

23 Автоматизация подготовки уп
Создание системы автоматизации подготовки УП (САП УП) на универсальных ЭВМ сводится к разработке необходимого для этого программно-математического обеспечения. Перфорация ленты и контроль УП выполняются с помощью периферийного оборудования, имеющегося на вычислительном центре. САП УП создаются также на базе автоматизированного рабочего места (АРМ) и микроЭВМ.
Расчет УП па универсальных ЭВМ приобретает большое значение также в связи с развитием систем автоматического проектирования (САПР). Создается возможность одновременно с чертежом детали проектировать технологию изготовления детали и получить УП на перфоленте или другом программоносителе. Системы автоматической подготовки программ на ЭВМ можно подразделить на два вида: универсальные, рассчитанные на широкую группу станков, и специализированные, ориентированные на конкретные условия применения станков (ограничение по инструменту, видам обработки и т.п.). Оба типа систем находятся в непрерывном развитии: наращиваются задачи, решаемые при подготовке УП; совершенствуются входные языки. САП все более сливаются по составу математического обеспечения с общей системой технологической подготовки производства. Последняя включает расчет режимов резания, операционную технологию и разработку технологического маршрута.
САП, рассчитанная на определенную группу станков с ЧПУ, должна быть приспособлена к различным модификациям станков внутри этой группы. Для этого универсальные системы строят из двух основных частей (процессора и постпроцессора), связанных между собой промежуточным языком.
Процессор — это часть системы, решающая проблемно-ориентированные задачи, т. е. задачи, общие для всех станков данной группы. Процессором решаются задачи трансляции исходной информации, записанной на входном языке, на язык ЦВМ, все геометрические расчеты и в большей или меньшей степени технологические расчеты. Важно отметить, что процессоры повышенного уровня имеют библиотеку с данными об инструменте, обрабатываемых материалах, станках и даже основных зажимных приспособлениях. Это позволяет технологу-программисту сократить сведения, записываемые в исходные данные.
Постпроцессор — это часть системы, решающая станочноориентированные задачи, т.е. задачи, связанные с учетом конкретного типа станка и его системы управления. Постпроцессором решаются задачи кодирования информации, учета расположения нулевых точек, учета динамических характеристик приводов подач и т. д. Некоторые задачи могут решаться как в процессоре, так и в постпроцессоре, если имеется необходимая библиотека данных (например, выбор подач и частот вращения из имеющихся на станке). Целесообразно, чтобы постпроцессор был минимального объема и по возможности простым и чтобы один процессор мог работать с десятками постпроцессоров.
В целях унификации стыковки постпроцессоров с процессором и передачи информации между ними Международным комитетом стандартов ИСО был разработан промежуточный язык (CILDATA).
При обеспечении выхода с процессора на унифицированном, промежуточном языке возможна унификация постпроцессоров между предприятиями, эксплуатирующими разные САП.
Язык программирования включает словарь со смысловым содержанием и правила написания текстов исходных программ. В простейшем случае язык программирования может представлять собой набор специальных форм или таблиц с правилами заполнения их строк и граф. Для работы с САП технологу достаточно ознакомиться с языком системы.
Собственно система программирования представляет собой комплекс вычислительных программ, находящихся на машинных носителях информации ЭВМ (магнитных лентах, перфолентах, магнитных дисках и т.д.). При необходимости ввода системы в действие вычислительные программы заносятся в оперативную память машины. Осуществляется ввод исходных программ на языке программирования, расшифровка их содержания, выполнение необходимых вычислений, кодирование результатов расчета.
Уровень автоматизации систем программирования определяется соотношением между объемом информации, задаваемой программистом, и информацией, заложенной в УП. Наблюдается тенденция к непрерывному повышению автоматизации систем программирования, в которых можно выделить три уровня. На самом нижнем уровне ЭВМ выполняет расчет на основании подробных указаний технолога о всех операциях, последовательности и характере перемещения, виде инструмента и т.д.
Полуавтоматический метод программирования предусматривает участие технолога по тем элементам обработки, для которых отсутствует формализация технологии обработки, а в остальных случаях задаются обобщенные указания об обработке зон (нормализованные схемы обработки), используемых инструментах и режимах резания. При наибольшей степени автоматизации программирования исходная информация содержит только данные об окончательной форме детали и заготовки. Все необходимые технологические решения (последовательность обработки, режимы резания, необходимые инструменты из имеющегося набора, учет себестоимости обработает и т.п.) выполняются системой программирования ЭВМ с оптимизацией отдельных операций.
Весьма эффективна подготовка УП на микроЭВМ в сочетании с планшетным кодировщиком АРМ (рис. 23.1). Координатные данные считываются с чертежа и автоматически преобразуются ЭВМ в данные для УП. Планшетный кодировщик работает в двух режимах: 1) фиксация данных при нажатии кнопки; 2) последовательная выборка с определенным шагом, заданным оператором. В первом случае автоматически генерируются значение кодов ИСО: G00, G01 (позиционирование, линейная интерполяция) либо G02, G03 (круговая интерполяция, проходящая через три точки).
На базе больших и средних ЭВМ разработаны весьма эффективные системы автоматизированной подготовки и контроля УП для станков с ЧПУ.
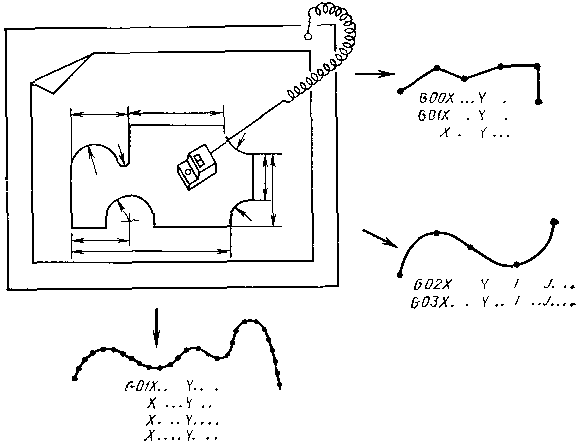
Рис. 23.1 Использование автоматизированного рабочего места для подготовки УП.