

6 Замкнутые системы чпу
Второй вид образуют замкнутые системы программного управления с датчиками обратной связи (рис. 6.1). Их отличительная черта — наличие двух потоков информации: одного от считывающего устройства, второго — от датчика действительного перемещения или положения рабочего органа. При считывании программы на выходе считывающего устройства появляются командные сигналы. После необходимых преобразований блок согласования направляет соответствующий сигнал в сравнивающее устройство замкнутой системы. Замкнутая система состоит из сравнивающего устройства, в которое поступают задающие сигналы и сигналы обратной связи, дешифратора и усилителя, исполнительного двигателя и датчика обратной связи. Роль датчика заключается в том, чтобы измерить действительное перемещение или положение рабочих органов и преобразовать его в соответствующие сигналы обратной связи. В сравнивающем устройстве сигналы обратной связи, характеризующие действительное перемещение, сопоставляются с сигналами, соответствующими заданию программы. При наличии рассогласования между ними на выходе сравнивающего устройства появляется сигнал, который после преобразования его, например, в напряжение и усиления поступает к двигателю и исполнительному устройству. Последнее перемещает рабочий орган станка в нужном направлении. Как только величина действительного перемещения станет равной величине заданного перемещения (рассогласование равно нулю), сигнал на выходе сравнивающего устройства исчезнет и движение прекращается.
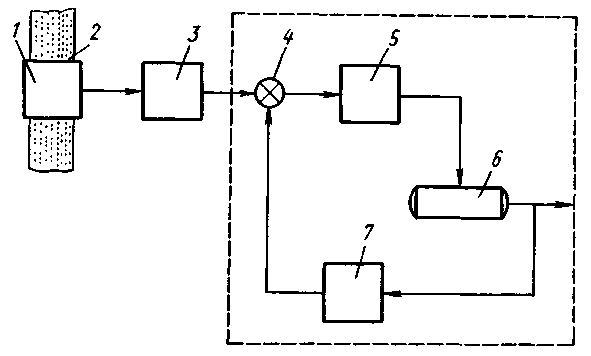
Рис. 6.1 Блок-схема замкнутой системы ЧПУ:
1 — считывающее устройство; 2 — программоноситель; 3 — электронный кодовый преобразователь; 4 — сравнивающее устройство; 5 — дешифратор и усилитель; 6 — исполнительный двигатель; 7 — датчик обратной связи
Наиболее распространены замкнутые системы программного управления М552 и П332, изготовляемые отечественными заводами, и серия систем типа «Размер-2М». Такую же структуру имеют системы программного управления фирмы АЕG Siemens, (ФРГ), General Ellectric (США и Англия), Аlсаtеl (Франция) и т.д.
Третий вид составляют самонастраивающиеся системы программного управления, в которых циркулируют три потока информации. Их действие основано на дополнительном измерении какого-либо параметра обработки детали (например, сил резания). Полученная информация (третий поток) используется для корректирования процесса обработки при отклонении измеряемого параметра от заранее установленных границ (например, с целью поддержания максимальных режимов резания).
Первые замкнутые системы ЧПУ появились до ВОВ.
Системы с ОС делятся на два вида:
-
импульсные,
-
аналоговые.
Аналоговые можно разделить на:
-
системы, работающие по сравнению амплитуд напряжения,
-
фазовые системы.
В станках с ЧПУ они подразделяются в основном по принципу работы датчика ОС, но не только. В зависимости от используемого датчика имеются и свои специфические электронные блоки информации.
Видя такое многообразие систем ЧПУ в целях рентабельности производства, желательно участки для станков с ЧПУ комплектовать по определенным видам: например, импульсные, фазовые.