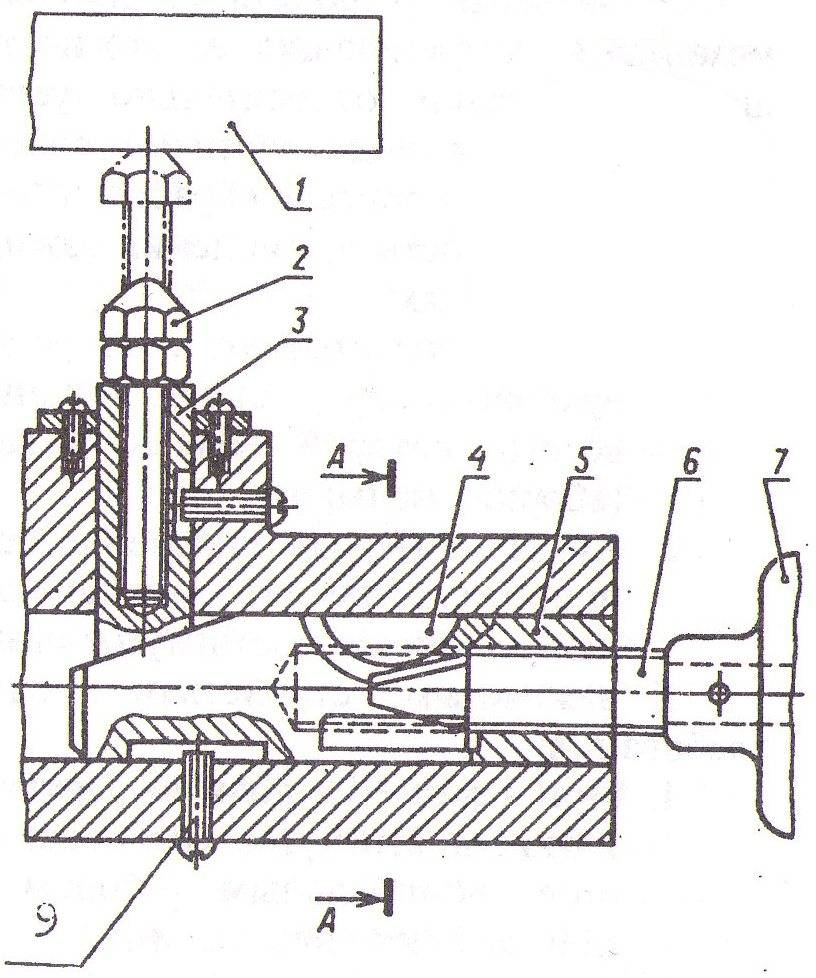
На рисунке представл. клиновая подводимая опора. нажимая на рукоятку 7 перемещ. влево клин 5 и скошенный вырез его поднимает плунжер 3 с регулир. винтом 2 до соприкосновения головки винта с базовой поверхн. обрабат. закотовкой 1. Плунжер с винтом 2 после подвода к детали закрепляют клином при вращении рукоятки и винта 6, который перемещ. влево конусным каскадом раздвигает 3 шпонки стопорят клин 5. Если приспособл. механизир. или автоматизир., то перемещ. вспомогат. опор производится с помощью механизир. приводов.
31. Назначение и технические требования к зажимным устройствам.
Зажимные устройства и механизмы предназнач. для обеспечения стабильного положения заготовки в процессе обработки, т.е. надежный контакт базовых поверхн. заготовки и установочных или опорных элементов.
т.к. в процессе обраб. возник. силы резания, то зажимное устройство должно быть спроектировано таким образом, чтобы могло воспринимать силы резания, а в ряде случае силы от массы заготовки и силы трения.
направление силы резания и сил зажима должны по возможности совпадать. Точки приложения сил зажима должны распологатся сверху и таким образом чтобы не опрокидывалась заготовка.
Контактные элементы зажимного устройства должны быть выбраны таким образом, чтобы заготовка не сдвигалась в процессе приложения сил зажимов и чтобы при этом поверхн. заготовки не повреждалась – одним из контактируемых, конструкторских решений явл. использование зажимного устройства (пята).
Применение пяты дает распределить зажимное усилие на достаточно большую площадь заготовки, при этом заготовка не сдвигается.
зажимное устройство должно быть по возможности быстродействующим, данное требование можно обеспечить примен. силовых приводов.
усилие приложенное рабочим к зажимному устройству должно быть минимальным, чтобы рабочий в течении смены не утомился.
органы управления (рукоятки) в зажимных устройствах и механизмах, должны располагаться в удобных для рабочего месте.