

5.2 Шлифование наружных цилиндрических поверхностей методом продольной подачи
П ри
обработке шлифовальный круг совершает
возвратно - поступательные перемещения
параллельно оси заготовкиSПР.
Схема обработки следующая: круг подводится
и врезается на заданную глубину, затем
совершается продольное перемещение
влево и продольное перемещение в обратную
сторону и т.д.
ри
обработке шлифовальный круг совершает
возвратно - поступательные перемещения
параллельно оси заготовкиSПР.
Схема обработки следующая: круг подводится
и врезается на заданную глубину, затем
совершается продольное перемещение
влево и продольное перемещение в обратную
сторону и т.д.
В конце каждою двойного хода круг смещается на часть удаляемого припуска.
Общий припуск под шлифование zобщ=0,1...0,3 мм. За один проход удаляется припуск t=0,005...0,03 мм. Заготовка вращается со скоростью VЗАГ = 15...20 м/мин, а шлифовальный круг со скоростью Vш. кр.= 50...70 м/сек. Продольная подача зависит от ширины круга Snp = αВ, где α = 0,2...0,9; В - ширина круга.
Время обработки: Т= LЗАГ i К / Sпр nЗАГ,
где i - число проходов круга, i= zобщ /t; К - коэффициент выхаживания - отношение числа двойных ходов к числу двойных ходов без поперечной подачи, чем ниже жёсткость технологической системы, тем К выше (обычно К=1,2... 1,3); nЗАГ - число оборотов заготовки.
Метод продольной подачи применяется для чернового и чистового шлифования различных деталей.
5.3. Метод глубинного шлифования
П редставляет
собой разновидность шлифования с
продольной подачей. Шлифовальный
круг снимает весь припуск сразу за один
ход, причём подача осуществляется
только в одну сторону. Коническая
часть круга осуществляет резание, а
цилиндрическая часть зачищает поверхность.
Обработку производят с глубиной
резанияt
= 0,5...5 мм
и более, при подаче SПР
= 100...300 мм/мин.
редставляет
собой разновидность шлифования с
продольной подачей. Шлифовальный
круг снимает весь припуск сразу за один
ход, причём подача осуществляется
только в одну сторону. Коническая
часть круга осуществляет резание, а
цилиндрическая часть зачищает поверхность.
Обработку производят с глубиной
резанияt
= 0,5...5 мм
и более, при подаче SПР
= 100...300 мм/мин.
Достоинства метода: высокая производительность, совмещение основного и обдирочного шлифования, стабильность размеров.
Недостатки: сильный и неравномерный износ шлифовального круга, поэтому его необходимо постоянно править; возможность появления прижогов в зоне шлифования; необходимость специального оборудования повышенной жёсткости (люфты приводят к вибрации и ухудшению качества обработки).
Применяется на обдирочном и получистовом шлифовании жёстких коротких деталей (валов, осей, пазов и т.п.), а также при окончательном шлифовании деталей сложного контура (например: хвостовик лопатки турбины в виде ёлки).
5.4 Шлифование наружных цилиндрических поверхностей методом врезания
В этом методе врезание (подачу) осуществляют
непрерывно на всю глубину, либо
периодически (последовательное врезание
с остановками). Подача небольшаяSПОП
= 0,003 -
0,005 мм/об. Ширина шлифовального круга
несколько больше длины заготовки.
Иногда, для повышения точности, после
полного врезания кругу дают продольные
перемещения с небольшой амплитудой (до
3мм). Максимальная ширина заготовки не
превышает 300мм. Применяется для обдирочного
и чистового шлифования конических и
цилиндрических поверхностей.
этом методе врезание (подачу) осуществляют
непрерывно на всю глубину, либо
периодически (последовательное врезание
с остановками). Подача небольшаяSПОП
= 0,003 -
0,005 мм/об. Ширина шлифовального круга
несколько больше длины заготовки.
