

40. Клепання: види, недоліки, види заклепок та швів.
Клепанням називається процес з'єднання двох або кількох деталей за допомогою заклепок. Цей вид з'єднання належить до групи нероз'ємних, бо роз'єднання склепаних деталей можливе лише внаслідок руйнування заклепки.
Клепання поділяють на холодне, таке що виконують без нагрівання заклепок, і гаряче, при якому перед встановленням на місце стержень заклепки нагрівають до 1000... 1100 °С.
Практикою вироблені такі рекомендації щодо застосування холодного й гарячого клепання залежно від діаметра заклепок: до d = 8 мм — лише холодне; при d = 8... 12 мм — як гаряче, так і холодне;при d > 12 мм — лише гаряче.
Заклепкові з'єднання мають ряд суттєвих недоліків, основними з яких є:
-
збільшення маси клепаних конструкцій;
-
послаблення склепуваного матеріалу у місцях утворення отворів під заклепки;
-
значне число технологічних операцій, потрібних для виконання заклепкового з'єднання.
-
значний шум та вібрації (коливання), які виникають при роботі ручними пневматичними молотками і шкідливо впливають на організм людини, тощо.
Заклепка — це циліндричний металевий стержень з головкою певної форми. Головка заклепки, виготовлена разом зі стержнем, називається закладною, а та, що утворюється під час клепання з частини стержня, яка виступає над поверхнею склепуваних деталей,— замикаючою.
За формою головок розрізняють заклепки: з півкруглою високою головкою зі стержнем діаметром 1...36 мм і завдовжки 2... 180 мм; з пікруглою низькою головкою зі стержнем діаметром 1….10 мм і завдовжки 4...80 мм; з плоскою головкою , зі стержнем діаметром 2...36 мм і завдовжки 4... 180 мм; з потайною головкою зі стержнем діаметром 1... 36 мм і завдовжки 2... 180 мм; з півпотайною головкою зі стержнем діаметром 2...36 мм і завдовжки 3...210 мм. Інколи застосовують спеціальні типи заклепок— вибухові із сердечником. Вибухові заклепки мають у вільному кінці стержня заглиблення (камеру), заповнене вибуховою речовиною, яка захищена від проникнення атмосферної вологи шаром лаку. Вибухові заклепки виготовляють 0 3,5; 4; 5 і 6 мм. У вибухових заклепках стержень завдовжки від 6 до 20 мм, склепуваний пакет завтовшки від 1,6...2,5 до 14,1...15 мм. Клепання вибуховими заклепками здійснюють тоді, коли неможливо зробити замикаючу головку.
Заклепки виготовляють з матеріалів, яким властива хороша пластичність,— сталі, міді, латуні, алюмінієвих сплавів; заклепки для відповідальних з`єднань виготовляють з нержавіючої або легованої сталі.
Як правило, заклепки мають бути виконані з того самого матеріалу, що й з'єднувані деталі; у противному разі можлива поява корозії й руйнування місця з'єднання.
Місце з'єднання деталей заклепками називається заклепковим швом. Залежно від характеристики й призначенню заклепкового з'єднання заклепкові шви поділяють на три види — міцні, щільні й міцнощільні.
Міцний шов застосовують для з'єднань підвищеної міцності. Міцність шва досягається тим, що він має кілька рядів заклепок.
Щільний шов застосовують для виготовлення досить щільної й герметичної конструкції при незначних навантаженнях.
Міцнощільний шов застосовують для виготовлення міцного і разом з тим непроникного для пари, газу, води та інших рідин з'єднання.
Заклепкові шви поділяють на однорядні, дворядні й багаторядні, а залежно від розміщення заклепок — на паралельні й шахові. Найрозповсюджувальними є: нахлесточні (а), встикові з одною пластинкою (б), встикові з двома пластинками (в)
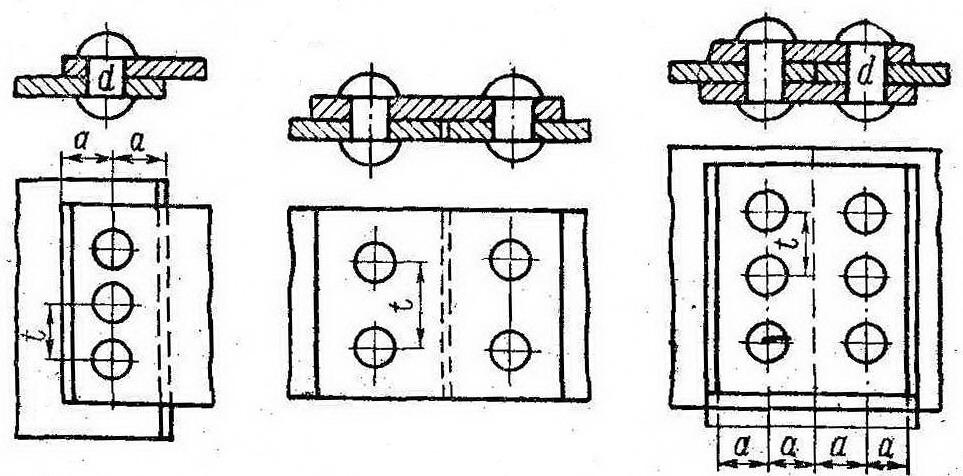
а б в
Відстань меж центрами отворів для заклепок (крок заклепок t) повинне бути дорівнює трьом діаметрам заклепки, тобто t = 3d, а відстань а від центра заклепки до краю, що склепують аркушів повинне становити а = 1,5 d, для просвердлених отворів а = 2,5d для пробитих отворів; для дворядних швів крок t =4 d, а відстань від центра заклепки до краю аркушів, що склепують, а = 1,5d; відстань між рядами заклепок повинне становити 2d заклепки.