

Физико-технические основы электронно-лучевого нагрева
Электронно-лучевого нагрев применяется для обработки тугоплавких и химически активных металлов, сварки, испарения металлов и оксидов, выращивания монокристаллов, металлизации и напыления и т.д.
С технологической точки зрения основными преимуществами электронно-лучевого нагрева следует считать:
а) возможность в широких пределах плавно изменять удельную энергию в зоне нагрева;
б) большую удельную мощность (от десятков ватт до нескольких мегаватт) в месте взаимодействия электронного луча с обрабатываемым изделием;
в) возможность управления пространственным положением луча с помощью магнитной системы;
г) возможность использования вакуума как рабочей системы;
д) возможность получения малоразмерной (прецизионной) зоны воздействия электронного луча на обрабатываемый материал.
К временным недостаткам этого вида нагрева следует отнести необходимость обеспечения высокого вакуума, а также сложность изготовления, эксплуатации и высокую стоимость электронно-лучевого оборудования.
В нагревательных установках с использованием электронного луча последний представляет собой направленный поток электронов, переносящий энергию от излучателя электронов к изделию. Ускоренные электроны приобретают кинетическую энергию, пропорциональную их скорости, которую они передают веществу обрабатываемого объекта.
Так как электроны теряют свою энергию при столкновении с молекулами и атомами вещества, то в пространстве рабочей камеры должен поддерживаться глубокий вакуум, который необходим также для защиты катода от бомбардировки положительными ионами.
Вышедший из катода электронной трубки электрон ускоряется в электрическом поле и приобретает энергию
We = me22 e0,
где me и e0 – масса и заряд электрона; - пройденная электроном разность потенциалов.
Эта скорость существенно превышает тепловую скорость хаотичного движения электронов We.
Излучаемые катодом электроны ускоряются в электрическом поле и формируются электрическими и магнитными полями в электронный луч. Мощность электронного луча
Pл = IлVу,
где Iл – ток луча, А; Vу - ускоряющие напряжение, В.
Удельная мощность в луче
Рл.уд. = Рл/Sл = IлVу/(r2л),
где Sл и rл – поперечное сечение и радиус луча на обрабатываемой поверхности.
При столкновении направленного потока электронов с энергией 10 - 50 кэВ с твердым или жидким телом часть электронов отражается, остальная часть поглощается телом. Кинетическая энергия поглощенных электронов преобразуется в тепловую энергию и энергию рентгеновского излучения.
Глубина проникновения электронов, м, с энергией 5 – 100 кэВ может быть определена по формуле Шонланда:
= 2,110-17V2/,
где V – разгоняющее напряжение, В; - плотность металла вещества мишени, кг/м3.
Следовательно, в ЭЛУ глубина проникновения электронов и протяженность зоны интенсивного выделения тепловой энергии составляет микрометры, и для твердых тел нагрев является чисто поверхностным. Мощность рентгеновского излучения в энергетическом балансе ЭЛУ составляет доли процента и его можно не учитывать.
Однако его биологическое воздействие представляет опасность для обслуживающего персонала. Поэтому при конструировании и изготовлении ЭЛУ должны быть предусмотрены специальные мероприятия по защите обслуживающего персонала от воздействия рентгеновского излучения.
Рассмотрим явления, связанные с вторичной эмиссией электронов с бомбардируемой электронным лучом поверхности металла. Значительно перегретая (на 200 – 1000 К) выше температуры плавления поверхность ванны расплавленного металла представляет собой мощный источник термоэлектронной эмиссии. Мощность, Вт, термоэлектронной эмиссии, уносимая потоком электронов,
Рэт = Iтэ/е0( + 2kT),
где Iтэ – ток термоэлектронной эмиссии, А; е0 – заряд электрона; - работа выхода электрона, эВ; k – постоянная Больцмана; Т – температура, К.
Несмотря на малую мощность термоэлектронной эмиссии, ее ток, поглощаемый стенками камеры, может достигать десятков и сотен ампер. Поэтому заземление ЭЛУ должно быть надежным и рассчитанным на этот ток. Часть электронов луча отражается от поверхности металла и поглощается стенками камеры. Это приводит к довольно большим потерям мощности электронного луча (для легких металлов – 5-10 %, для тяжелых – 15-25%) и значительно влияет на энергетический баланс ЭЛУ.
В камере ЭЛУ происходят сложные процессы взаимодействия электронов луча с атомами остаточных и выделяющихся в процессе плавки и нагрева газов, с атомами металлических паров, находящихся над поверхностью расплавленного металла и т.п.
Формирование направленного потока электронов в ЭЛУ
Формирование направленного потока электронов в электронных плавильных печах происходит в высоковольтной диодной системе с эмиттирующим электроны нагретым катодом. Эта система может быть выполнена по двум схемам: без ускоряющего анода и с ускоряющим анодом (рис.)