Иногда, для повышения точности, после
полного врезания кругу дают продольные
перемещения с небольшой амплитудой (до
3мм). Максимальная ширина заготовки не
превышает 300мм. Применяется для обдирочного
и чистового шлифования конических и
цилиндрических поверхностей.
Комбинированный метод шлифования
Э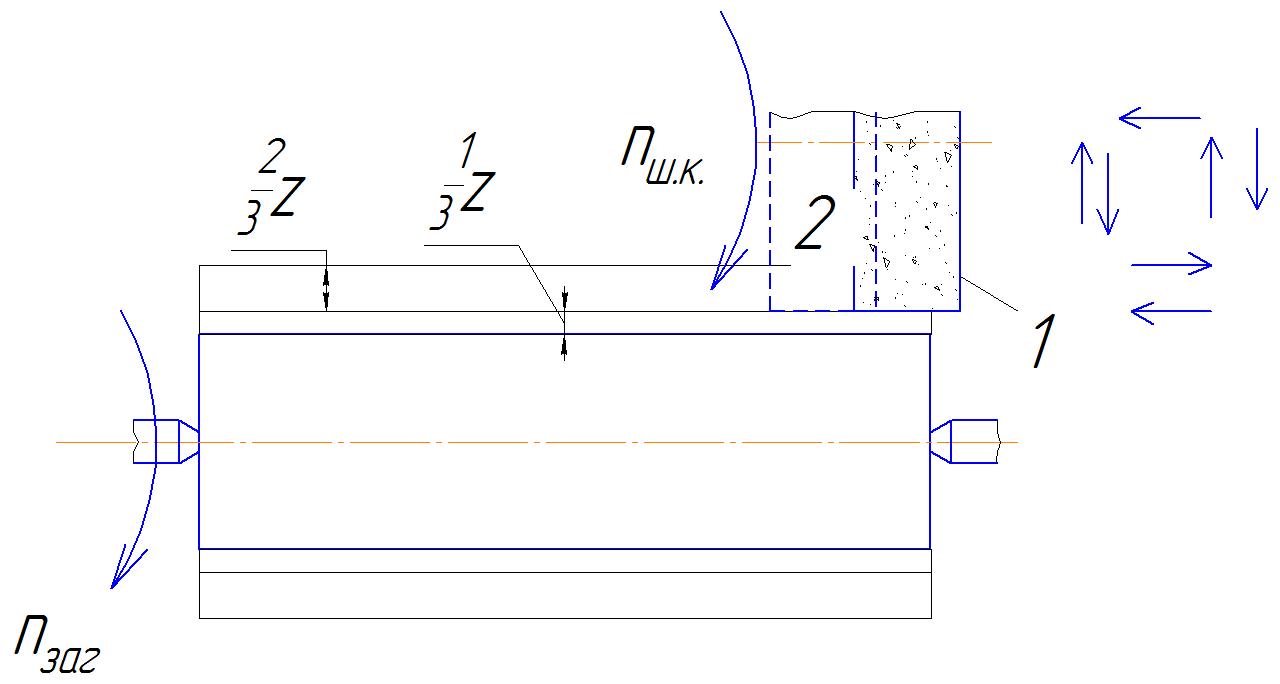 тот
метод иногда называют - шлифование
уступами. Он представляет собой
комбинацию методов продольной подачи
и врезания.
тот
метод иногда называют - шлифование
уступами. Он представляет собой
комбинацию методов продольной подачи
и врезания.
Последовательность обработки следующая: круг устанавливается в позицию 1 и осуществляется поперечное врезание на глубину 2/3 z, затем круг отводится и устанавливается в позицию 2 (с перекрытием около 10 мм) и снова осуществляется поперечное врезание и т.д. После того, как вся деталь будет пройдена по длине, используют метод продольного шлифования, при этом удаляют оставшуюся 1/3 часть припуска.
Достоинством метода является высокая производительность, а недостатком - необходимость частой правки круга.
Метод применяется на черновых (в основном) и чистовых операциях для обработки деталей большой длины, как гладких, так и ступенчатых (валы, протяжки, оси и т.п.).