

24 Диалоговые методы программирования на учпу
Современные модели УЧПУ повышенного класса позволяют вести оперативное программирование путем ввода информации непосредственно с пульта УЧПУ. Работа ведется в диалоговом режиме с отображением данных на экране дисплея, совмещающего алфавитно-цифровую и графическую информацию. По команде на экран дисплея может быть вызвана любая из имеющихся в памяти УЧПУ подпрограмм. При этом траектория инструмента (в разных плоскостях) по вызванной подпрограмме высвечивается на экране дисплея. Здесь же указываются все формальные параметры, которые необходимы для задания подпрограммы, формируемые кадры УП (последовательным нажатием клавиш пульта УЧПУ) высвечиваются на экране дисплея. Они достаточно просто могут быть отредактированы.
При необходимости на экран дисплея можно вызвать информацию о режущем инструменте, имеющемся в магазине станка. Графически могут быть представлены на экране дисплея схема инструмента, его данные, включая размеры, код, номер корректора, материал режущей части и др. Естественно, что данные инструмента должны быть заранее введены в память УЧПУ при наладке станка, при загрузке инструментального магазина. По данным инструмента, материалу обрабатываемой детали, виду обработки тут же с пульта УЧПУ можно, указав ЭВМ устройства соответствующую подпрограмму, определить режимы обработки заданным инструментом и задать эти режимы в кадрах формируемой УП.
Последовательный ввод подпрограмм, данных инструмента и его режимов и другой информации позволяет полностью сформировать УП непосредственно по чертежу обрабатываемой детали. Эта программа может быть введена в память УЧПУ и отрабатываться; при необходимости УП может быть выведена на перфоратор и оформлена в виде перфоленты или записана на магнитный диск.
Все микропроцессорные УЧПУ допускают различные методы подготовки и ввода УП: с перфоленты, с магнитной ленты мини-кассеты, с гибкого магнитного диска, из электронной памяти внешней ЭВМ, а также ручным способом с клавиатуры пульта УЧПУ.
Ручной ввод УП (оперативное программирование) используют по-разному. При программировании обработки сравнительно несложных деталей ручным вводом формируется вся УП целиком. Для обработки сложных деталей характерен другой метод. Сначала в УЧПУ с внешнего устройства вводят базовую УП. Такую программу готовят отдельно от УЧПУ станка и записывают на какой-либо внешний носитель (перфоленту, магнитную пленку, магнитный диск). Введенная в память УЧПУ базовая УП дорабатывается и редактируется путем ручного ввода дополнительных данных с пульта УЧПУ. При групповой обработке деталей базовой УП является так называемая лидер-программа, обеспечивающая обработку групповой (комплексной) детали. Работой с пульта в режиме редактирования лидер-программа превращается в УП для данной детали.
Во всех современных УЧПУ высокого класса ручной ввод УП осуществляется обычно в режиме диалога оператор — ЭВМ УЧПУ.
В настоящее время диалоговый режим в наибольшей степени позволяет обеспечить гибкость и оперативность процесса автоматизированной подготовки ТП и УП при требуемом их качестве. Однако реализация диалогового режима подготовки требует четкого установления видов так называемых диалоговых прерываний (ДП) и определенной методики их отработки.
Диалоговыми прерываниями называются действия технолога в процессе сеанса диалога: в определенном месте программы расчета вычисления прерываются и информация выводится на алфавитно-цифровой или графический дисплей.
Режим алфавитно-цифрового диалога. Возможны следующие виды ДП
1) указание; 2) ввод данных; 3) ввод команд; 4) оценка; 5) корректировка.
Указание применяется технологом в процессе подготовки УП в том случае, если при расчете ЭВМ выдает на дисплей несколько вариантов полученных результатов. Тогда технологу предлагается ввести в ЭВМ указание того варианта, который необходимо выбрать в качестве исходного для дальнейших вычислений.
Ввод данных применяется при нехватке информации для решения рассматриваемой задачи. ЭВМ выдает технологу сообщение-вопрос о недостающей информации, которое отображается на рабочем поле дисплея в зоне вопросов. Технолог вводит необходимые данные с помощью клавиатуры дисплея.
