

2.2 Запись уп на перфоленту
После кодирования информация УП в виде последовательности кадров в соответствии с изложенными выше правилами осуществляют запись УП па программоноситель, наиболее распространенным видом которого является перфолента
Если УП вводят с клавиатуры прямо в память УЧПУ с помощью буквенно-цифровой и индексных клавиш, то необходимость в перфоленте отпадает.
Запись УП на перфоленту производят путем перфорирования на ней кодовых отверстии. Код определяется местом перфорации на строке (рис.19.3). Символы формата УП представляются комбинациями кодовых отверстий на перфоленте. Эту операцию при ручном программировании выполняют на установке подготовки перфоленты, В строке перфоленты отверстия первых семи дорожек (δ1 — δ7) являются информационными, а отверстия восьмой дорожки (р) служат для контроля на четность. Дорожка с называется транспортной или синхронизирующей.
В табл. 19.7 приведено расположение отверстий на перфоленте («1» — знак отверстия), образующих кодовые комбинации, которые соответствуют буквам, символам и знакам, указанным в табл. 2.1 и 2.2.
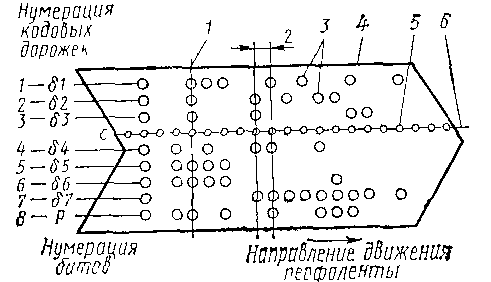
Рис. 2.1 Расположение отверстий на перфоленте:
1 — строка, 2 — шаг перфорации, 3 — кодовые отверстия, 4 — базовая кромка, 5 — транспортные отверстия, 6 — ведущая (транспортная) дорожка
2.3 Элементы систем числового программного управления
Устройства ввода информации. Информация о детали и ее обработке, содержащаяся в чертеже и технологической карте, должна быть преобразована в ряд команд, обеспечивающих нужные для выполнения данной работы действия механизмов станка в требуемой последовательности. Запись этих команд на соответствующем программоносителе представляет внешнюю память системы программного управления. В настоящее время общепринятым программоносителем становится восьмидорожечная перфолента шириной 25,4 мм.
Считывающие устройства перфорированных лент предназначены для чтения программ и преобразования перфораций в электрические сигналы. Для этого лента пропускается через считывающую головку периодически. Чтение программы вызывает появление на выходе считывающего устройства соответствующих командных сигналов. При параллельном вводе информации считывающее устройство прочитывает все строки кадра одновременно, при последовательном — строка за строкой.
Устройства чтения перфоленты разнообразны. Основное распространение имеют фотоэлектрические считыватели (рис. 2.2), применяются также электромеханические и пневмоэлектрические.
В фотоэлектрическом считывающем устройстве по одну сторону ленты расположен источник света, по другую — группа фотоэлементов. Свет от источника попадает после конденсора на ленту, и если на ленте есть отверстия, то лучи проходят через него на фотоэлемент и на выходе считывающего устройства появляется электрический сигнал. Количество фотоэлементов определяет объем одновременно вводимой перфорации. Наиболее широко распространены считыватели, обеспечивающие построчное считывание восьми дорожек ленты и тактовой синхродорожки.
Рис. 2.2 Считывающее устройство системы «Размер-2M»
Современные фотоэлектрические считывающие устройства работают со скоростью от 100 до 300 строчек в 1 с. Длина перфоленты колеблется от нескольких метров до сотен метров, считыватели оборудуются кассетами или перемоточным устройством.
Для магнитной записи используется лента шириной 35 мм. При вводе информации магнитная лента движется мимо многодорожечной считывающей головки с определенной, заранее установленной скоростью (порядка 200 мм/с).
Цифровая индикация предназначена для визуального контроля работы станка. На панель цифровой индикации обычно выводится следующая информация: номер кадра, текущие значения координат рабочих органов станка в абсолютной системе отсчета, величины заданных перемещений по координатам, технологические команды и номер работающего инструмента.
В современных устройствах ЧПУ наибольшее распространение получили панели цифровой индикации, выполненные в виде набора ламп или светящихся экранов, и цифровая индикация, выведенная на экран электроннолучевой трубки. В качестве примера первого варианта исполнения можно рассмотреть цифровую индикацию устройств серии РА фирмы Alcatel. Цифровая индикация системы РА 321 состоит из трехразрядного светящегося табло номера кадра и десятиразрядного светящегося табло, на которое при помощи четырехпозиционного переключателя рода информации может быть подана любая информация в объеме кадра.
На десятиразрядном табло информация располагается следующим образом: первой идет буква, определяющая либо координату, либо одну из технологических команд, либо инструмент; затем знак (если он необходим); затем число, последняя цифра которого (если это координата) равна цене отсчетно - измерительной системы.
