

12.2 Коррекции при программировании
Схемы введения коррекций при составлении УП для многоцелевых станков достаточно разнообразны, что позволяет варьировать имеющиеся методы. Это открывает большие возможности для программирования. Можно считать общепринятым, что в современных УЧПУ величина коррекции (со знаком плюс или минус) вводится с пульта УЧПУ или с перфоленты в память ЭВМ УЧПУ и хранится там, в своеобразном списке коррекции с адресом D (линейные или диаметральные размеры) или Н (осевые размеры — перемещения).
Естественно, каждой коррекции присваивается свой номер. Например, список коррекции в УЧПУ может быть задан таким: D05= 10 мм; D01 = 15 мм; D02= 20 мм; D08=10мм; D07=12 мм; D03=12 мм; D17=—0,8 мм и т. д. Необходимая коррекция в кадре УП обычно вызывается какой-либо подготовительной функцией. Значения этих функций для ряда УЧПУ:
G41 — коррекция слева от контура;
G42 — коррекция справа от контура;
G45 — увеличение размера по абсолютной величине (величина коррекции прибавляется к заданным в определенном направлении в кадре УП значениям перемещений по осям);
G46 — уменьшение размера по абсолютной величине (величина коррекции вычитается из заданных в определенном направлении в кадре УП значений перемещения по осям);
G47 — увеличение размера по абсолютной величине на удвоенное значение коррекции указанного корректора;
G48 — уменьшение размера по абсолютной величине на удвоенное значение коррекции указанного корректора.
Коды G43 и G44 определяют направления осевого смещения.
Функции G41 и G42 обычно действуют на группу кадров УП и отменяются функцией G40 (отмена коррекции). Функции же G45 — G48 действуют только в том кадре, где указаны.
Пример 1. Обработка окружности (рис. 3.60) с коррекцией радиуса фрезы. На корректоре D05 установлено значение радиуса фрезы 10 мм. Фрагмент программы может иметь вид:
N10 G90 G00 Х70. LF
N15 G41 D05 Х80. Y30. LF
N20 G03 Х130. Y80. I10. J-50. F500 LF
N25 G02 Х170. Y80. I-80. J0 F60 LF
N30 G03 Х80. Y130. I-60. J0 F500 LF
N35 G00 G40 Х70. Y80. LF
N40 Х0. М02 LF
Кадром N10 задается позиционирование в точку 1. Кадр N15 вводит коррекцию (D05) на радиус фрезы слева от контура (G41) и позиционирует фрезу в точку 2. Так как вводится коррекция, то фреза центром установится на эквидистанту (в точку 2'). Кадр N20 — на подаче 500 мм/мин фреза перемещается в точку 3. Кадром N25 задается обработка окружности с центром х = 170 мм, у = 80 мм. Адресами I и J определяются проекции радиуса в начальную точку (это точка 3). Кадрами N30, N35 и N40 инструмент возвращается в точку 0.
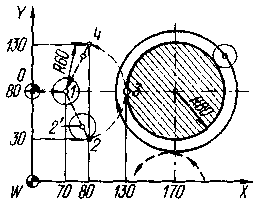
Рис. 12.2 Схема обработки детали по окружности
Пример 2. Обработка контура (рис. 12.3) с коррекцией в обе стороны. На корректоре D1 задано значение радиуса фрезы 15 мм, на корректоре D02 — величина 20 мм. Фрагмент программы может иметь вид:
N10 G90 G0 X175. Y50. LF ...Tk1
N15 G42 D02 LF ...Тк2
N20 Gl X25. F60. LF ...ТкЗ
N25 G41 Dl X200. F40. LF ...Тк5
N30 G40 Х240. LF ...Тк6(Тк0)
Кадром N15 вызывается коррекция справа от контура (G42), которая считывается с корректора D02. Центр фрезы переходит в точку 2. Кадром N25 вводится коррекция слева от контура (G41) и указывается уже корректор D01. Центр инструмента сначала смещается из точки 3 в точку 4, а потом на подаче 40 мм/мин перемещается в точку 5. Кадр N30 отменяет коррекцию (G40), инструмент переходит в точку 6, а потом в точку 0, так как в кадре указана координата х = 240 мм.
Данная программа показывает, что за счет изменения коррекции можно организовать двухпроходную обработку: по корректору D02 — предварительную, по корректору D01 — окончательную.

