

26 Управление автоматическими линиями
Управление автоматическими линиями. Сохраняется релейная система управления. Построена на релейных контактных элементах. Всем циклом линии управления производятся отдельной системой управления. Это не надежно. Сейчас переходят на бесконтактные. Применяют контроллеры, в основу работы которых положены ЭВМ. Каждый контроллер имеет характеристику по числу входов и выходов. Контроллер предназначен для управления циклами автоматических линий.
Обычно станочные автоматические линии, созданные для обработки одной конкретной детали, очень сложно использовать для обработки новой детали, даже аналогичной по конструкции. Но тенденции развития современного крупносерийного и массового машиностроительного производства связаны с резким увеличением количества модификаций выпускаемых машин и, следовательно, их деталей.
Принципиально новые средства автоматизации, появившиеся в виде ГПС, позволили создать для таких производств гибкие автоматизированные линии (ГАЛ). ГАЛ предназначены для групповой обработки нескольких заранее известных аналогичных по конструкции и технологии изготовления деталей. Они состоят из переналаживаемых агрегатных станков и станков с ЧПУ, объединенных единой автоматической транспортной системой. Станки с ЧПУ используют в таких линиях при сложных циклах обработки и при необходимости реализовать контурное управление. Технологическое оборудование ГАЛ расположено в принятой последовательности технологических операций.
Широкое распространение получили ГАЛ, создаваемые на базе агрегатных станков со сменными шпиндельными коробками для обработки корпусных деталей. На рис. 26.1 показан пример такой линии, в состав которой входят: два комплекта унифицированных узлов 1 и 6 для механообработки, две автоматически действующие секции конвейеров шпиндельных коробок 2 и 4, стеллаж 3 для складирования не используемых в заданном цикле работы шпиндельных коробок, три позиции 10 установки заготовок на зажимные приспособления-спутники, транспортная система автоматической подачи деталей со спутниками на рабочие позиции 11 и 8 (позиция 9 для промежуточного контроля деталей). Комплекты унифицированных узлов имеют силовой стол с редуктором 7 для крепления сменных шпиндельных коробок 5, устройство подачи к силовому столу шпиндельных коробок 12, набор секций конвейеров и поворотных столов. На линии используется до 28 многошпиндельных коробок, которые на спутниках транспортируются в нужный период цикла обработки к силовому узлу, где поочередно автоматически закрепляются. При переналадке новый комплект коробок загружается на конвейер со склада. При необходимости могут быть изготовлены новые шпиндельные коробки и осуществлено перепрограммирование системы управления.
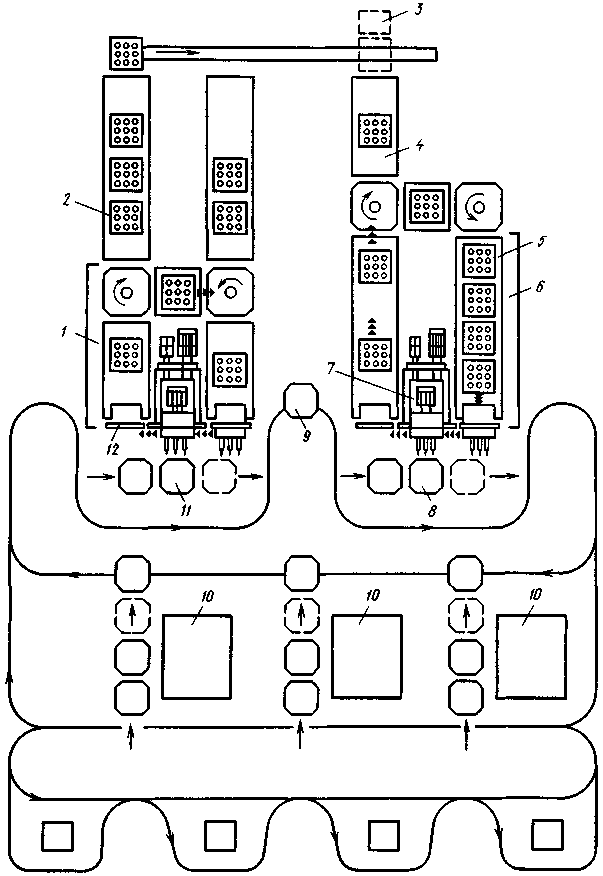
Рис. 26.1 Компоновка ГАЛ со сменными шпиндельными коробками
Все большее применение находят в ГАЛ для обработки деталей типа тел вращения и корпусных деталей агрегатные станки с ЧПУ, создаваемые из комплектов унифицированных узлов (станин, стоек, шпиндельных узлов, столов различных типов, механизмов автоматической смены инструмента). Примеры построения компоновок агрегатных станков с ЧПУ представлены на рис. 9.8: с тремя стойками, горизонтальным расположением шпинделей, вертикальными осями вращения дисковых инструментальных магазинов и поворотного стола (рис. 26.2, а); с одной стойкой, горизонтальным шпинделем, вертикальной осью вращения магазина, горизонтальной осью вращения поворотного стола (рис. 26.2, б, в); с одной стойкой, горизонтальным шпинделем, вертикальной осью вращения магазина, наклонно-поворотным столом (рис. 26.2, г); с двумя стойками, вертикальными шпинделями, горизонтальной осью вращения магазина, вертикальной осью вращения поворотного стола (рис. 26.2, д); с двумя стойками, горизонтальными шпинделями, вертикальной осью вращения магазинов, однокоординатным столом прямолинейного перемещения (рис. 26.2, е).
Переналадка агрегатных станков с ЧПУ заключается в смене управляющей программы, зажимного приспособления и набора режущего инструмента в магазине.