Ввод команд позволяет технологу в широких пределах управлять ходом процесса подготовки УП в целом и при выполнении ее отдельных этапов. Например, если в процессе расчета некоторого этапа подготовки УП по заданной схеме получается неудовлетворительный результат, то технолог формирует и вводит команду на расчет этого этапа по другой схеме. Если же и в этом случае получается неудовлетворительный результат, то технолог повторно вводит команду на переход к следующей схеме расчета и так до тех пор, пока не будет получено и оценено приемлемое решение. Таким образом, основная функция ДП в виде ввода команд позволяет осуществлять переходы в логической структуре взаимодействия технолога и ЭВМ и управлять процессом решения рассматриваемой задачи.
Оценке подвергаются промежуточные результаты, получаемые на ЭВМ. Технолог анализирует полученные данные, которые отображаются на рабочем поле экрана дисплея, и в случае нахождения их удовлетворительными дает команду на выполнение дальнейших расчетных действий. Если же оценка оказывается неудовлетворительной, то вступает в силу следующее ДП в виде корректировки. Оценка промежуточных результатов, как правило, осуществляется на тех стадиях расчета, результат выполнения которых оказывает значительное влияние на дальнейший ход вычислительного процесса с точки зрения получения удовлетворительного решения и минимальных затрат на исправление допущенных ошибок. Так, обязательной оценке подлежат конечные результаты расчета любого этапа процесса подготовки УП.
Корректировка различного рода алфавитно-цифровой информации — один из наиболее распространенных видов ДП. Она применяется, как правило, в совокупности с выше рассмотренными ДП: оценка — корректировка; ввод данных — корректировка. Так, при выборе типа режущего инструмента (РИ) часто встречающейся ошибкой является неверно введенный технологом код РИ. ЭВМ на это реагирует путем отображения соответствующей информации в зоне ошибок на рабочем поле экрана дисплея. Технолог исправляет (корректирует) код РИ, после чего ЭВМ, проанализировав вновь введенный код и признав его приемлемым, убирает сообщение из зоны ошибок. Однако корректировка как вид ДП может иметь место и отдельно. Это происходит, например, в том случае, если для оценки результатов расчета какого-либо этапа существует программный оценочный модуль, который при обнаружении ошибки прерывает вычисления и выводит ее на экран дисплея.
Рассмотренные выше виды ДП позволяют осуществлять диалог, инициируемый как ЭВМ, так и технологом. Подготовка УП происходит как под управлением ЭВМ, так и под управлением технолога. При этом ДП видов «указание», «ввод данных», «оценка» и «корректировка» имеют место при диалоге, вызываемом (инициируемом) ЭВМ, прерывание же вида «ввод команд» — при диалоге, вызываемом технологом.
Следует отметить, что диалог, вызываемый ЭВМ, ограничивает свободу действий технолога, заставляет его отвлекаться от решения творческих задач, задач синтеза и анализа решений, а также немедленно реагировать на прерывания. Поэтому необходимо стремиться к максимальному использованию диалога, инициируемого технологом, который он может начать в удобное для себя время. Для этого технологу в первую очередь необходимо располагать командами, позволяющими в любой момент времени выводить интересующую его процедуру расчета на экран дисплея и осуществлять с ней требуемые манипуляции. Следует использовать такой вариант взаимодействия, когда технолог не немедленно реагирует на какой-либо вид ДП, а предварительно помещает прерывания в очередь. Помещать прерывания в очередь можно специальной программой. В этом случае технолог оказывается как бы защищенным от приема сообщения в тот момент, когда он к этому не готов, а ЭВМ продолжает расчеты других этапов процесса подготовки УП, которые должны выполняться в автоматическом режиме. Когда технолог оказывается свободным к приему сообщения, он вводит команду на извлечение начального элемента (прерывания) очереди и начинает его отработку. Такой подход, конечно же, более эффективен по сравнению с подходом, когда ЭВМ после выдачи сообщения технологу приостанавливает вычисление программы до тех пор, пока не будет реализовано ДП указанного ею вида.
Режим графического диалога. Некоторые этапы процесса подготовки УП для станков с ЧПУ, например формирование, отображение и коррекция операционного эскиза и др., выполняются в режиме графического диалога, предметом которого является представление и преобразование графической информации с помощью ЭВМ.
