

Основы проектирования приспособлений (0537Т)
Тема 1. Общие сведения о приспособлениях.
Лекция 1.
Для запуска в производство любого нового двигателя необходимо осуществить подготовку производства. Создание технологической оснастки составляет приблизительно 60-70% всей трудоёмкости подготовки производства. Под технологической оснасткой понимают приспособления, режущий, мерительный и вспомогательный инструменты, а также другие различные устройства. В зависимости от вида технологического процесса (ТП) (заготовительные операции, механическая обработка, термообработка, сборка, испытание и др.) проектируется и изготавливается технологическая оснастка. Все технологические процессы оснащаются приспособлениями.
Приспособление – дополнительное устройство к оборудованию, с помощью которого выполняется та или иная операция технологического процесса.
Из всех ТП наибольшее оснащение приспособлениями осуществляется при механической обработке заготовок. Эти приспособления являются самыми сложными, самыми точными и трудоёмкими при изготовлении всех приспособлений для ТП. Они составляют приблизительно 60-65% трудоёмкости всех приспособлений предприятия.
Приспособление для механической обработки – такое дополнительное устройство к станку, с помощью которого устанавливается заготовка на станке в заданном положении согласно ТП для выполнения данной операции.
Классификация приспособлений
I. По универсальности:
1. Общего назначения (универсальные) – позволяют устанавливать различные заготовки, но имеющие определённый диапазон по размерам (n→∞)/
Особенности:
универсальность;
сравнительно невысокая стоимость;
невысокая точность и производительность (универсальные токарные патроны, станочные тиски, поворотные столы, делительные головки и т.д.). Применяются для обработки невысокой точности в мелкосерийном производстве.
2. Специализированные (групповые) – используются для конкретной группы деталей. Детали объединены в группу по конструктивным и технологическим признакам определённых размеров (n>1). Применяются в одиночном и мелкосерийном производстве. Они состоят из базового универсального полуфабриката и специальных наладок. Приспособления переналаживаются при переходе к другим наименованием изделий.
УПТО – унифицированная переналаживаемая технологическая оснастка;
СРП – сборно-разборные приспособления;
УСП – универсально-сборное приспособление.
3. Специальные приспособления – установка и обработка конкретной детали на конкретной операции (n=1). Они позволяют получить высокую точность, производительность, обладают высокой степенью механизации. Применяются в серийном, крупносерийном, а иногда в мелкосерийном производстве.
II. По виду станков:
токарные;
сверлильные;
фрезерные;
шлифовальные и др.
III. По степени автоматизации:
ручные
механизированные (закреплённые и раскреплённые);
Автоматизированные (процесс установки и снятия механизиров.).
Требования к приспособлениям
Обеспечение заданной точности выполнения операций при обработке заготовок.
Обеспечение заданного качества обработки поверхности производительности.
Удобство в эксплуатации и безопасности в работе.
Обеспечение экономической эффективности применения приспособления.
Экономическая оценка целесообразности применения приспособлений
Экономия от применения приспособления в год (Эприсп) должна быть больше расходов на приспособления (Р): Эприсп>Р
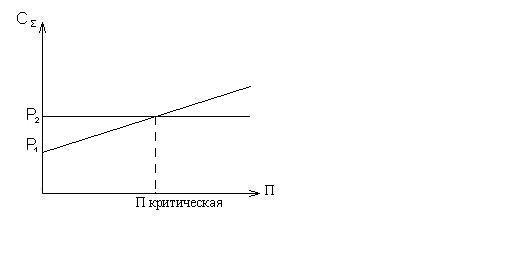
1 Вариант. Вновь создаётся специальное приспособление. Сравнение идёт с универсальным приспособлением по себестоимости выполнения операции.
Со – себестоимость выполненной операции на универсальном оборудовании (без специального).
С1 – себестоимость операции с применением специального приспособления.
Годовая экономия на программу: Эприсп=( Со- С1)*П
В общем случае: С=З++Р’
З+ - з/п рабочего при обработке одной заготовки;
Р’
– расходы на приспособления, отнесённые
к одной заготовке (Р’=![]() )
)
Р – годовые расходы на приспособление.
Тогда годовая экономия:
Эприсп=[(
![]() )-(
)-(![]() )]*П
)]*П
Руст 0, Руст 1 – стоимость расходов, связанных с установкой и наладкой приспособлений на станке;
З0, З1 – з/п рабочих за выполнение одной заготовки;
n – число деталей в партии.
Расходы на приспособление:
Р=А(1+Кп)(![]() );
);
А – стоимость приспособления;
Кп – коэффициент, учитывающий затраты на проектировании приспособление (0,3);
Ссл – срок службы приспособления (Ссл = 2..5 лет).
Кэксп – коэффициент, учитывающий расходы, связанные с эксплуатацией в течении срока службы (Кэксп =0,2..0,3) (ремонт, окраска, перевозка, хранение).
Этот расчёт делается на стадии проектирования укрупнено (т.к. не хватает данных).
Все приспособления можно разделить на 6 групп сложности.
Сложность приспособления характеризуется:
- габаритами;
- точностью изготовления основных деталей;
- сложностью конструкции;
- применяемыми материалами;
- степенью механизации и автоматизации;
- количеством оригинальных деталей.
|
А=а*Dорг+в |
а, в - коэффициенты
|
Для черновых операций применяется 4 группа сложности; для чистовых и окончательных – 5 группа. | |||||||||||||||||||||||||||||||||||
Зная стоимость приспособления А, можно найти расходы на приспособление.

