

4.1 Фрезерование зубчатых колёс
Фрезерование выполняется методами копирования и обкатки.
При нарезании зубчатых колёс по методу копирования (в основном цилиндрические зубчатые колёса) применяют фасонный инструмент: модульные, дисковые и пальцевые (цилиндрические) фрезы.
О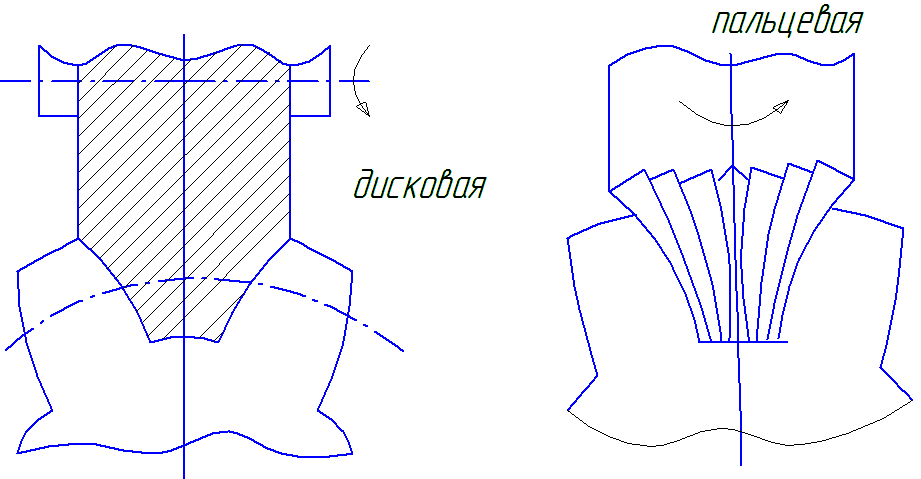 бработка
с помощью фасонных фрез является
достаточно грубой (10-11 квалитет) и
применяется в основном для неточных
шестерён или для предварительной
обработки.
бработка
с помощью фасонных фрез является
достаточно грубой (10-11 квалитет) и
применяется в основном для неточных
шестерён или для предварительной
обработки.
При обработке методом копирования применяют делительные устройства, позволяющие поворачивать заготовку на заданный угол. После прорезания впадины зуба, режущий инструмент отводится в исходное положение, осуществляется поворот заготовки и обработка повторяется.
Д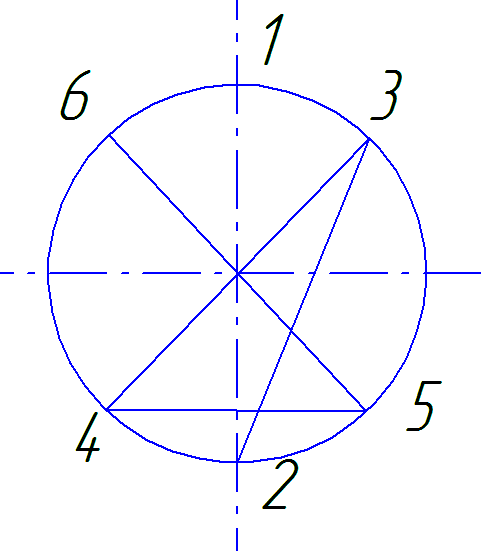 ля
уменьшения погрешностей связанных с
применением у делительного устройства
и возможным в связи с этим накоплением
ошибок окружного шага зубьев фрезерование
выполняется по определённой схеме.
Кроме этого для повышения точности
необходимо совместить ось (плоскость)
вращения фрезы с осью заготовки. Данный
метод применяют в индивидуальном и
мелкосерийном производстве.
ля
уменьшения погрешностей связанных с
применением у делительного устройства
и возможным в связи с этим накоплением
ошибок окружного шага зубьев фрезерование
выполняется по определённой схеме.
Кроме этого для повышения точности
необходимо совместить ось (плоскость)
вращения фрезы с осью заготовки. Данный
метод применяют в индивидуальном и
мелкосерийном производстве.