Можно выделить три основных принципа действия средств вычислительной техники, предназначенных для выполнения различного рода графических работ:
-
изобразительная машинная графика;
-
анализ изображений;
-
персептивная графика (анализ сцен).
Графические задачи процесса подготовки УП можно отнести к области изобразительной машинной графики, которая имеет дело с искусственно созданными графическими изображениями, состоящими обычно из линий. К основным задачам, решаемым в изобразительной графике процесса подготовки УП, относятся следующие:
1) построение модели изображаемых элементов и генерация изображения; преобразования модели и изображения;
-
идентификация изображения и извлечение информации.
Под моделью понимается формализованное описание графического изображения, которое может быть принято ЭВМ и преобразовано в соответствующее изображение на рабочем поле графического дисплея или графопостроителя. Например, моделью операционного эскиза детали служит информационный массив координат геометрических точек сопрягаемых элементов поверхности детали с указанием признака яркости этих элементов. Этот информационный массив представляется далее в виде дисплейного списка, на основании которого осуществляется генерация изображения. Использование в процессе подготовки УП графических дисплеев позволяет не только отображать информацию в графическом виде, но и непосредственно преобразовывать ее и манипулировать ею.
Основой графического диалога в процессе подготовки УП служит визуальная обратная связь. Она состоит в том, что в процессе подготовки УП ЭВМ представляет на экран графического дисплея информацию, например траектории перемещения режущих инструментов, а технолог может при необходимости путем активизирования (включения) некоторых устройств ввода (световое перо, функциональные кнопки и др.) реагировать на нее, передавая, таким образом, сообщение ЭВМ.
Так же как и в случае алфавитно-цифрового диалога, при решении технологических задач реакция технолога может быть или ответом на запрос ЭВМ (графический диалог, инициируемый ЭВМ), или его произвольным действием (графический диалог, инициируемый технологом), последствия которого немедленно отображаются на экране дисплея.
При графическом диалоге установлены следующие виды ДП: 1) указание геометрического элемента изображения на рабочем поле экрана дисплея; 2) позиционирование геометрического элемента или элементов изображения и их совокупностей на рабочем поле экрана дисплея; 3) рисование отдельных элементов изображения и их совокупности на экране дисплея; 4) ввод команд; 5) ввод данных.
Указание геометрических элементов изображения на рабочем поле экрана дисплея осуществляется с помощью светового пера. Световое перо может быть использовано только совместно с дисплеями, которые регенерируют изображения (в противоположность дисплеям на запоминающих электронно-лучевых трубках), так как это заложено в самом принципе, который позволяет световому перу «видеть» объекты на экране. Световое перо — средство, которое позволяет непосредственно указывать геометрический элемент изображения на экране и тем самым идентифицировать его для ЭВМ, давая возможность оценить, например, численное значение координат геометрических точек операционного эскиза детали.
Позиционирование геометрических элементов изображения на экране дисплея заключается в следующем. На экран выводится курсор. К нему подводят световое перо и нажимают его переключатель. Происходит «прицепление» курсора к световому перу. Затем он вместе со световым пером перемещается по экрану и позиционируется в любой заданной точке. После вывода курсора в требуемое положение переключатель освобождается, и курсор «отцепляется» от пера. Теперь его центр указывает координаты точки, которую технолог хочет определить. Перемещать курсор по экрану можно и другими устройствами, например специальным рычагом, устройством «мышь» и т.д.
Рисование геометрических элементов графических изображений на экране дисплея является одним из широко используемых ДП. Суть его состоит в следующем. Пусть, например, необходимо прочертить отрезок прямой линии, соединяющий две геометрические точки. Для этого позиционированием задаются координаты этих крайних геометрических точек отрезка прямой линии, затем с помощью соответствующей команды вызывается процедура для генерации линии, т.е. технолог сначала указывает начальную геометрическую точку вектора с помощью светового пера. После этого указанная точка высвечивается на экране. Далее указывается конечная геометрическая точка вектора, которая также высвечивается. Затем технолог вводит процедуру «начертить отрезок прямой». ЭВМ, выполняя эту команду, генерирует и выводит на экран дисплея вектор, соединяющий две указанные геометрические точки. Вычерчивание дуги осуществляется путем задания (указания) трех геометрических точек (центра окружности, начальной точки и конечной дуги) и ввода команды «вычертить дугу».