Переключатель рода информации определяет следующие режимы цифровой индикации: проверочный, позволяющий контролировать содержимое регистра запоминающего устройства; последовательную визуализацию, позволяющую индикатировать различные текущие координаты и технологические команды в последовательности формата кадра с частотой, определяемой специальным потенциометром; последовательную визуализацию по осям, позволяющую индикатировать текущие значения координатных перемещений; переменный, позволяющий индикатировать любую, выбранную с помощью кнопочной клавиатуры системы полуавтоматического управления информацию. Кроме этого, имеется несколько световых табло, зажигающихся при выполнении строго определенных функций, например: считывание вперед, считывание назад, останов и т.д.
Примером выполнения цифровой индикации на электроннолучевой трубке может служить цифровая индикация устройства ЧПУ типа «Размер-2М» (рис.2.3).
Рис. 2.3 Экран цифровой индикации системы «Размер-2М»
На экране цифровой индикации одновременно светится вся информация о работе станка в объеме формата кадра в коде ISO. Слева на экране светятся текущие значения координат рабочих органов по осям, а справа—значения координат, запрограммированные на перфоленте или набранные при помощи клавиатуры с пульта управления устройства. Число, стоящее за буквой Т слева на экране, соответствует номеру инструмента, находящегося в магазине инструментов, напротив манипулятора, а числа после буквы Т справа на экране определяют соответственно номер инструмента в манипуляторе, номер инструмента в шпинделе и номер инструмента, заданного программой. Кроме этого, на экране цифровой индикации, при возникновении неисправности в устройстве, появляются сигнал X — ошибка, и цифра, определяющая место неисправности.
Цифровая индикация, выполненная на электроннолучевой трубке, является наиболее современным техническим решением, она удобна в эксплуатации и позволяет без дополнительных манипуляций получить исчерпывающую информацию о работе станка. Наличие сигнализации и неисправности является большим достижением, так как позволяет ликвидировать неисправность с минимальными затратами времени.
Коррекция размеров инструментов необходима для того, чтобы компенсировать неточности их размеров. Компенсация может выполняться по-разному — это зависит от способа программирования.
В устройствах ЧПУ серии «Размер-2М» каждому из 30 инструментов соответствует пятиразрядный переключатель коррекции длины инструмента и, кроме этого, имеется пять пятиразрядных переключателей коррекции радиусов фрезы. Перемещения шпинделя программируются по центру его торца. Коррекция осуществляется набором на переключателях номинального размера длины и радиуса инструмента с требуемой степенью точности. Арифметическое устройство распределения величины коррекции по команде от перфоленты о смене инструмента вызывает с панели переключателей соответствующую длину и радиус инструмента и суммирует с заданным перемещением шпинделя или перемещением одного из органов, несущих деталь.
Если длина инструмента и радиус уже учтены при программировании, то может быть внесена коррекция, связанная с возможным несоответствием запрограммированных и действительных размеров инструмента. В этом случае необходимо на переключателях набирать знак коррекции, так как возможны любые отклонения размеров от записанных в технологической карте.
Пульты ручного управления. Устройства ЧПУ, кроме работы по программе, записанной на перфоленте, предусматривают возможность выполнения операций при ручном управлении. Объем этих операций в настоящее время можно считать сложившимися, и для примера можно рассмотреть оборудование, устанавливаемое на пульте устройства ЧПУ «Размер-2М» (рис. 8.8). Функционально аппаратура управления разбита на несколько блоков: аппаратура, определяющая режимы работы ЧПУ; аппаратура управления считывателем; аппаратура ручного ввода информации в систему в полном объеме кадра в коде ISO.
В устройствах ЧПУ предусматриваются, как правило, следующие режимы:
а) ручная работа с управлением станком с пульта управления;
б) полуавтоматическая работа с покадровой отработкой записанного на перфоленте, заданная от кнопки «Пуск»;
в) автоматическая работа — непрерывная отработка программы, записанной на перфоленте. К этой же функциональной группе можно отнести кнопки «Пуск программы», «Стоп программы с доработкой».
«Немедленный стоп». Специальный переключатель определяет зеркальную обработку по той или другой оси.
Аппаратура управления считывателем программы предусматривает автоматическую установку заданного кадра и возможность повторного чтения ленты непрерывно и по кадрам. Аппаратура ввода информации с помощью клавиатуры с полным набором адресов и цифр дает возможность ввести в систему любую информацию в объеме кадра. Вводимая информация выводится на цифровую индикацию. Эта аппаратура позволяет станку работать с цифровым преднабором, что может быть применено при изготовлении единичных деталей, для которых изготовление ленты нецелесообразно.
Рис 2.4 Пульт управления системы «Размер-2М»
Стандартные циклы и подпрограммы используются для уменьшения количества информации, записываемой на программоносителе. Стандартные циклы хранятся в памяти ЧПУ и по команде от перфоленты вызываются из памяти в блоки управления рабочими органами. Примером могут служить стандартные циклы по адресу в устройстве ЧПУ типа «Размер-2М» точное позиционирование с одной и двух сторон, грубое позиционирование, сверление, растачивание и резьбонарезание.
Подпрограммы применяются для обработки деталей с повторяющимися контурами или повторяющейся группой отверстий. Они могут выполняться по замкнутой перфоленте (бесконечной; в этом случае становится отдельное считывающее устройство, пуск которого запрограммирован на основном программоносителе.