

5 Лабораторна робота № 1
МЕТОД КОНТРОЛЬНИХ МЕЖ
5.1 Мета роботи. Робота ставить за мету ознайомити з методом статистичної обробки даних - методом контрольних меж. В роботі розглядається метод статистичного регулювання якості. В основі статис-тичного регулювання лежить метод перевірки статистичних гіпотез.
5.2 Хід роботи
1. Ознайомтеся з описом комп’ютерної моделі генератора результатів вимірювань.
2. За допомогою комп‘ютерної моделі побудуйте модель вимірювання показника якості продукції y:
Кожне вимірюване значення y1і імітує значення показника якості y для i-го елемента продукції в умовах відсутності систематичної похибки.
3. Проведіть "попередні дослідження":
а) прийміть обсяг спроби n = 4;
б) прийміть кількість спроб m = 16;
в) запишіть послідовно n0 = nm значень y1;
г)
для кожної проби підрахуйте
![]() і Rg
= Y1gmax
– Y1gmin
і Rg
= Y1gmax
– Y1gmin
4.
За даними "попередніх досліджень"
визначте оцінки
![]() .
.
5.
Розрахуйте попередні контрольні границі
![]() за умови 1
= 0,0027
і 2
= 0,012.
за умови 1
= 0,0027
і 2
= 0,012.
6. Побудуйте діаграму для даних "попередніх досліджень":
а)
нанесіть на гістограму попередні границі
![]() ;
;
б![]()
![]() )
нанесіть на діаграму значення і
, що розраховані для кожної спроби;
)
нанесіть на діаграму значення і
, що розраховані для кожної спроби;
в) знайдіть і відкиньте проби, що не відповідають стабільному ходу процесу;
г)
уточніть з урахуванням відкинутих проб
оцінки
![]() і розрахуйте остаточні контрольні межі
і розрахуйте остаточні контрольні межі
![]() .
.
7.
За умови Tн
= Tв
= T
для даного поля допуску
= 2T
(значення T
задається у відповідності до номеру
варіанта) і знайденою оцінкою
![]() визначте
очікувану частину браку y.
визначте
очікувану частину браку y.
8![]() .
Використовуючи дані "попередніх
досліджень", що відповідають стабільному
ходу процесу, підрахуйте фактичну
відносну величину браку і порівняйте
її з розрахунковим значенням q.
Для підрахунку
.
Використовуючи дані "попередніх
досліджень", що відповідають стабільному
ходу процесу, підрахуйте фактичну
відносну величину браку і порівняйте
її з розрахунковим значенням q.
Для підрахунку
![]() викорис-
викорис-
товуйте співвідношення де n00 - загальна кількість даних "поперед-
н![]() іх
досліджень", які отримали після
виключення з n0
проб, що не відповідають стабільному
ходу процесу (дивись пункт 6 в); l00
- кількість вимірювань y1
у сукупності n00,
для яких величина за модулем
переважає
значення допуску T
(тобто l00
- кількість бракованих елементів
продукції в сукупності n00).
іх
досліджень", які отримали після
виключення з n0
проб, що не відповідають стабільному
ходу процесу (дивись пункт 6 в); l00
- кількість вимірювань y1
у сукупності n00,
для яких величина за модулем
переважає
значення допуску T
(тобто l00
- кількість бракованих елементів
продукції в сукупності n00).
9.
Побудуйте контрольну карту
![]()
а)
нанесіть контрольні межі
![]() і поле допуску Tв,
Tн
на діаграму середніх значень
і поле допуску Tв,
Tн
на діаграму середніх значень
![]() ;
;
б)
нанесіть контрольні границі
![]() і
і
![]() на діаграму розмахів
на діаграму розмахів
![]() .
.
Між
діаграмою
![]() і діаграмою
і діаграмою
![]() передбачте місце для запису по будь-якої
g-й
пробі:
передбачте місце для запису по будь-якої
g-й
пробі:
-
всіх значень показника якості
 ;
; -
суми значень
 ;
; -
середніх значень
 ;
; -
найбільшого Ylgmax;
-
найменшого Ylgmin із значення показника якості;
-
розмаху Rg .
5.3 Приклад виконання завдання
5.3.1 Завдання
Цех гумових виробів служби ремонтів електроенергетичної системи виготовляє гумові ущільнювачі для повітряних вимикачів. Показником якості є розмір зовнішнього діаметра ущільнення під ізолятор опори камери повітряного вимикача - 202 0,5 мм. Тому Тв = Тн =0,5 мм.
Скористайтесь комп’ютерною моделлю генератора результатів вимірювань і отримайте результати вимірювань, які проводились один раз на годину на чотирьох деталях - гумових ущільнювачах протягом двох змін,тобто за 16 годин. Загальна кількість перевірених деталей - 16·4=64.
Рисунок 5.1 – Початкова екранна заставка комп’ютерної моделі генератора результатів вимірювань.
Побудуйте контрольну карту типу "середнє-розмах".
Проаналізуйте, чи потрібна зупинка виробництва?

Рисунок 5.2 - Вигляд "вікна" на екрані для введення меж зміни вимірюваної величини
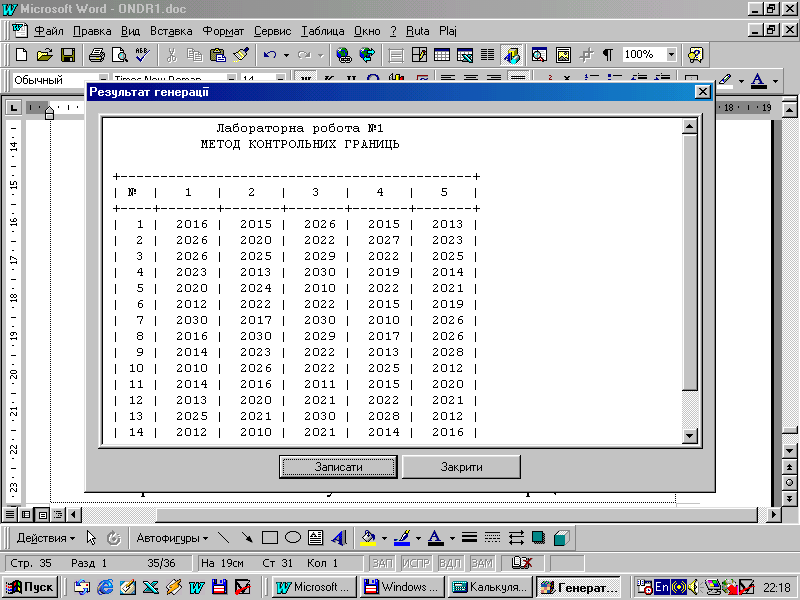
Рисунок 5.3 - Запис результатів вимірювань в файл
Порахуйте та порівняйте допустиму та реальну частку браку в готових виробах та зробіть висновок щодо якості продукції та технологічного процесу.
![]()
Рисунок 5.4 - Запис імені файлу для збереження результатів вимірювань