Ввод команд в процессе подготовки УП при решении графических задач может осуществляться как с помощью функциональных кнопок, так и с помощью светового пера. Функция каждой управляющей кнопки определяется заранее в прикладной программе, т. е. вопрос о том, какое конкретное действие будет выполняться при нажатии функциональной кнопки, должен решаться в пределах этой программы. При использовании светового пера технологу на рабочем поле экрана дисплея высвечивается совокупность ключевых слов для соответствующих команд. Например, совокупность команд для преобразования графических изображений операционного эскиза детали и траектории перемещения режущих инструментов имеет вид следующего списка: перенести вниз, перенести вверх, перенести влево, перенести вправо, уменьшить, увеличить, повернуть влево, повернуть вправо.
Ввод данных, как и при алфавитно-цифровом диалоге, осуществляется с помощью клавиатуры дисплея. Однако можно вводить данные и путем перемещения курсора по экрану с высвечиванием координат его центра. Этот способ ввода данных является трудоемким, и его применение, как показала практика решения графических задач процесса подготовки УП, следует ограничивать.
Таким образом, для отработки диалоговых прерываний при решении любой графической задачи можно применять три следующие устройства ввода: световое перо (или рычаг — для дисплея с запоминающей электронно-лучевой трубкой), алфавитно-цифровую клавиатуру, функциональные кнопки. Все они обеспечивают простоту взаимодействия технолога и ЭВМ и вместе с тем всю полноту охвата перерабатываемой информации, а также полную реализацию установленных видов ДП.
Реализация режима диалога. Режим диалога при вводе УП удобен в случаях, когда для кодирования информации требуется введение в ЭВМ большого количества данных, когда необходим особенно строгий контроль за соблюдением ряда ограничений, накладываемых на получаемые результаты конкретной СЧПУ. Вариант реализации режима покажем на примере.