Н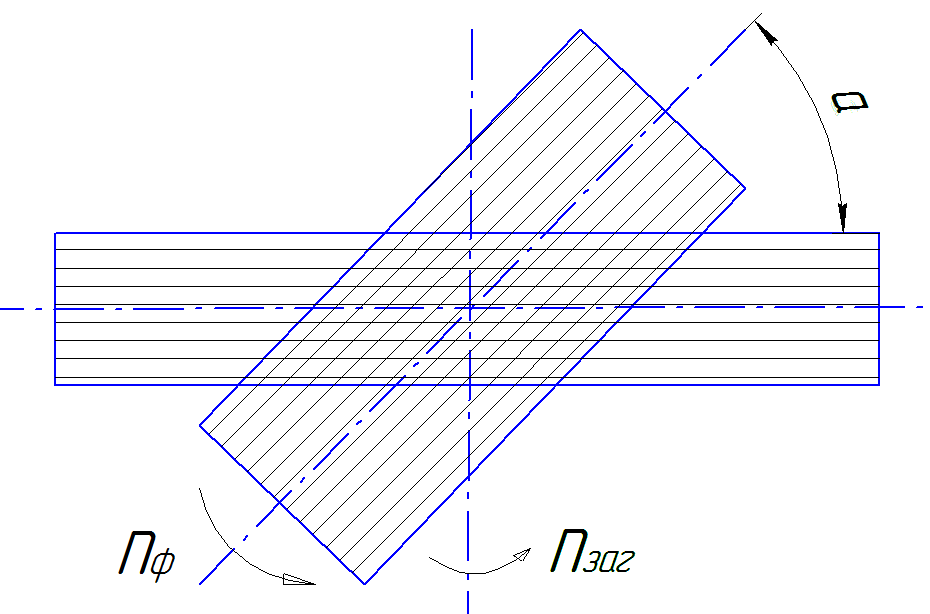 арезание
зубчатых колёсметодом
обкатки осуществляется
червячными
фрезами,
которые могут быть однозаходными и
многозаходными. При фрезеровании
мелкомодульных колёс формирование зуба
происходит за один проход фрезы. При
модуле более 5 нарезание зубьев
осуществляется в два прохода. Точность
нарезания зависит от точности
инструмента и оборудования (в среднем
до 7 степени точности). Режимы резания:
черновая обработка Vрез=25...30м/мин,
чистовая (2-ой проход)-
Vрез=35...50м/мин.
арезание
зубчатых колёсметодом
обкатки осуществляется
червячными
фрезами,
которые могут быть однозаходными и
многозаходными. При фрезеровании
мелкомодульных колёс формирование зуба
происходит за один проход фрезы. При
модуле более 5 нарезание зубьев
осуществляется в два прохода. Точность
нарезания зависит от точности
инструмента и оборудования (в среднем
до 7 степени точности). Режимы резания:
черновая обработка Vрез=25...30м/мин,
чистовая (2-ой проход)-
Vрез=35...50м/мин.
Производительность метода выше, чем при нарезании пальцевыми и дисковыми фрезами.
4.2 Долбление зубчатых колёс
Д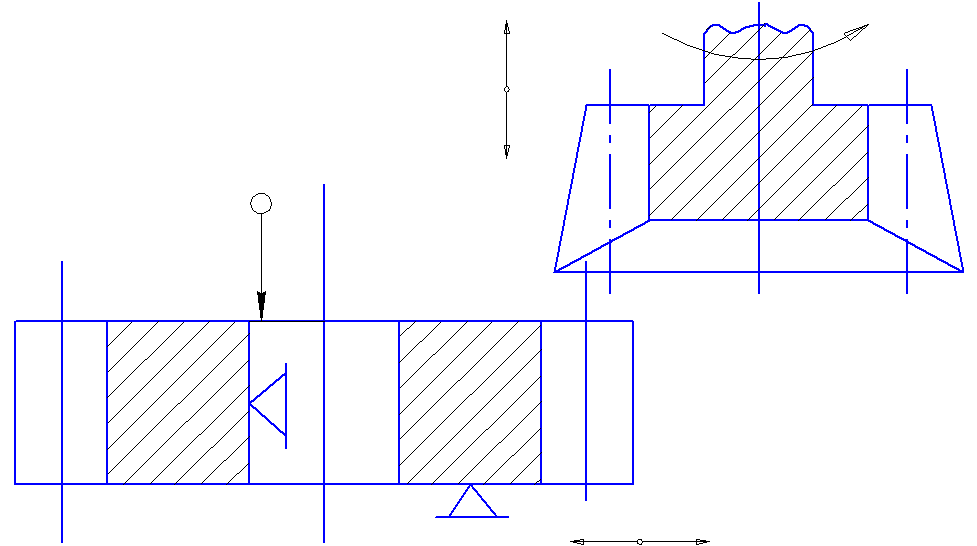 олбление
зубчатых колёс выполняетсяметодом
обкатки на
специальных зубодолбёжных станках.
Для обработки применяется инструмент
– долбяк.
При долблении заготовка устанавливается
на оправку и вращается синхронно с
вращением долбяка. Долбяк совершает
возвратно - поступательные движения
относительно образующей зубьев зубчатых
колёс. За одно движение долбяка заготовка
подводится (долбяк опускается) и отводится
от него с целью уменьшения износа
инструмента о заднюю грань.
