

12.3 Программирование в полярной системе координат
В полярной системе координат положение конечной точки определяется радиусом и углом. Возможно назначение специальной полярной плоскости функцией G20 с указанием координат выбранного полюса. При использовании полярной системы координат вводят следующие подготовительные функции движения: G10 — ускоренное перемещение (аналог G00); G11 —линейная интерполяция (аналог G01); G12 — круговая интерполяция по часовой стрелке (аналог G02); G13 — круговая интерполяция против часовой стрелки (аналог G03). В ряде СЧПУ можно одновременно использовать как прямоугольную, так и полярную системы координат.
Рассмотрим несколько примеров программирования в полярной системе координат.
Пример 1. Фрезерование шестигранника (рис. 12.8). На корректоре D04 задан размер 14 мм — диаметр фрезы. Фрагмент программы может иметь вид:
N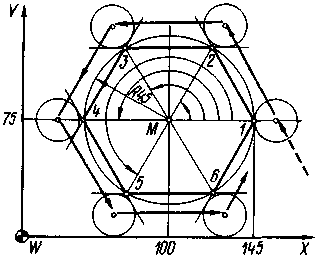 5
G20 Х100. Y75. LF
5
G20 Х100. Y75. LF
N10 G11 X45. А0 LF
-
N15
А60 LF
N20
А120 LF
N25
А180 LF
N30
А240 LF
N35
А300 LF
N40
А0 LF
Рис. 12.8 Схема фрезерования шестигранника
Кадр N5 определяет плоскость XWY как полярную с полюсом в точке М, координаты которой: х = 100 мм; y = 75 мм. Кадр N10 задает линейную интерполяцию и начальную точку обработки. Радиус R указывается по адресу X, а угол — по адресу А. Кадры N15—N40 последовательно задают перемещение инструмента по точкам контура; радиус остается неизменным — заданным кадром N10. Предполагается, что условия обработки, характер коррекции определены в программе кадрами N1 — N4.
Пример 2. Движение по сложной траектории (рис. 12.9). При программировании движения по сложной траектории возможен покадровый перенос полюса. Это можно задать функцией G20 или (в некоторых УЧПУ) специальными функциями G110 и G111. Функция G110 одновременно определяет ускоренное перемещение, а G111 — линейную интерполяцию (рабочее перемещение) по программируемой траектории.
Кадром N1 инструмент позиционируется в точку W на ускоренном ходу. Далее (кадр N2) определяет полярную плоскость и координаты полюса. Кадр N3 позиционирует инструмент на ускоренном ходу (G10) в точку 1. Радиус в данном варианте программы задан по адресу В, а угол — по адресу А. За положительное направление отсчета углов принято направление от оси X к оси Y. Кадр N4 — смещение полюса в точку 1. Кадр N5 — на рабочей подаче смещение инструмента в точку 2. Кадры N6, N8 — смещение полюса, кадры N7, N9 — соответственно перемещения на рабочей подаче между точками.
Фрагмент программы (вариант 1):
N1 G90 G0 Х0. Y0. LF
N2 G20 Х0. Y0. LF
N3 G10 А30 В40. LF
N4 G20 Х37. Y17. LF
N5 G11 A60 В28. F60 LF
N6 G20 Х50. Y42. LF
N7 А0 В12. LF
N8 G20 Х65. LF
N9 А-65 В25. LF
Программа получается проще, если использовать функции G110 и G111 (вариант 2). Но это возможно, если такие команды воспринимаются данными УЧПУ.
N1 G90 G0 Х0. Y0. LF
N2 G110 А30 В40. LF
N3 G1ll A60 В28. F80 LF
N4 G111 А0 В12. LF
N5 G111 А-65 В25. LF
Здесь кадр N2 функцией G110 определяет положение полюса в достигнутой точке W и одновременно ускоренное перемещение по траектории, характеризуемой радиусом 40 мм и углом 30°. Функция G111 последовательно смещает полюс и определяет режим на рабочей подаче 80 мм/мин.

Рис. 12.9 Программирование траектории движения центра инструмента в полярных координатах сопряжения
Рис. 12.10 Программирование движения центра инструмента по траектории с элементами
Пример 3. Движение по сложной траектории с элементами сопряжения (рис. 12.10). При программировании таких движений используют сложные кадры УП, построенные по установленным для конкретного УЧПУ правилам. Фрагмент программы:
N10 G20 Х0. Y0 LF
N15 G11 X45. Y18. А66 L72. В15.
A1 = -75 L1 = 50 K1 = 10 F80 LF
N20 G11 Х92. Y0. А35 L45 К8. А1=-80 L1=48 B1 = 20 LF
В кадре N15 по адресам X и Y заданы координаты точки первого участка (точки 2). Адрес А определяет угол первого луча, размер которого (расстояние между точками W и 1) задан по адресу L (L = 72 мм). По адресу В задан размер первого радиуса сопряжения (15 мм). Адресами Al, L1, K1 указываются параметры второй прямой, определяющей участок траектории от точки 1 до точки 2. Кадр N20 определяет движение от точки 2' до точки 4' путем поэлементного задания прямых (лучей) от точки 2 до точки 3 (длина L = 45 мм) и от точки 3 до точки 4 (длина L1 = 48 мм) с одновременным заданием фаски перехода (8 мм) и радиуса (20 мм).