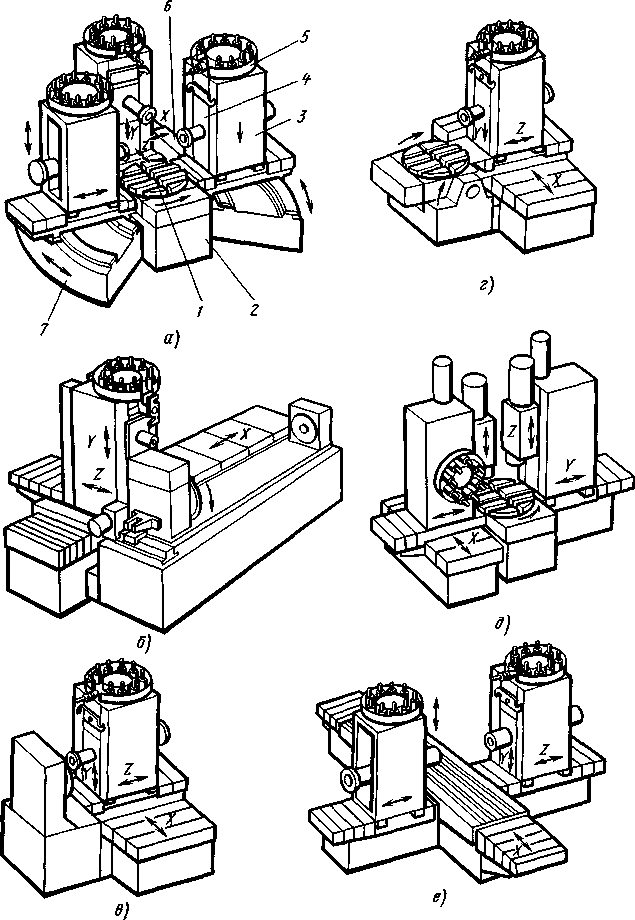
Рис. 26.2 Компоновки агрегатных станков с ЧПУ:
1 — поворотный стол; 2 — станина поворотного стола; 3 — стойка; 4 — шпиндельный узел; 5 — инструментальный магазин; 6 — стол прямолинейного перемещения; 7 — станина стоики.
На рис. 26.3 показана еще одна компоновка агрегатного станка с четырьмя многошпиндельными коробками, каждая из которых предназначена для обработки определенной корпусной детали. Станок оснащен цикловой системой программного управления. При переналадке ГАЛ на станке достаточно повернуть стол с закрепленными на нем шпиндельными коробками и сменить управляющую программу. Для новой обрабатываемой детали на свободную позицию стола устанавливается новая шпиндельная коробка, поэтому можно обрабатывать детали старой и новой модификаций.
Эффективная эксплуатация ГАЛ невозможна без диагностирования состояния оборудования, развитых систем поиска и локализации отказов. Применяют функциональные и тестовые методы диагностирования. Функциональное диагностирование выполняется при работе ГАЛ специальными встроенными средствами контроля, позволяющими оперативно реагировать на нарушения работоспособности. Тестовое диагностирование позволяет определять скрытые отказы, которые не влияют в данный момент на работоспособность оборудования ГАЛ, но их накопление приводит к снижению надежности всей системы. Тестовые методы особенно важны на режимах профилактики и наладки ГАЛ, а также при выполнении ремонтных операций.
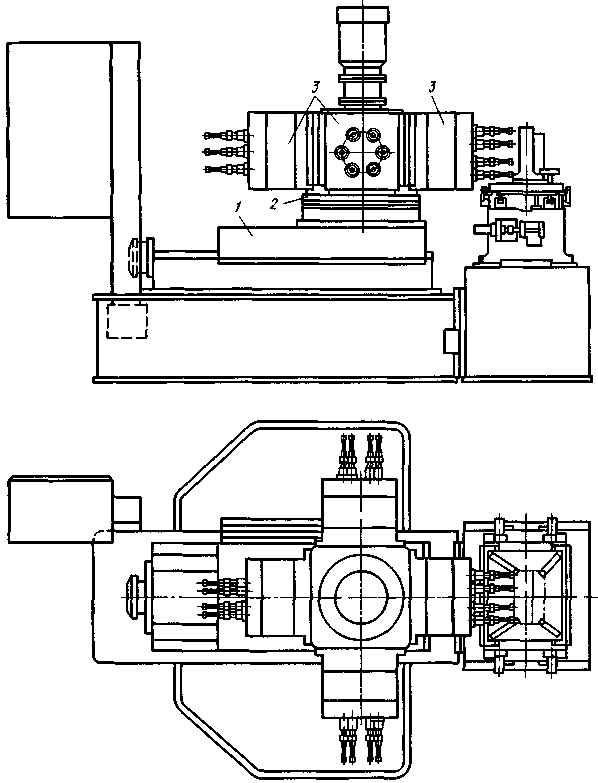
Рис. 26.3 Переналаживаемый агрегатный станок с многошпиндельными коробками:
1 — силовой стол; 2 — поворотное устройство; 3 — многошпиндельные коробки.
Автоматизация диагностирования ГАЛ осуществляется с помощью управляющих ЭВМ и программируемых контроллеров, которые должны иметь: дискретные и аналоговые входы для связи с датчиками системы автоматизированного контроля; специализированный язык программирования, позволяющий строить сложные диагностические программы; развитое программное обеспечение для выполнения алгоритмов диагностирования и для вывода на экран дисплея соответствующей информации в наглядной форме.
Реальная производительность ГАЛ определяется коэффициентом технического использования, характеризующим соотношение времени производительной работы оборудования и времени его простоев при выполнении наладочных операций и восстановлении работоспособности, простоев по организационным причинам. Важнейшая задача в области дальнейшего совершенствования ГАЛ — повышение этого коэффициента, так как для большинства линий он составляет лишь 0,6—0,7.