2 Вариант. Сравниваются варианты специальных приспособлений.
С1![]() C2
C2
Р1-Р2>< Эприсп1 – Эприсп2
Р1-Р2><
=[( ![]() )-(
)-(![]() )]*П
)]*П
С0>< C1
С0 – себестоимость обработки заготовки в универсальном приспособлении;
С1 – себестоимость обработки в специальном приспособлении;
С0=З0+Н0 (зарплата рабочего + накладные расходы)
С1=З1+Н1+С – стоимость приспособления, отнесённого к одной детали.
|
|
А – стоимость приспособления в руб.;
N – годовая программа обработанных в приспособлении деталей;
![]() – срок службы приспособления (применяется
3 года);
– срок службы приспособления (применяется
3 года);
![]() – расходы, связанные с ремонтом, уходом
и хранением приспособления в течении
трёх лет;
– расходы, связанные с ремонтом, уходом
и хранением приспособления в течении
трёх лет;
![]() =(20+30)%*А
=(20+30)%*А
|
С |
Рекомендации по выбору варианта приспособления
В основу сравнения применяются экономические соображения при соблюдении всех остальных требований.
Индивидуальное и мелкосерийное производство – целесообразно применять групповые приспособления и в редких случаях специальные. Приспособления должны быть простыми и наиболее дешёвыми.
Серийное производство – групповые и специальные приспособления средней сложности и повышенной производительности.
Крупносерийное производство – специальные приспособления с высокой производительностью
Расчёт приспособлений на точность
Целью этого расчёта является определение расчётной погрешности установки, т.е. соблюдение условий заданной точности обработки.
ω≤Т - допуск на исходный размер или взаимное расположение поверхностей (приспособления чаще дают погрешность расположения поверхности).
(ω – суммарная погрешность операционного размера)
|
|
ω= ωу пр+ ωприсп+ ω0≤Т
ωприсп≤Т-( ωу пр+ ω0)=Тприсп
ωу пр – погрешность, связанная с установкой приспособления на станке;
ω0 – погрешность, связанная с методом обработки;
Тприсп – допуск на приспособление. Он составляет часть допуска на геометрический параметр.
Тприсп
= ![]()
ωу=Т- ω0≤Тпр




![]()
![]()
инструмент















п








 риспособление
устан. деталь
риспособление
устан. деталь






![]()
![]()
Стол стакана



![]()
![]()
![]()
ωу пр – зависит от точности соединения приспособления со станком.
ωу пр↓→ 1. Повышение точности изготовления посадочных мест приспособления.
2. Совместная обработка установочных поверхностей приспособления и станка.
3. Производят обработку установочных поверхностей приспособления непосредственно на станке после установки приспособления.
ωо – не зависит от конструктора приспособления.
ωо↓ - увеличение жесткости системы СПИД.
Зная ωу пр и ωо можно определить ωприсп.
ωприсп – погрешность, связанная с приспособлением.
Расчет приспособления на точность сводится к тому, чтобы определить допуск на приспособление Тприсп и чтобы расчетная погрешность, связанная с приспособлением.
|
ωприсп ≤ Тприсп |
Обычно: ωприсп = ωу заг. – погрешность установки заготовки в приспособлении.
Если имеются делительные устройства, то появляется погрешность деления.
ωприсп = ωу заг + ωдел.
Если в приспособлении имеются направляющие элементы, то появляется погрешность направления.
ωприсп = ωу заг + ωнапр.
Группирование элементов приспособлений
Все приспособления состоят из определённых групп элементов. Под элементом понимают деталь или сборочную единицу, которая выполняет определённую функцию в приспособлении.
Все эти элементы можно объединить в следующие группы:
Установочный элементы.
Зажимные элементы.
Направляющие элементы.
Делительные элементы или устройства.
Самоцентрирующие элементы или механизмы.
Копировальные элементы или устройства.
Корпусные элементы ил корпусы.
Вспомогательные элементы.
Прочные (разные) элементы.
Элементы в одной группе различаются размерами, формами, конструктивным выполнением, но функции их остаются стандартизированы.