

9 Блок схема nc, работа и назначение блоков
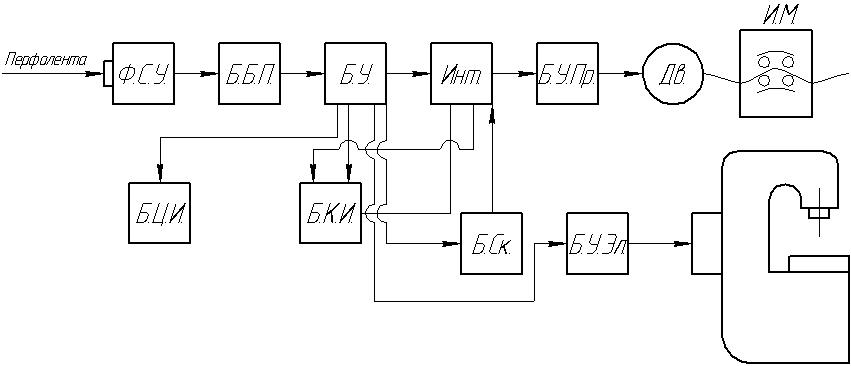
Рис.9.1 Функциональная схема NC
ФСУ – фотосчитывающее устройство, управляющее продвижкой перфоленты и обеспечивающее считывание информации с перфоленты по кадрам.
Информация с ФСУ передается на ББП (блок буферной памяти).
ББП представляет из себя две группы регистров, в каждый из которых поочередно записывается информация в пределах одного кадра.
В начале работы происходит считывание первого кадра и его запись в одну из групп регистра.
Сразу начинается управление обработкой детали. В этот момент происходит запись второго кадра в другую группу регистра. Как только отрабатывается информация первого кадра, включается протяжка перфоленты и считывается третий кадр с записью в освободившийся регистр и т.д.
Блок управления (БУ) управляет потоками информации, а также может переводить информацию программоносителя во внутренний язык ЧПУ.
Интерполятор (Инт) – электронный блок, обеспечивающий обработку участка по заданной траектории. Он обеспечивает расчет промежуточных координат между опорными точками с приращениями в пределах цены импульса.
Интерполятор выдает информацию в унитарном коде.
Блок управления приводом (БУПр) – это электронный блок, работающий по определенному алгоритму, направленному на выполнение заданных команд.
Блок цифровой индикации (БЦИ) обеспечивает вывод на пульт управления информации, отображающей характер работы системы ЧПУ и станка.
Блок коррекции инструмента (БКИ) обеспечивает смещение инструмента относительно запрограммированного контура детали на заданную величину, задаваемую наладчиком по указанному адресу в программе. В некоторых системах адрес корректора может задаваться отдельно, например, D01, в некоторых современных – двумя последними цифрами в указании номера инструмента: Т0101.
Если запрограммировать заданный контур и не принять никаких мер, то центр фрезы пойдет по заданному контуру, что недопустимо, поэтому необходимо заставить двигаться по эквидистанте.
Эквидистанта – это контур, описываемый центром фрезы при обходе заданного контура детали.
В первых системах ЧПУ технолог чертил и рассчитывал опорные точки эквидистанты. В настоящее время эту работу выполняет система ЧПУ.
При программировании обработки используются специальные функции G40 – G46, а могут быть и другие в некоторых системах ЧПУ, обеспечивающие смещение инструмента и расчет координат опорных точек эквидистанты. Кроме этого эти же приемы используются для коррекции размера детали.
В системах NC блок коррекции представляет собой блок декадных переключателей, где, согласно указанному адресу в программе, набиралась величина коррекции. В современных системах ЧПУ блок коррекции представляет из себя блок электронной памяти, куда, согласно адреса, указанного в кадре, с пульта управления (клавиатуры) заносится величина коррекции.
БСк (блок скорости) – это электронный блок, обеспечивающий управление согласно заданной скорости обработки. В простейшем случае он может представлять из себя управляемый генератор частоты, переводящий цифровой код скорости, записанной скорости в программе в соответствующую частоту электрических сигналов, которые синхронизируют частоту управляющих сигналов с интерполятора, подаваемых на блок управления приводом.
Блок управления электроавтоматикой (БУЭл) – блок, обеспечивающий управление циклами станка.
Недостатки этих систем:
-
Эти системы ЧПУ аппаратно ориентированы и могут быть использованы только для управления определенной группой станков.
-
В силу постоянного использования перфоленты в процессе обработки возможны помехи.
-
Износ перфоленты.
-
Малое количество корректоров.
-
Невозможность оперативного вмешательства в редакцию управляющей программы (необходимость переделки перфоленты).
Но эти системы ЧПУ эффективны для управления станками с простыми движениями, например, в ГАЛах (гибких автоматических линиях), что используется в некоторых странах, где вышерассмотренные блоки решены на аппаратном уровне в БИСах (большая интегральная схема) с введением небольшой электронной памяти в пределах 1-2 программы, что исключает использование перфоленты, где программа вносится с переносного программатора, подключаемого через электронную шину к системе ЧПУ.
При высокой дешевизне таких блоков упрощается их ремонт путем замены, блок начинает сразу выполнять свои функции, не требуя дополнительного программирования по сравнению с системами CNC.