Режим диалога по принципу «меню». Режим диалога по принципу «меню» предполагает широкое использование при подготовке (отладке) УП стандартных (типовых) подпрограмм, находящихся в памяти УЧПУ. При выборе в рассматриваемом режиме кнопкой «меню» (MENU) на пульте УЧПУ (рис. 24.1) на экран дисплея вызывается определенная страница, например типовых схем обработки отверстий. При этом на поле дисплея внизу над функциональными клавишами загораются номера вызванных подпрограмм (рис. 24.2).
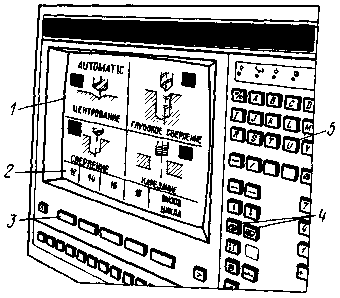
Рис. 3.81 Схема пульта УЧПУ модели SINUMERIK (класс CNC):
1 — дисплей 2 — поле дисплея для функциональных клавиш 3 — многофункциональные (виртуальные) клавиши 4 — кнопки смены страниц меню 5 — клавиатура системы ввода
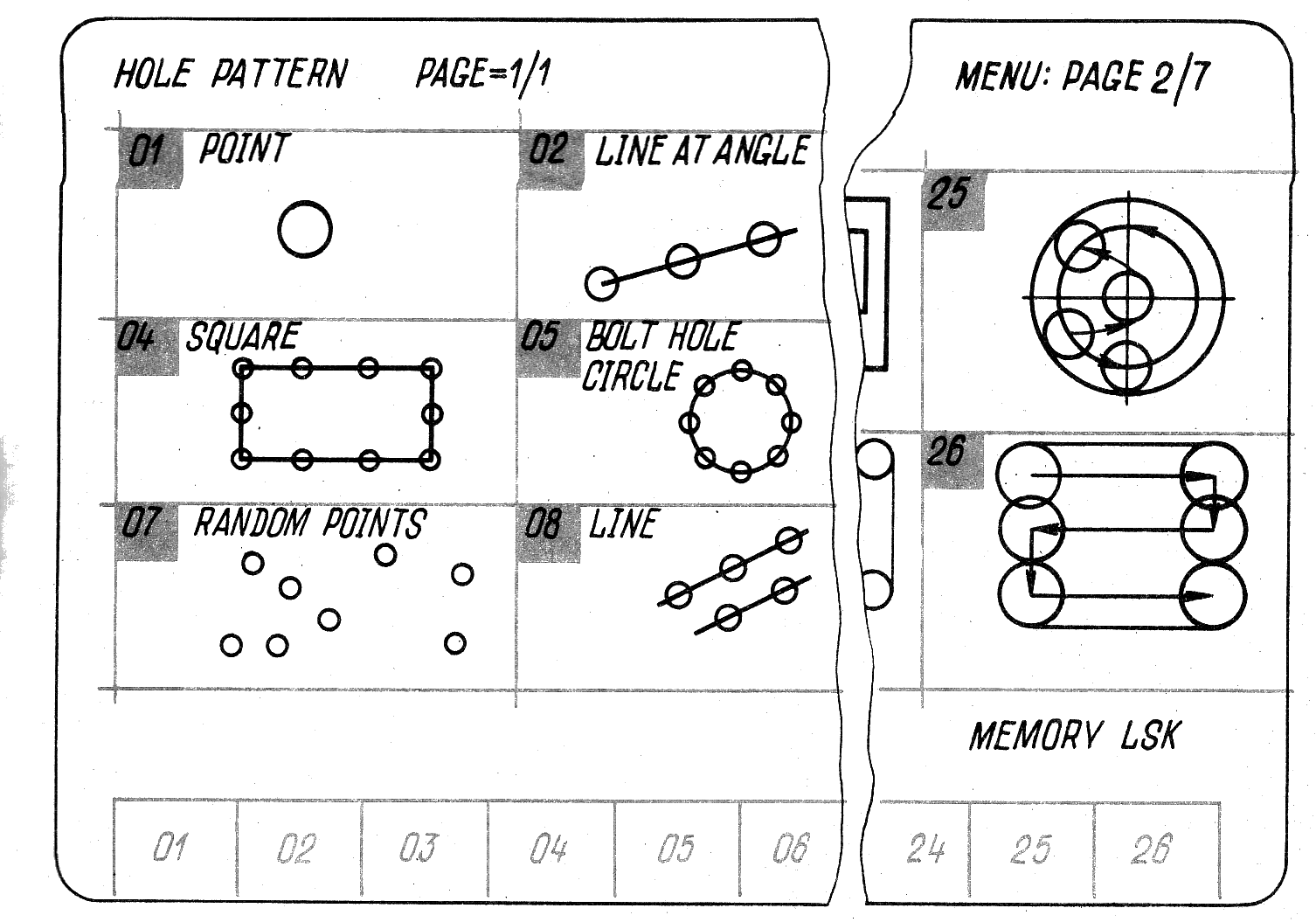
Рис. 24.2 Вид экрана дисплея со схемным набором подпрограмм («меню»):
а — операций обработки отверстий; б — фрезерных операций
В зависимости от требований обрабатываемой детали оператор выбирает схему, например схему обработки отверстий по линии под углом (подпрограмма 02 на рис. 24.2, а). Для вызова этой подпрограммы (на экран дисплея) следует нажать на ту функциональную клавишу под экраном дисплея, над которой высвечивается цифра 02. Нажатие клавиши приведет к тому, что на экран дисплея будет выведена подпрограмма 02 (рис. 24.3) со всеми данными, которые необходимы, чтобы ввести ее в составляемую УП. Перечень данных высвечивается в левом верхнем углу экрана дисплея, а схема обработки — в центре или справа. Взятая для примера схема предполагает ввод координат начальной точки 1 (X, Y) в системе координат детали, угла А, расстояния между отверстиями U и количества отверстий Н. Все эти данные, т.е. адрес и число, вводятся с клавиатуры пульта (см. рис. 3.81). Например, набрав цифры 02: 2000 — шифр подпрограммы, далее вводят кнопками Х500, Y600, U60, А40, Н5. Все эти данные выводятся на экран дисплея после знаков = (равенство) в перечне ввода. Ошибки при введении могут быть тотчас же исправлены.