олбление
зубчатых колёс выполняетсяметодом
обкатки на
специальных зубодолбёжных станках.
Для обработки применяется инструмент
– долбяк.
При долблении заготовка устанавливается
на оправку и вращается синхронно с
вращением долбяка. Долбяк совершает
возвратно - поступательные движения
относительно образующей зубьев зубчатых
колёс. За одно движение долбяка заготовка
подводится (долбяк опускается) и отводится
от него с целью уменьшения износа
инструмента о заднюю грань.
Обработка выполняется в два этапа. На первом происходит врезание долбяка в заготовку на высоту зуба. На втором этапе выполняется обкатка зубчатого колеса.
Режимы резания: черновое долбление Vрез=32...40м/мин; чистовое долбление Vрез=40...50м/мин; круговая подача 0,25...0,5мм/ дв.ход.
Данный метод обеспечивает меньшую точность обработки по такому параметру, как шаг зубьев. Кроме того, возможно появление радиальных ошибок, связанных с изменением расстояния между осью заготовки и осью долбяка. Метод долбления позволяет нарезать внутренние зубчатые колёса, а также различного рода шлицы, косозубые зубчатые колёса. Для этой цели используются специальные приспособления.
5 Отделочные методы обработки зубчатых колёс
5.1 Шевенгование зубчатых колёс
П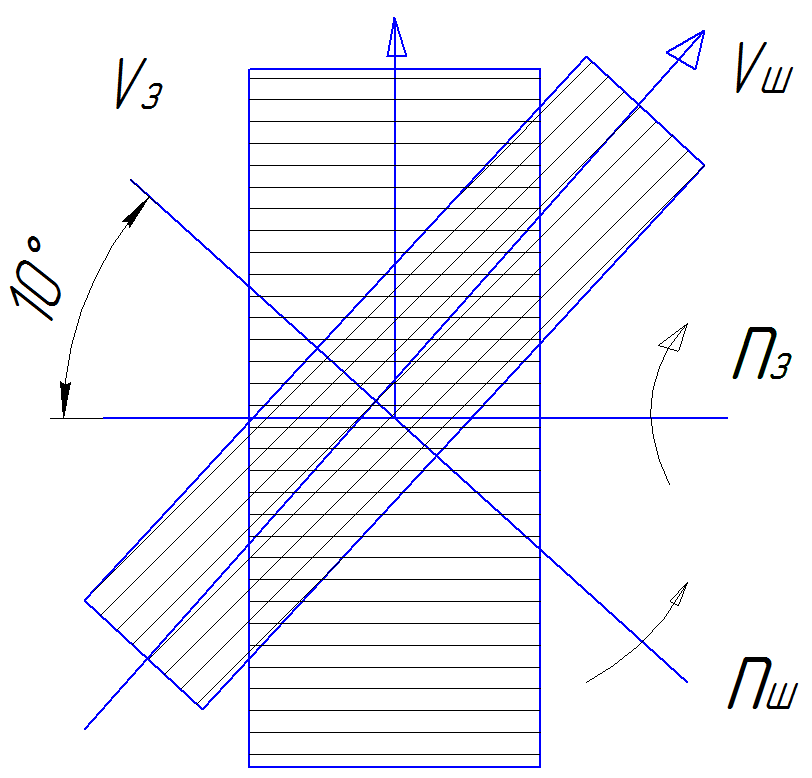 ри
шевенговании заготовка устанавливается
в специальное центрирующее устройство.
Для обработки используется специальный
инструмент, называемыйшевер,
представляющий
собой косозубую шестерню, на поверхности
зубьев которой имеются специальные
выемки, обеспечивающие скобление
образующей зубьев заготовки.
ри
шевенговании заготовка устанавливается
в специальное центрирующее устройство.
Для обработки используется специальный
инструмент, называемыйшевер,
представляющий
собой косозубую шестерню, на поверхности
зубьев которой имеются специальные
выемки, обеспечивающие скобление
образующей зубьев заготовки.
При взаимном вращении заготовки и шевера происходит силовое взаимодействие между образующими зубьев заготовки и зубьев шевера. Для этого заготовка подтормаживается с помощью специального электромагнитного тормоза. В результате в зоне обработки возникает осевое усилие, за счёт которого и происходит резание. Снимаемый припуск 0,01...0,03мм. Точность 6 квалитет.
Метод является высокопроизводительным. Как правило, он повышает точность на 1 квалитет и позволяет исправлять ошибки предшествую- щей обработки.