Рис. 12.3 Схема обработки детали по контуру с двойной коррекцией
Пример 3. Обработка детали по контуру со сменой коррекции в одном направлении (рис. 12.4). На корректоре D08 задано значение радиуса фрезы 10 мм, на корректоре D07 установлена величина 12 мм. Фрагмент программы:
N10 G90 G17 LF
N15 G0 X140. Y40. LF
N20 G42 D08 LF
N25 G1 X100. F60. LF
N30 G3 X90. Y50. 1-10. J0. LF
N35 G1 X40. D07 LF
N40 G3 X30. Y40. 10. J-10. D08 LF
N45 G1 X0. LF
N50 G0 G40 X-35. M02 LF
Кадр N20 вызывает коррекцию справа от контура (G42): инструмент смещается на величину 10 мм, заданную корректором D08. Кадр N35 задает движение инструмента до точки 4. Но так как в кадре указан корректор D07, то инструмент сначала сместится вверх на 2 мм (разность между установленными на корректорах D08 и D07 значениями), а потом перейдет в точку 4. На поверхности останется припуск 2 мм. Кадр N40 вводит первоначальную коррекцию (D08 = 10 мм), которая обрабатывается до начала обработки дуги между точками 4 и 5. Кадр N50 отменяет коррекцию (G40), обеспечивая позиционирование инструмента в точку 7.
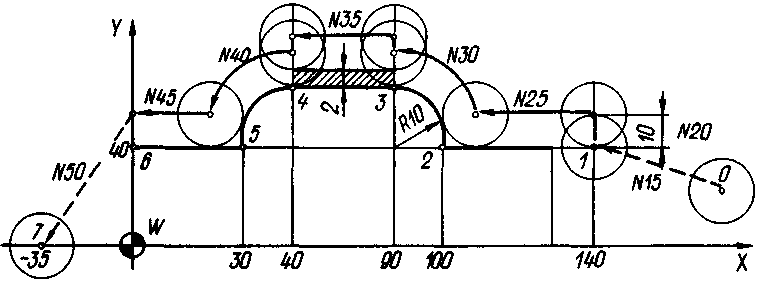
Рис. 12.4 Схема обработки детали по контуру со сменой коррекции в одном направлении
Пример 4. Обработка паза с введением коррекции и обеспечением плавной траектории входа и выхода инструмента (рис. 12.5). На корректоре D03 задан радиус фрезы 12 мм. Фрагмент программы:
N10 G0 X135. Y50. Z-30. LF
N15 G41 D03 LF
N20 G3 Х95. Y90. I-40. J0. F200 LF
(N20 G12 X95. Y30. F200 LF)
N25 G1 X45. F40 LF
N30 G3 Y10. I0. J-40. LF
N35 G1 X180. LF
N40 G3 Y90. I0. J40. LF
N45 G1 X95. LF
N50 G3 X55. Y50. I0. J-40. F200 LF
(N50 G13 Х55. Y50. F200 LF)
N55 G0 G40 Х95. М02 LF
Кадр N10 выводит инструмент в точку 0. Кадр N15 задает коррекцию слева от контура (G41), указывается корректор D03. Кадром N20 программируется подход инструмента к точке 1 по дуге. Эта команда может быть задана и специальной функцией G12 (кадр N20 в скобках). Кадры N25 — N45 определяют обработку паза (перемещение инструмента от точки 1 до точки 6). Кадр N50 определяет выход инструмента по дуге из точки 6 в точку 7. Как вариант (кадр N50 в скобках) можно задать отход инструмента от контура по дуге функцией G13. Кадр N55 смещает инструмент в точку 8 и отменяет коррекцию.
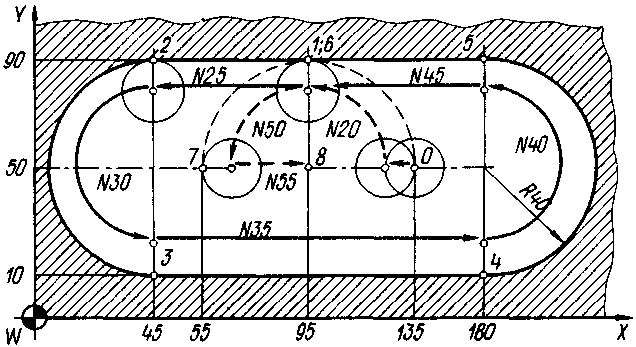
Рис. 12.5 Схема обработки паза
Пример 5. Обработка контура (рис. 12.6) с использованием коррекций смещения. Примем, что на корректоре D21 задано значение 15 мм, на корректоре D08— 10 мм, на корректоре D17 — 0,8 мм. Радиус фрезы 10 мм. Фрагмент программы может быть таким:
N1 G90 G46 G0 X90. Y55. D08 LF
N2 G91 G47 G1 X75. F60 LF
N3 G46 Y45. D17 LF
N4 G48 X50. D08 LF
N5 G46 Y-45. D17 LF
N6 G45 X30. D08 LF
N7 G45 G3 X40. Y40. J40. LF
N8 G45 G1 Y65. LF
N9 G46 X0. LF
N10 G46 G2 X-40. Y40. J40. LF
N11 G45 Y0 LF
N12 G46 X0 LF
N13 G45 X-155. D21 LF
N14 G46 Y0 D08 LF
N15 G90 G0 X0. Y0. M02 LF
Кадр N1 вводит коррекцию на уменьшение (G46). Она считывается с корректора D08 и осуществляется по двум осям, так как перемещения заданы по двум адресам (X и Y).