Рис. 24.3 Вид экрана дисплея с подпрограммой
После ввода данных по схеме обработки на экран дисплея вызывается схема постоянного цикла, например G82. Вызов осуществляется соответствующей функциональной клавишей. Вызванный на экран цикл представляется схемой и перечнем данных для его реализации: В (положение плоскости XY), R (недоход инструмента), Z (глубина рабочего хода), d (диаметр отверстия). Могут быть указаны код материала (МС), шероховатость поверхности (С), точность отверстия (Н : ISO) и др.
После ввода всех необходимых данных нажатием клавиш AUTO (автомат) системе дается задание на автоматизированный подбор инструмента (инструментов) и режимов их работы. При желании оператор может проверить назначенную системой группу инструментов и режимы их работы, вызвав на экран дисплея (рис. 24.4). При необходимости все выведенные данные могут быть откорректированы.
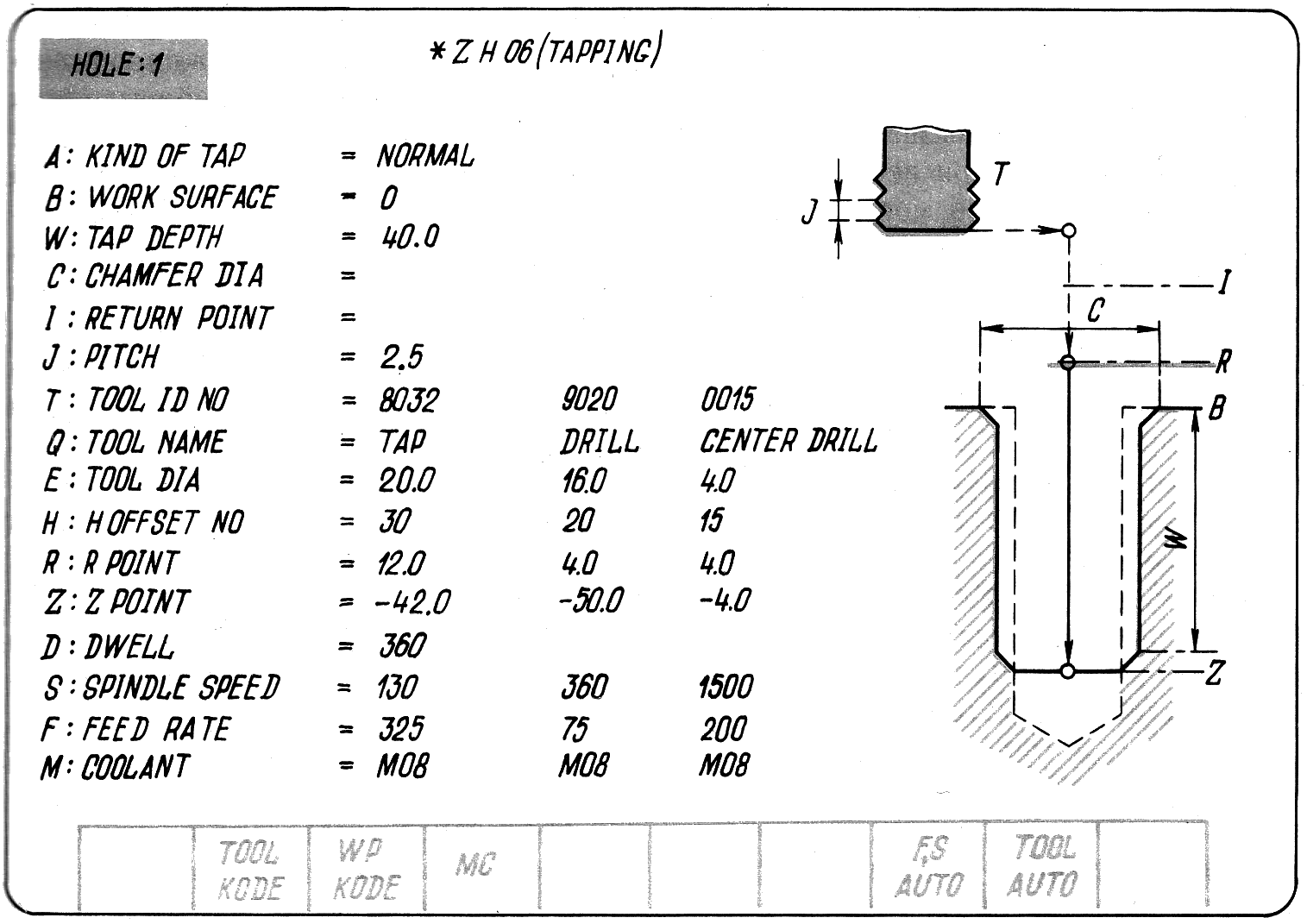
Рис. 24.4 Вид экрана дисплея с данными инструмента и режимов резания
При согласии оператора намеченная схема обработки отверстия 1 (см. рис. 24.3) вводится в память УЧПУ как часть УП. Далее решается аналогично цикл обработки отверстий 2, 3 и т.д. Если обработка всех отверстий осуществляется по единому циклу (например, по рассмотренному для отверстия 1), то это указывается (вводится) в УП.