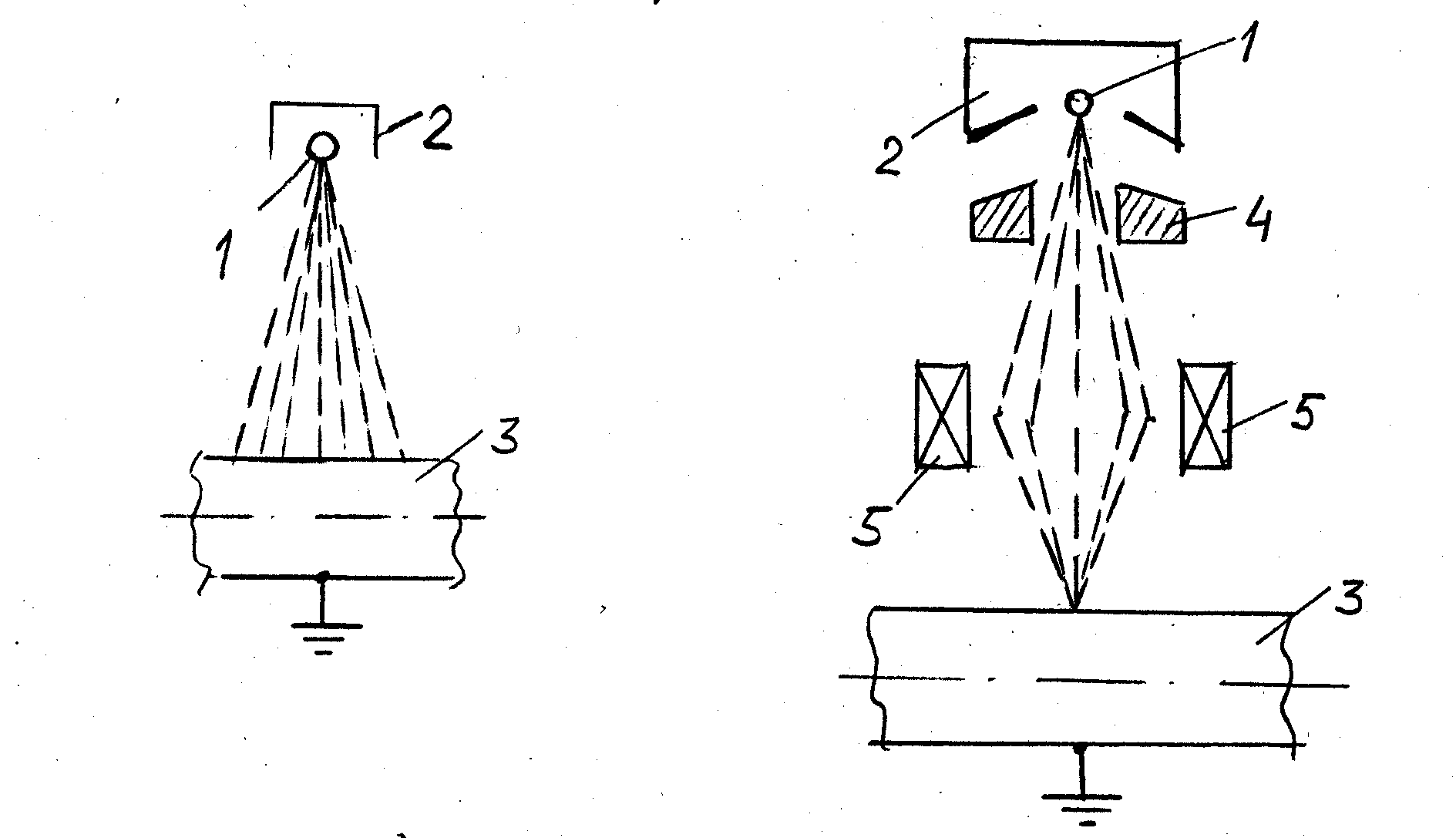
Рис. Схема электронных пушек: без ускоряющего анода (а) и с ускоряющим анодом (б): 1 – катод; 2 – фокусирующий электрод; 3 – нагреваемый материал; 4 – ускоряющий анод; 5 – фокусирующая линза.
Плавильная электронная установка первого вида называется установкой автоэлектронного нагрева, отличается простотой исполнения и экономичностью нагрева ввиду отсутствия отражаемых электронов. Такие установки имеют мощность от 60 до 225 кВт и рабочие напряжения от 4 до 12 кВт, применяются для выплавки слитков тугоплавких металлов диаметром до 10 см.
Недостатками таких установок являются нестабильность в работе, обусловленная частыми пробоями межэлектродного промежутка, ограниченные мощность и диапазон давлений остаточного газа (обычно не более 10-2 Па), низкая стоимость катода.
Преимуществом установок с ускоряющим анодом является отсутствие электрического поля в рабочей (технологической) зоне плавильной электронной печи. Поэтому электронная пушка, формирующая направленный поток электронов высокой энергии, может быть удалена на значительное расстояние от плавящегося металла. В этом случае катод в значительно меньшей степени подвержен воздействию остаточных газов и паров металла из технологической зоны. Кроме того, в установках с электронной пушкой появляется возможность плавки и нагрева непроводящих материалов.