Кадром N2 задается удвоенная коррекция (G47). Она действует только по оси X. Происходит движение инструмента с обработкой плоскости между точками 1 и 2 на подаче 60 мм/мин.
Кадр N3 — уменьшение перемещения (G46) по оси Y на 0,8 (корректор D17); оставляется припуск на плоскости между точками 3 и 4. Кадр N5 возвращает инструмент на линию обработки, определенную точками 1, 2, 5, 6; кодом G46 задается уменьшение перемещения по оси Y (по абсолютной величине).
Кадрами N6 — N8 программируется перемещение от точки 5 до точки 8. На все эти кадры распространяются данные корректора D08, который указан в кадре N6. Напомним, что в ряде УЧПУ при указании круговой интерполяции величины I (J), равные нулю, в кадре могут быть не указаны.
Кадр N9 — указание функции G46 с нулевым значением по оси X обеспечивает смещение инструмента в направлении —X на величину, определенную корректором: в данном случае — на радиус инструмента (корректор D08).
Кадр N10 — обработка дуги между точками 8 и 9; введена команда на уменьшение размеров по оси X и Y (G46). Кадры N11, N12 — смещение инструмента на 10 мм (по D08) в направлении осей Y и X соответственно. Кадр N13 — перемещение инструмента в точку 11; перебег его (15 мм) относительно точки 10 задается функцией G45 и корректором D21. Кадры N14 и N15 — возвращение инструмента в точку W.

Рис. 12.6 Схема обработки контура с коррекцией смещения
Пример 6. Обработка контура (рис. 12.7) с программной коррекцией подачи (торможение по углам). Программная коррекция подачи задается функцией G28, указываются расстояние К на пути к программируемой конечной точке и процент уменьшения подачи относительно заданной ранее (адрес F). Отмена коррекции подачи осуществляется кодом G29. На корректоре D08 задано 10 мм — радиус фрезы. Фрагмент программы:
N5 G90 G17 LF
N10 G0 X180. Y140. LF
N15 G1 F210 LF
N20 G42 D08 LF
N25 G28 K15. F30 LF
N30 X30. LF
N35 Y60. LF
N40 G3 X55. Y35. I25. LF
N45 G28 K5 F50 LF
N50 G1 X75. F1000 LF
N55 G29 LF
N60 G0 G43 X140. Y35. D08 LF
N65 G2 G41 X180. Y75. I40. F80D08 LF
N70 G0
Кадром N15 устанавливаются значение подачи 210 мм/мин и режим линейной интерполяции. Кадр N20 вводит коррекцию справа от контура. Кадр N25 задает режим коррекции подачи: торможение по углам за 15 мм до конечной точки и уменьшение подачи на 30%. Кадры N30, N35 — перемещение инструмента от точки 1 до точки 3 и от точки 3 до точки 5. В соответствии с командой кадра N25 при перемещении инструмента от точки 2 до точки 3 и от точки 4 до точки 5 подача на участках К будет замедлена к концам движения на 30 %, т.е. будет составлять 210 (100 % — 30 %) = = 147 мм/мин.
Кадр N40 — обработка дуги; замедления при подходе инструмента к точке 6 не произойдет, так как функция G28 действительна только в кадрах, где действительна функция G1. Кадр N45 вводит новые данные по функции G28; участок замедления подачи определен в 5 мм, величина уменьшения 50 %.Кадр N50 — движение в точку 7 с подачей 1000 мм/мин. При недоходе до точки 7 на 5 мм начнется уменьшение подачи, и в момент нахождения инструмента в точке 7 подача составит 500 мм/мин. Такой, режим движения был установлен кадром N45.
Кадр N55 — отмена команд на торможение по углам (G29): Кадр N60 — ускоренное перемещение инструмента к точке 8, подход его к контуру с наружной стороны (G43). Здесь функция G43 используется для определения наложения инструмента при подходе к контуру по нормали (к дуге с радиусом R = 40 мм).
Кадр N65 — обработка дуги от точки 8 до точки 9 при расположении фрезы слева от контура (G41).
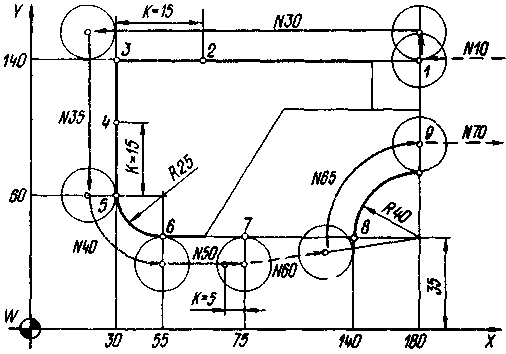
Рис. 12.7 Схема обработки контура с коррекцией подачи (с торможением на углах)