Аналогично на экран дисплея могут быть вызваны схемы (подпрограммы) фрезерных операций (см. рис. 24.2, б), расточных и т.п. Работая в режиме диалога с выбором схем по «меню», можно запрограммировать обработку достаточно сложной детали. Некоторые УЧПУ в процессе программирования позволяют осуществлять графический синтез общей детали по отдельным вводимым схемам и циклам, накладывая эти схемы и циклы друг на друга в соответствующих плоскостях.
Например, типовые схемы обработки отверстий могут быть размещены (в соответствующем масштабе) на обрабатываемой плоскости с заданным контуром. Таких плоских схем можно синтезировать по количеству обрабатываемых у реальной детали. Далее система УЧПУ позволяет объединить все плоские схемы в единую объемную — аксонометрическую (рис. 24.5), по которой можно проверить правильность синтеза и похожести сформированного на экране дисплея рисунка реальному чертежу (детали). При графическом синтезе схемы и рисунки особенно четко просматриваются и хорошо контролируются, если графика и буквенно-числовая информация выводятся на экран дисплея в разноцветном изображении.
Возможности УЧПУ в отражении графической части программы часто используют в процессе работы станка. Устройству ЧПУ задают режим воспроизведения на экране дисплея плоского или трехмерного изображения реальной траектории движения центра инструмента, т.е. в процессе обработки детали по программе на дисплее непрерывно «рисуется» траектория центра инструмента по действительным данным его положения относительно элементов станка и детали. Все это позволяет вести непрерывный контроль процесса обработки детали.
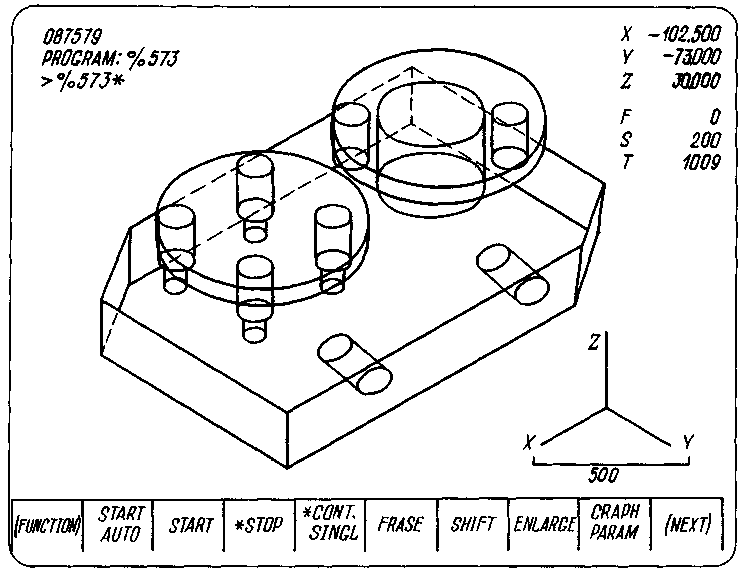
Рис. 24.5 Аксонометрическая (синтезированная) схема обрабатываемой детали